




編輯推薦下載

 基于導波的焊接方管損傷檢測的仿真與實驗分析
基于導波的焊接方管損傷檢測的仿真與實驗分析 基于導波的焊接方管損傷檢測的仿真與實驗分析
格式:pdf
大小:970KB
頁數:5P
 4.4
4.4
基于導波的損傷檢測方法是結構健康監測領域的研究熱點,并在工程應用上表現出很大的潛力。通過有限元仿真和實驗分析的方法對某型列車底盤轉向架局部焊接方管結構上的損傷檢測問題進行研究。仿真中建立結構的三維模型以模擬導波在其中的傳播過程,實驗中采用主動式換能器網絡激發和接受在結構中傳播的導波。優選激勵頻率以減少導波固有的多模式現象對后續信號分析的影響。借助小波變換和希爾伯特變換等方法對所有采集到的信號進行處理,并利用"導波三角定位法"進行損傷定位。實驗結果驗證了該方法的有效性。
焊接方管的標準熱門文檔
 T形焊接方管內加勁節點軸向力下的承載力
T形焊接方管內加勁節點軸向力下的承載力 T形焊接方管內加勁節點軸向力下的承載力
格式:pdf
大小:687KB
頁數:6P
4.3
簡述了國內外桁架節點加強的研究現狀;對主管為焊接方管、支管為圓管的t形內部加勁節點在軸向力作用下的承載力,進行了較為系統的有限元數值分析;采用板殼單元,比較研究了多種參數下節點的極限承載力;通過試驗與有限元的對比研究,為數值計算參數的選擇提供了可靠的依據.相對于非加強節點,加勁節點具有更強的承載力.在大量節點數值計算基礎上,對加勁板的內部布置、幾何尺寸、承載力的提高等方面進行了系統分析,為此類節點型式在工程中的應用提供了設計參考.
國家體育場焊接方管桁架雙弦桿KK節點設計研究 國家體育場焊接方管桁架雙弦桿KK節點設計研究
格式:pdf
大小:1.7MB
頁數:8P
4.7
結合國家體育場大跨度鋼結構設計,提出任意角度相交焊接方管桁架雙弦桿kk節點的幾何構型方法,可用于各種復雜角度的腹桿匯交、弦桿呈折線形、弦桿側壁與腹桿側壁不垂直等多種情況,適用范圍較大。通過調整節點域板件的角度,改善其構造的合理性。綜合采用調整板厚、設置加勁肋等措施,提高節點的承載力,實現“強節點”的設計理念。雙弦桿kk節點的縮尺模型試驗表明,試件的應力分布與有限元計算非常接近,節點具有較大的安全儲備。
國家體育場焊接方管桁架單K節點試驗研究 國家體育場焊接方管桁架單K節點試驗研究
格式:pdf
大小:1.1MB
頁數:5P
4.5
為考察構造復雜的國家體育場焊接方管桁架單k節點的受力性能和承載力,進行了兩個典型節點的1∶3縮尺比例的模型試驗和有限元分析。試驗結果表明,節點強于桿件,節點的極限承載力都能達到設計荷載水平的2倍以上,且節點區范圍內的板件未觀察到局部失穩或斷裂現象。有限元分析能較好地模擬試驗現象。試驗結果和有限元分析結果證明,節點區的板件局部加厚和內置加勁肋等加強措施是有效的。
焊接方管的標準精華文檔
國家體育場焊接方管桁架單K節點設計研究 國家體育場焊接方管桁架單K節點設計研究
格式:pdf
大小:998KB
頁數:7P
4.8
結合國家體育場大跨度鋼結構設計,提出了大尺寸焊接薄壁箱形截面桁架單k節點的幾何構型方法,可用于折線形弦桿、弦桿側壁與腹桿側壁不垂直等多種情況,適用范圍較大。通過調整節點板件之間的角度,使其傳力合理。綜合采用調整板厚、設置加勁肋等方式,提高節點的承載力,實現“節點與構件等強”的設計理念。此外,通過縮尺模型對所提出的單k節點進行驗證性試驗,試件的應力分布與有限元計算結果非常接近,節點具有較大的安全儲備。

方管焊接技術交底樣板 (2)
格式:pdf
大小:57KB
頁數:6P
4.5
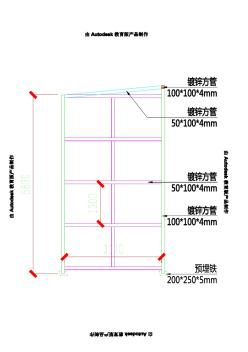
______________________________________________________________________________________________________________ 精品資料 施工技術交底單zx1_2 施工單位:上海市建筑裝飾工程集團有限公司本交底單共頁第頁 工程名稱山海天酒店一期客房區精裝修工程施工班組一、二班組 分部分項 工程名稱 鍍鋅方管隔墻焊接封板及門洞鍍鋅方管焊接班組長 交底時間年月日 主要成員 交底人 交 底 內 1、施工準備: 1.1技術準備: (1)熟悉圖紙,了解工程做法和設計要求。 1.2材料準備: 9mm普迪板、鍍鋅方管鋼(40*40*4mm、40*20*4m)、角鋼40*40*4、φ8膨脹螺栓、 3.2#焊條、防銹漆、鍍鋅自攻螺絲等。 1.3機具準備:
車棚方管焊接工程
格式:pdf
大小:569KB
頁數:6P
4.7
焊接工程報驗申請表 工程名稱:北京永輝超市魯谷店整改工程編號:02-01-01- 致:福建聯創智業建設工程有限公司(監理單位) 我單位已完成了自行車車棚焊接及安裝工作,現報上該工程報驗申請表,請予 以審查和驗收。 附件: 1、鋼結構制作(安裝)焊接工程施工質量檢查表 2、鋼結構制作(安裝)焊接工程檢驗批質量驗收記錄表 3、隱蔽工程驗收記錄 承包單位(章): 項目經理: 日期:年月日 審查意見: 項目監理機構:福建聯創智業建設工程有限公司 總/專監理工程師: 日期:年月日 鋼結構制作(安裝)焊接工程施工質量檢查表 單位(子單位)工程名稱北京永輝超市魯谷店整改工程 分部(子分部)工程名稱鋼結構工程驗收部位自行車車棚 施工單位福建金天湖裝飾工程有限公司項目經理 施工執行標準名稱及編 號 鋼結構工程施工質量
焊接方管的標準最新文檔
方管焊接技術交底樣板
格式:pdf
大小:30KB
頁數:2P
4.6
施工技術交底單 zx1_2 施工單位:上海市建筑裝飾工程集團有限公司本交底單共頁第頁 工程名稱山海天酒店一期客房區精裝修工程施工班組一、二班組 分部分項 工程名稱 鍍鋅方管隔墻焊接封板及門洞鍍鋅方管焊接班組長 交底時間年月日 主要成員 交底人 交 底 內 容 1、施工準備: 1.1技術準備: (1)熟悉圖紙,了解工程做法和設計要求。 1.2材料準備: 9mm普迪板、鍍鋅方管鋼(40*40*4mm、40*20*4m)、角鋼40*40*4、φ8膨脹螺栓、 3.2#焊條、防銹漆、鍍鋅自攻螺絲等。 1.3機具準備:沖擊鉆、手槍鉆、活動扳手、水平尺、鋁合金靠尺、白線、鋼卷尺、鐵錘、 掃帚、鏨子、壁紙刀、小桶、開刀、電焊機、干粉滅火器等。 1.4作業條件: 1.4.1衛生間翻梁完成并驗收合格。 2、施工工藝: 2.1工藝流程: 基層處
國家體育場焊接方管桁架雙弦桿KK型節點試驗研究 國家體育場焊接方管桁架雙弦桿KK型節點試驗研究
格式:pdf
大小:1.4MB
頁數:6P
4.5
正在建設的國家體育場兩兩斜交的主桁架構成了許多雙弦桿焊接方管kk型節點,該節點連接焊縫密集,構造極其復雜。本文對這種在管結構中較為獨特的節點進行了1∶4的縮尺模型承載力試驗研究,詳細介紹了節點的試驗方法和結果,討論了節點的受力性能、破壞模式以及節點內部加勁肋的作用。研究表明該節點的構造措施較完善可靠,節點具有較高的承載力。節點的薄弱部位處在受壓腹桿端部,發生局部屈曲。弦桿內部縱橫向加勁肋的設置有效地增強了節點強度和剛度。腹桿端部的局部放大改善了腹桿向弦桿的傳力,降低了應力集中。
焊接鋼管的標準
格式:pdf
大小:10KB
頁數:5P
4.4
焊接鋼管的標準 焊接鋼管也稱焊管,是用鋼板或鋼帶經過卷曲成型后焊接制成的鋼管。焊接鋼管 生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。20 世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊 縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼 管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般 比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產 管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產 速度較低。 因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 1.低壓流體輸送用焊接鋼管(gb/t3092-1993)也稱一般焊管,俗稱黑管。是用 于輸送水、煤氣、空氣
直接焊接KT型搭接方管節點破壞類型的有限元分析 直接焊接KT型搭接方管節點破壞類型的有限元分析
格式:pdf
大小:1.1MB
頁數:6P
4.4
利用ansys程序對kt型搭接方管節點的破壞類型進行了有限元分析,主要分析了支桿與弦桿邊長比、弦桿寬厚比、支桿與弦桿厚度比對節點破壞類型的影響。分析得出節點主要發生4種類型的破壞:受拉支桿一側弦桿上表面局部屈曲破壞;弦桿上表面塑性破壞;受拉支桿強度破壞;弦桿彎曲破壞。弦桿無軸壓作用時,弦桿寬厚比、支桿與弦桿厚度比越小節點越易于發生第3類破壞,支桿與弦桿邊長比為大值或小值時發生第3類破壞的節點均多于支桿與弦桿邊長比為中間值的情況。弦桿有軸壓作用時,隨弦桿寬厚比、支桿與弦桿厚度比增大,節點由較多發生第3類破壞過渡到第2類破壞,最后到第1類破壞。隨著支桿與弦桿邊長比增大,發生第1類破壞的增多,支桿與弦桿邊長比為0.8的部分節點發生了第4類破壞。
 中心受壓焊接方管桿件的承載力
中心受壓焊接方管桿件的承載力 中心受壓焊接方管桿件的承載力
格式:pdf
大小:544KB
頁數:未知
4.5
本文對中心受壓焊接方管桿件的承載力進行了試驗研究和理論分析。其試驗包括:材料力學性能試驗、焊接方管的殘余應力測試、短柱試驗和長柱試驗,并對其試驗數據進行了統計分析。理論分析包括:理想焊接方管桿件的承載力切線模量理論分析,和焊接方管桿件承載力的壓潰理論分析。并對其兩者都編寫了電算程序,進行了上機計算。根據上述研究,提出了焊接方管桿件的承載力建議拄曲線,為修改(74)規范提供可靠數據基礎。
焊接方管節點極限承載力計算 焊接方管節點極限承載力計算
格式:pdf
大小:408KB
頁數:未知
4.7
本文在方管節點非線性有限元分析的基礎上,結合文獻的研究結果,提出了一個分析等寬度+型和x型方管節點腹板失穩破壞時極限承載力的“等效框筒模型”。在模型分析的基礎上,提出了一個計算方管節點極限承載力的公式。該公式和國外最好的公式相比具有精確實用,形式簡單合理的優點,可供我國制訂“鋼管結構規范”使用。

焊接質量管理標準
格式:pdf
大小:695KB
頁數:25P
4.6
焊接質量管理標準 編制:制造工藝工程部 審核:段偉群 批準:王曉軍 日期:2006年9月1日 焊接質量管理標準 1范圍 本標準規定了焊接質量檢查的標準、檢查的方法和焊接缺陷的處理。 本標準適用于車體開發和批生產階段的焊接質量的檢查。 2目的 焊接在制造安全、舒適的汽車方面起著重要的作用,焊接問題和對顧客生命 構成傷害的重要缺陷相關聯。因此,本標準將具體、詳細的介紹檢查項目和檢 查標準,以便有效的控制焊接質量。 3檢查周期 3.1開發階段:每個時期,至少一臺車進行全破壞檢查; 3.2批生產階段:討論和確定全破壞檢查的詳細內容,由質檢部門負責周期檢 查和生產過程中的檢查。 a)全破壞檢查:每4個月檢查一次; b)周期檢查:依據生產檢查表進行檢查; c)生產過程中的檢查:討論確定需要目視和半破壞檢查的部位。 4焊接質量等級 具體內容見表1 表1
焊接方管的標準相關
文輯推薦
知識推薦
百科推薦


職位:高級室內設計師
擅長專業:土建 安裝 裝飾 市政 園林


