

焊接法蘭國標大全11
格式:pdf
大小:14KB
頁數:1P
人氣 :59
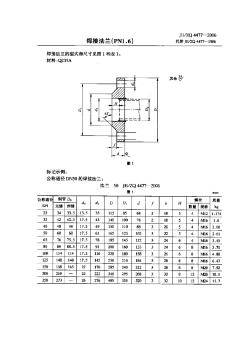
 4.6
4.6
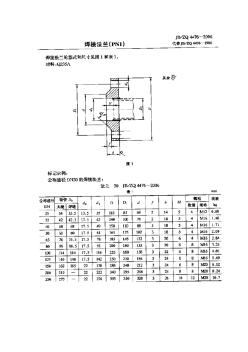
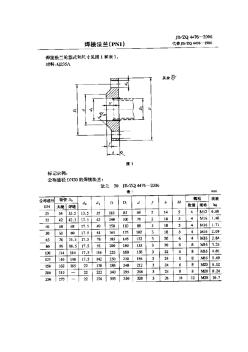
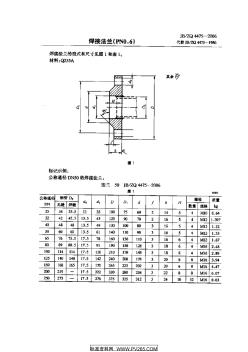
GB9119,2—88 GB9119,2—88 in 公 稱 通 徑 10kg=1.0MPa 16kg=1.6MPa 法 蘭 外 徑 螺 栓 孔 距 螺 栓 直 徑 螺 栓 孔 數 法 蘭 厚 度 公 稱 通 徑 法 蘭 外 徑 螺 栓 孔 距 螺 栓 直徑 螺 栓 孔數 法蘭厚度 3/8 DN10 50 60 14 4 14 DN10 90 60 14 4 14 1/2 DN15 59 65 14 4 14 DN15 95 65 14 4 14 3/4 DN20 105 75 14 4 16 DN20 105 75 14 4 16 1 DN25 115 85 14 4 16 DN25 115 85 14 4 16 11/4 DN32 140 100 18 4 18 DN32 140 100 18 4 18 11/2 DN40 150 110 18 4 18 DN40 15



焊接法蘭 (2)
格式:pdf
大小:33KB
頁數:2P
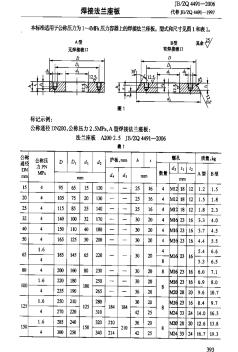
產品名稱膜片聯軸器受控號 零件名稱焊接法蘭零件圖號 毛坯材質20零件凈重 (kg) 23.2 車間序號 工 序 設備型號 工具名稱及 圖號 工作 等級 單件時 間 準備結 束時間 一劃2 二鉆z30501 三車3 四鉗 修改內容修改者日期編制審核日期 機 加 車 間 修改 吉林昊宇技術 中心 交檢 通知單號批準 打標識(用記號筆在工件明顯位置標記圖號) 工序內容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺數量 工令號 3 定額員 第1頁 共1頁
焊接法蘭
格式:pdf
大小:33KB
頁數:2P
產品名稱膜片聯軸器受控號 零件名稱焊接法蘭零件圖號 毛坯材質20零件凈重 (kg) 23.2 車間序號 工 序 設備型號 工具名稱及 圖號 工作 等級 單件時 間 準備結 束時間 一劃2 二鉆z30501 三車3 四鉗 修改內容修改者日期編制審核日期 機 加 車 間 修改 吉林昊宇技術 中心 交檢 通知單號批準 打標識(用記號筆在工件明顯位置標記圖號) 工序內容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺數量 工令號 3 定額員 第1頁 共1頁
編輯推薦下載
焊接法蘭
格式:pdf
大小:22KB
頁數:1P
4.8
產品名稱產品型號倉位數量 焊接法蘭afs305t(48x4.5)1號箱12 焊接法蘭afs307s1號箱46 焊接法蘭afs307t(76.1x3.6)1號箱9 焊接法蘭afs606t(76.1x12.5)1號箱86 焊接法蘭afw603t(30x4)1號箱16 焊接法蘭asf308(89x4.0)1號箱13 焊接法蘭gfs306t(60.3x4)1號箱2 焊接法蘭gfs306t(61x5.5)1號箱4 焊接法蘭gfs307s1號箱58 焊接法蘭gfs606t(76.1x12.5)1號箱120 焊接法蘭wf40lk-l22m1號箱15 焊接法蘭wf40lk-s201號箱4 焊接法蘭1dfs9-36-16(b=120)2號箱152 焊接法蘭afs605t(48.3x8.8)2號箱38 焊接
焊接法蘭樣本
格式:pdf
大小:2.7MB
頁數:9P
4.8
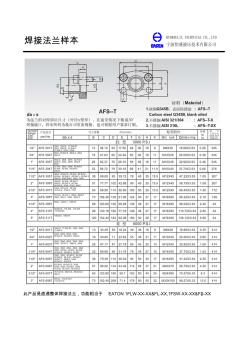
此產品是直通整體焊接法蘭,功能相當于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法蘭樣本 焊接法蘭樣本 此產品是90°整體焊接法蘭,功能相當于eaton1flw9-xx-xx&fl-xx,1fsw9-xx-xx&fs-xx。 焊接法蘭樣本 此產品相當于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法蘭樣本 gsf30x相當于eaton1cfl-xx-xx&fl-xx,1cfs-xx-xx&fs-xx。 gsf60x相當于eaton1dfl-xx-xx&fl-xx,1dfs-xx-xx&fs-xx。 焊接法蘭樣本 gwf30x相當于eaton1cfl9-xx-xx&fl-xx,1cfs9-xx-xx&fs-xx。 gwf60x相當于eaton1dfl9-xx-xx&fl-xx,1dfs9-xx
焊接法蘭國標大全熱門文檔
焊接法蘭閥安裝
格式:pdf
大小:17KB
頁數:4P
4.5
⒈閥門安裝前應檢查填料,其壓蓋螺栓須有足夠的調節余量。 ⒉法蘭或螺紋連接閥門應在關閉狀態下安裝。 ⒊焊接時閥門不宜關閉,防止過熱變形。 ⒋安裝閥門前,應按設計核對型號,并按介質流向確定其安裝方 向。 ⒌水平管道上的閥門,其閥桿一般應安裝在上半周范圍內。 ⒍閥門傳動桿(深長桿)軸線的夾角不應大于300,其接頭應轉 動靈活。有熱位移的閥門,傳動桿應有補償措施。 ⒎閥門的操作機構和傳動裝置應進行必要調整,使之動作靈活, 指示準確。 ⒏安裝鑄鐵閥門時,應避免因強力連接或受力不均引起的損壞。 ⒐安裝閥門前,必須復核產品合格證和試驗記錄。 ⒑閥門的安裝位置不應防礙設備、管道及閥門本身的拆裝和檢 修。閥門安裝高度應方便操作和檢修,一般距地坪1.2m為宜,當閥 門中心距地坪1.8m以上時,應集中布置,并設置固定平臺。 ⒒并排管線上閥門,其手輪間凈距不得小于100mm,為了減小 管道間

熱鍍鋅焊接法蘭
格式:pdf
大小:9KB
頁數:1P
4.3
熱鍍鋅焊接法蘭 往往,熱鍍鋅焊接法蘭的鋅層的呢,形成鋅層的質量是什么樣的呢? 這樣的熱鍍鋅焊接法蘭鋅層的形成過程之中,一般的熱鍍鋅焊接法蘭的熱鍍鋅的時候, 熱鍍鋅層形成過程是鐵基體與最外面的純鋅層之間形成鐵-鋅合金的過程,工件表面在熱浸 鍍時形成鐵-鋅合金層,才使得鐵與純鋅層之間很好結合,其過程可簡單地敘述為:使其進 行加工出來的時候,那么利用加工出來的時候,那么利用合理性的焊接法蘭進行酸洗,因為 酸洗是非常重要的,當鐵工件浸入熔融的鋅液時,首先在界面上形成鋅與α鐵(體心)固熔體。 這是基體金屬鐵在固體狀態下溶有鋅原子所形成一種晶體,這樣的所謂進行加工形成所謂符 合保證了,這樣的焊接法蘭的鋅層都是符合價格的,這樣的焊接法蘭的鋅層的是最佳的形成 了。 鋅層的厚度至關重要,正常的熱鍍鋅焊接法蘭的質量必須要符合,熔融金屬與鐵基體反 應而產生合金層,從而使基體和鍍層二
焊接法蘭的要求
格式:pdf
大小:12KB
頁數:1P
4.5
焊接法蘭連接有哪些要求? (1)法蘭焊接質量 法蘭應垂直于管子中心線,用角尺將法蘭與管子找垂直。管端插入法蘭,插人深度為法蘭厚度的l/2。 法蘭的內外面均需焊接,法蘭內側的焊縫不得凸出密封面。 法蘭焊接后應將毛刺及溶渣清除干凈,內孔應光滑,法蘭面應無飛濺物。 (2)法蘭裝配要求 法蘭裝配時,兩法蘭應相互平行,不得將不平行的法蘭強制對口。墊片一般采用橡膠石棉板,墊片不 得采用斜墊和多層,墊片尺寸應與法蘭密封面相同。 法蘭連接時應采用同規格的螺栓,安裝方向一致,即螺母在同一側。擰緊螺栓時應對稱均勻,松緊一 致,擰緊后螺桿的外露長度不大于螺桿直徑的1/2。 支(吊、托)架安裝有哪些要求? (1)固定支架的設置 必須按設計位置設置好固定支架,在兩個補償器中間應設固定支架,利用彎管作自然補償時應設固定 支架。固定支架的結構應符合設計要求,并固定牢固,使管子不能移動。 (2)活動支架 活動

焊接法蘭種類、性能、連接形式詳細介紹
格式:pdf
大小:9KB
頁數:5P
4.4
焊接法蘭種類、性能、連接形式詳細介紹 弧光閃耀人生,火花飛出精彩!焊接路上家園伴你同行! 1、按化工行業標準分:整體法蘭(if)、螺紋法蘭(th)、 板式平焊法蘭(pl)、帶徑對焊法蘭(wn)、帶頸平焊法蘭 (so)、承插焊法蘭(sw)、對焊環松套法蘭(pj/se)、平 焊環松套法蘭(pj/rj)、襯里法蘭蓋(bl(s))、法蘭蓋(bl)。 2、按石化行業標準分:螺紋法蘭(pt)、對焊法蘭(wn)、 平焊法蘭(so)、承插焊法蘭(sw)、松套法蘭(lj)、法 蘭蓋(不表注)。 3、按機械行業標準分:整體法蘭、對焊法蘭、板式平焊法 蘭、對焊環板式松套法蘭、平焊環板式松套法蘭、翻邊環板 式松套法蘭、法蘭蓋。 平焊鋼法蘭:適用于公稱壓力不超過2.5mpa的碳素鋼管道 連接.平焊法蘭的密封面可以制成光滑式,凹凸式和榫槽式三 種.光滑式平焊法蘭的應用量最大.
 焊接法蘭盤角焊縫的超聲波探傷
焊接法蘭盤角焊縫的超聲波探傷 焊接法蘭盤角焊縫的超聲波探傷
格式:pdf
大小:489KB
頁數:3P
4.6
針對粉碎機滾筒上的厚法蘭盤與薄壁圓筒的焊接形式,采用超聲波方法對其角焊縫進行探傷。為了保證檢測結果的可靠性、準確性及防止漏檢,合理選擇超聲波探傷工藝就顯得尤為重要。
焊接法蘭國標大全精華文檔
壓力管道焊接法蘭工藝規程(含卡箍連接)
格式:pdf
大小:1.1MB
頁數:10P
4.7
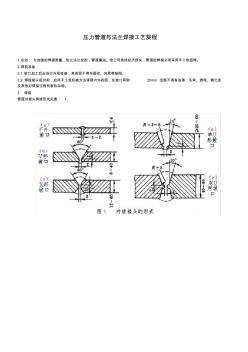
壓力管道與法蘭焊接工藝規程 1.總則;為加強的焊接質量,防止法蘭變型,管道漏油。給公司造成經濟損失,管道的焊接必須采用手工電弧焊。 2.焊前準備 2.1坡口加工后應進行外觀檢查,其表面不得與裂紋、夾層等缺陷。 2.2焊接接頭組對前,應用手工或機械方法清理內外表面,在坡口兩側20mm范圍不得有油漆、毛刺、銹斑、氧化皮 及其他對焊接過程有害的雜物。 3.焊接 管道對接頭焊接形式見圖1 管道與對焊法蘭如圖a,鋼管與法蘭頸部對焊 管道與平焊法蘭如圖3.0.2,鋼管外徑插入法蘭內徑焊接 3.1定位焊應與正式焊接工藝相同,其焊縫長度宜為10~15mm,高宜為2~4mm,且不超過壁厚的2/3. 3.2不得在焊件表面引弧或試驗電流,焊件表面不得有電弧擦傷等缺陷。 3.3定位焊的焊縫不得有裂紋及其它缺陷,若發現缺陷應及時清除,定位焊焊道的兩端應修磨成緩坡形。 3.4在保
焊接法蘭盤安全技術措施
格式:pdf
大小:6KB
頁數:2P
4.6
焊接法蘭盤安全技術措施 由于井下瓦斯抽采的需要,需將12m長的抽放管切割成3段(每段4米),并在切割好后 的每段管路前后兩端焊接法蘭盤。為保證此期間的安全,特制訂以下安全技術措施: 一、工作順序:將12m長的抽放管水平放置在地面上——用氣割割成三段(每段4m), 然后給每段切割好管子的兩端焊接法蘭盤。 二、起吊安全措施: 1.起重機司機必須持證上崗;并對起吊索具、工器具進行檢查,不完好的嚴禁使用。 2.開車時要精神集中,不準吸煙、吃東西、閑談、打鬧,以及其它有礙安全的舉動。 3.起吊物下方3m范圍內,嚴禁有人員作業或逗留。 4.開動前要響鈴示警;開始第一吊進行試吊,距地面10-50cm時停止,試驗制動器檢查 綁掛是否牢固。 5.起吊裝車過程中嚴禁用手、腳直接推拉起吊物,應提前系好導向繩,以便調整吊物 位置。 6.吊運物件時,不準從人和機械設
焊接法蘭國標大全最新文檔

焊接法蘭閥門安裝
格式:pdf
大小:36KB
頁數:2P
4.8
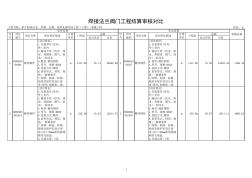
1308030031-672焊接法蘭閥門安裝dn32mm以 內 個20.1455.5423.410.000.000.000.00 主材費dn32mm法蘭閥門個0.000.00 21-673焊接法蘭閥門安裝dn40mm以 內 個21.258.9923.410.000.000.000.00 主材費dn40mm法蘭閥門個0.000.00 31-674焊接法蘭閥門安裝dn50mm以 內 個25.9775.3423.410.000.000.000.00 主材費dn50mm法蘭閥門個0.000.00 41-675焊接法蘭閥門安裝dn65mm以 內 個34.9895.7141.420.000.000.000.00 主材費dn65mm法蘭閥門個0.000.00 51-676焊接法蘭
 筒體焊接法蘭孔加工裝置CNC系統研究及開發
筒體焊接法蘭孔加工裝置CNC系統研究及開發 筒體焊接法蘭孔加工裝置CNC系統研究及開發
格式:pdf
大小:641KB
頁數:3P
4.5
在基于linux操作系統的ram嵌入式系統上實現適合于x、z和主軸旋轉的3方面具備馬鞍坡口加工的cnc裝置。選用arm嵌入式系統作為硬件核心,在pc機上用c++與arm9匯編語言進行系統軟件開發,應用復合插補法完成孔加工裝置的數學模型。開發設計出用于馬鞍坡口加工的涉及主軸復合聯動的專用兩軸控制cnc系統。
 焊接法蘭式波紋補償器
焊接法蘭式波紋補償器 焊接法蘭式波紋補償器
格式:doc
大小:45KB
頁數:3P
4.7
焊接法蘭式波紋補償器是一種重要的管道配件,主要用于吸收管道因熱脹冷縮產生的位移,從而保護管道的穩定性和安全性。它采用了法蘭連接方式,結構緊湊,安裝方便,且具有良好的耐壓性和耐溫性,能夠在各種工況條件下穩定工作。

溝槽管件,焊接法蘭價格表
格式:pdf
大小:179KB
頁數:6P
4.5
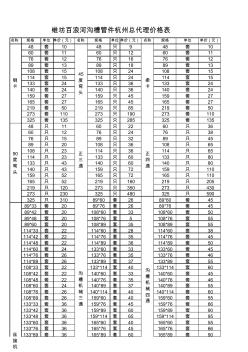
名稱規格單位單價(元)名稱規格單位單價(元)名稱規格單位單價(元) 48套1048只948套10 60套1160只1260套11 76套1276只1676套12 89套1389只1889套13 108套15108只24108套15 114套15114只24114套15 133套24133只36133套24 140套24140只36140套24 159套27159只45159套27 165套27165只45165套27 219套50219只85219套50 273套110273只190273套110 325套135325只285325套135 48只1160
焊接法蘭國標大全相關
文輯推薦
知識推薦
百科推薦


職位:交通運輸工程
擅長專業:土建 安裝 裝飾 市政 園林


