




 鋁鎂合金的焊接工藝分析
鋁鎂合金的焊接工藝分析 鋁鎂合金的焊接工藝分析
格式:pdf
大小:123KB
頁(yè)數(shù):1P
通過焊接方法的不同選擇以及對(duì)焊接工藝的數(shù)量掌握,并且做好母材和焊材兩者的清理事項(xiàng),還要能夠有一些措施來預(yù)防和應(yīng)對(duì)反變形,這幾點(diǎn)是5052鋁鎂合金焊接成功的保證。
編輯推薦下載
鋁合金MIG自動(dòng)焊焊接工藝 鋁合金MIG自動(dòng)焊焊接工藝
格式:pdf
大小:715KB
頁(yè)數(shù):4P
 4.7
4.7
研究了鋁合金車體單絲和雙絲mig自動(dòng)焊的焊接方法,通過焊接對(duì)比試驗(yàn),分析焊接接頭的組織和力學(xué)性能,總結(jié)出兩種焊接方法的最佳工藝參數(shù)。試驗(yàn)結(jié)果表明,雙絲mig自動(dòng)焊接具有焊接速度快、熱輸入小、焊縫組織晶粒細(xì)小均勻、接頭力學(xué)性能良好、生產(chǎn)效率高等優(yōu)點(diǎn),適用于鋁合金車體批量焊接生產(chǎn)。

合金管的焊接工藝
格式:pdf
大小:5KB
頁(yè)數(shù):1P
4.6
(1)焊絲用hscuni材料的焊絲,且必須存放在干燥、通風(fēng)良好的庫(kù)房?jī)?nèi),嚴(yán)防受潮。(2)保護(hù) 氣體采用一級(jí)純氬。(3)采用鎢極氬弧焊焊接。鎢極采用鈰鎢電極。(4)采用直流鎢極氬弧焊 機(jī)。焊條直徑取決于焊接電流。焊條直徑與焊接電流。(5)焊工必須經(jīng)過b10管焊接專門的 培訓(xùn),合格后方可進(jìn)行焊接。(6)焊接坡口的加工必須采用機(jī)械加工方法進(jìn)行。(7)焊接坡口 型式:對(duì)于管子壁厚不大于2mm的對(duì)接焊,可以不開坡口但應(yīng)留()~1.5mm,重慶合金管 對(duì)于管子壁厚大于2mm的對(duì)接焊必須開坡口。坡el型式和尺寸應(yīng)符合工藝評(píng)定的要求。(8) 焊前應(yīng)對(duì)焊縫兩邊20mm范圍內(nèi)用不銹鋼絲刷或刮刀清理,直到露出金屬光澤為止。(9)對(duì) 油污不嚴(yán)重的管子及焊絲,可直接用清潔棉紗沾丙酮擦洗。(10)定位焊時(shí),應(yīng)在與正式焊縫 相同的條件下進(jìn)行焊接。如果定位焊縫有裂紋,應(yīng)去除該
合金材料的焊接工藝熱門文檔
鋁合金異形管平板的焊接工藝 鋁合金異形管平板的焊接工藝
格式:pdf
大小:341KB
頁(yè)數(shù):未知
4.3
通過介紹鋁合金異形管平板的交流方波氬弧焊工藝,分析了在異形管平板的特殊焊接結(jié)構(gòu)條件下影響焊接質(zhì)量的諸種因素,經(jīng)過多種試驗(yàn)并進(jìn)行兩種方案的對(duì)比模擬試驗(yàn),提出了最佳的焊接工藝參數(shù),試驗(yàn)結(jié)果用于正式產(chǎn)品的焊接,成功率達(dá)100%。
合金鋼的焊接工藝
格式:pdf
大小:54KB
頁(yè)數(shù):5P
4.4
合金鋼的焊接工藝 用于制造工程構(gòu)件和機(jī)器零件的鋼統(tǒng)稱為結(jié)構(gòu)鋼 概述 1.合金結(jié)構(gòu)鋼分為高強(qiáng)度鋼(gb/t13304—1991規(guī)定屈服點(diǎn)δs≥195mpa,抗拉強(qiáng)度δb≥ 390mpa的鋼均為高強(qiáng)度鋼)和專業(yè)用鋼兩大類。 2.高強(qiáng)度鋼按鋼材供貨的熱處理狀態(tài)分為熱扎及正火鋼、低碳調(diào)質(zhì)鋼和中碳調(diào)質(zhì)鋼。 1)熱扎及正火鋼:這類鋼的屈服點(diǎn)295≤δs≥490mpa,屬于非熱處理強(qiáng)化鋼 主要包括gb/t1591—1994《低合金結(jié)構(gòu)鋼》中的q295—q460鋼 特點(diǎn):冶煉工藝比較簡(jiǎn)單,價(jià)格低廉,綜合力學(xué)性能良好,具有良好的焊接性 2)低碳調(diào)質(zhì)鋼:這類鋼屈服點(diǎn)441≤δs≥980mpa,屬于熱處理強(qiáng)化鋼 特點(diǎn):具有較高的強(qiáng)度、優(yōu)良的塑性和韌性 生產(chǎn)工藝復(fù)雜、成本高、進(jìn)行熱加工時(shí)對(duì)工藝參數(shù)較嚴(yán)格。 3)中碳調(diào)質(zhì)鋼:含碳量高wc>0.3%,880≤δs≥980mpa,

鋁及鋁合金的焊接工藝
格式:pdf
大小:11KB
頁(yè)數(shù):5P
4.3
鋁及鋁合金的焊接工藝 鋁及鋁合金的焊接特點(diǎn) (1)鋁在空氣中及焊接時(shí)極易氧化,生成的氧化鋁(al2o3)熔點(diǎn)高、非常穩(wěn) 定,不易去除。阻礙母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生 成夾渣、未熔合、未焊透等缺欠。鋁材的表面氧化膜和吸附大量的水分,易使焊 縫產(chǎn)生氣孔。焊接前應(yīng)采用化學(xué)或機(jī)械方法進(jìn)行嚴(yán)格表面清理,清除其表面氧化 膜。在焊接過程加強(qiáng)保護(hù),防止其氧化。鎢極氬弧焊時(shí),選用交流電源,通過“陰 極清理”作用,去除氧化膜。氣焊時(shí),采用去除氧化膜的焊劑。在厚板焊接時(shí), 可加大焊接熱量,例如,氦弧熱量大,利用氦氣或氬氦混合氣體保護(hù),或者采用 大規(guī)范的熔化極氣體保護(hù)焊,在直流正接情況下,可不需要“陰極清理”。 (2)鋁及鋁合金的熱導(dǎo)率和比熱容均約為碳素鋼和低合金鋼的兩倍多。鋁 的熱導(dǎo)率則是奧氏體不銹鋼的十幾倍。在焊接過程中,大量的熱量能被迅速傳導(dǎo) 到基體金屬內(nèi)部,
鋁鎂硅合金焊接工藝研究 鋁鎂硅合金焊接工藝研究
格式:pdf
大小:175KB
頁(yè)數(shù):3P
4.4
鋁及鋁合金材料的應(yīng)用日益廣泛,焊接技術(shù)不斷提高,在電機(jī)行業(yè)的應(yīng)用也很有前景。鋁鎂硅合金鍛件以其質(zhì)量高、強(qiáng)度高、密度小、焊接性較好等優(yōu)點(diǎn),已開始在電機(jī)轉(zhuǎn)子制造中使用,而脈沖mig焊是較理想的焊接方法。這種焊接方法效率高、接頭質(zhì)量好,能夠達(dá)到轉(zhuǎn)子的制造要求。

鋁合金焊接工藝規(guī)范(工作試樣)
格式:pdf
大小:3.7MB
頁(yè)數(shù):32P
4.3
鋁合金焊接工藝規(guī)范目錄(工作試樣) 序號(hào)wps№部位名稱厚度組合mm試板材質(zhì)組合接頭形式焊接姿勢(shì) 1sfw-a-701枕梁-牽引梁(下面)11+10a7n01s-t5+a7n01s-t5レ型對(duì)接平焊 2sfw-a-702枕梁-牽引梁(上面)15+11a7n01s-t5+a7n01s-t5レ型對(duì)接平焊 3sfw-a-703枕梁內(nèi)部補(bǔ)強(qiáng)15+10a7n01s-t5+a7n01s-t5レ型角接平焊 4sfw-a-704lv座三角補(bǔ)強(qiáng)-邊梁12+5a7n01p-t4+a6n01s-t5角接平焊 5sfw-a-705枕梁-邊梁10+4a7n01s-t5+a6n01s-t5レ型角接平焊 6sfw-a-706lv座三角補(bǔ)強(qiáng)-枕梁12+12a7n01p-t4+a7n01s-t5レ型角接平焊 7sfw-a-
合金材料的焊接工藝精華文檔
探討鋁及鋁合金焊接工藝 探討鋁及鋁合金焊接工藝
格式:pdf
大小:178KB
頁(yè)數(shù):未知
4.3
鋁及鋁合金因?yàn)橛兄姸嗟膬?yōu)勢(shì),如強(qiáng)度高、重量輕以及成形性好等特點(diǎn)而被廣泛的應(yīng)用于汽車制造、軌道車輛制造、零部件加工以及航空業(yè)上.本文主要從鋁和鋁合金特點(diǎn)入手,進(jìn)一步的分析了其在焊接上的工藝.
鋁合金支架焊接工藝研究 鋁合金支架焊接工藝研究
格式:pdf
大小:150KB
頁(yè)數(shù):3P
4.4
分析了鋁合金支架鎢極氬弧焊內(nèi)部質(zhì)量控制中的難點(diǎn),從焊前準(zhǔn)備、焊接過程控制、焊接工藝參數(shù)優(yōu)化、工裝改進(jìn)、x射線探傷結(jié)果分析等方面進(jìn)行工藝研究和技術(shù)改進(jìn),使鋁合金支架產(chǎn)品合格率大幅提升,對(duì)其他內(nèi)部質(zhì)量要求較高的鋁合金焊接結(jié)構(gòu)產(chǎn)品的鎢極氬弧焊有借鑒作用。

常見的焊接工藝及鋼結(jié)構(gòu)焊接工藝
格式:pdf
大小:37KB
頁(yè)數(shù):14P
4.5
目前常用的焊接工藝有: →電弧焊(氬弧焊、手弧焊、埋弧焊、鎢極氣體保護(hù)電弧焊、等離子弧焊、氣體 保護(hù)焊) →電阻焊 →高能束焊(電子束焊、激光焊) →釬焊 →以電阻熱為能源:電渣焊、高頻焊; →以化學(xué)能為焊接能源:氣焊、氣壓焊、爆炸焊; →以機(jī)械能為焊接能源:摩擦焊、冷壓焊、超聲波焊、擴(kuò)散焊 焊接工藝精度變形熱影響焊縫質(zhì)量焊料使用條件 激光焊精密小很小好無(wú) 釬焊精糙一般一般一般需要整體加熱 電阻焊精糙大大一般無(wú)需要電極 氬弧焊一般大大一般需要需要電極 等離子焊較好一般一般一般需要需要電極 電子束焊精密小小好無(wú)需要真空 1.電弧焊 電弧焊是目前應(yīng)用最廣泛的焊接方法。它包括有:手弧焊、埋弧焊、鎢極氣體保 護(hù)電弧焊、等離子弧焊、熔化極氣體保護(hù)焊等。絕大部分電弧焊是以電極與工 件之間燃燒的電弧作熱源。在形成接頭時(shí),可以采用

焊接工藝和焊接工藝評(píng)定的對(duì)話
格式:pdf
大小:29KB
頁(yè)數(shù):5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

鍍鋅鋼管的焊接特點(diǎn)及焊接工藝-焊接工藝的特點(diǎn)
格式:pdf
大小:8KB
頁(yè)數(shù):4P
4.7
鍍鋅鋼管的焊接特點(diǎn)及焊接工藝 鍍鋅鋼廣泛運(yùn)用于各行各業(yè),采用鍍鋅鋼的好處是利用在空氣中能夠形成致密氧 化物保護(hù)層的金屬鋅來保護(hù)內(nèi)部的鋼結(jié)構(gòu)。在被焊接、劃傷的情況下,由于zn-fe 原電池的存在,相對(duì)活潑的鍍鋅部分可以作為犧牲陽(yáng)極,延緩鋼鐵的銹蝕,耐腐 蝕性良好。然而由于鍍鋅層的存在,在焊接中容易產(chǎn)生裂紋、氣孔、夾渣,較難 得到良好的焊接質(zhì)量。 鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點(diǎn)在419°c, 沸點(diǎn)908°c左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位臵。 鋅在鐵中具有較大固溶度,鋅液體會(huì)沿晶界深入浸蝕焊縫金屬,低熔點(diǎn)鋅形成 “液體金屬脆化”。同時(shí),鋅與鐵可形成金屬間脆性化合物,如fe3zn10、fezn10 等。這些脆性相使焊縫金屬塑性降低,在拉應(yīng)力作用下而產(chǎn)生裂紋。如果焊接角 焊縫,尤其是t形接頭的角焊縫最容易產(chǎn)生
合金材料的焊接工藝最新文檔
鋁合金厚板對(duì)接自動(dòng)焊焊接工藝優(yōu)化 鋁合金厚板對(duì)接自動(dòng)焊焊接工藝優(yōu)化
格式:pdf
大小:184KB
頁(yè)數(shù):3P
4.6
在車鉤座組成自動(dòng)焊焊接過程中,射線探傷多次發(fā)現(xiàn)線性顯示,通過宏觀金相分析確認(rèn)缺陷為焊縫側(cè)壁未熔合,多次返修嚴(yán)重影響了工件的焊接質(zhì)量及生產(chǎn)進(jìn)度。本文結(jié)合常見的未熔合產(chǎn)生原因,同時(shí)將車鉤座組成與車鉤面板自動(dòng)焊工藝進(jìn)行對(duì)比,并進(jìn)行了一系列的試驗(yàn)及分析,對(duì)車鉤座自動(dòng)焊工藝進(jìn)行優(yōu)化,最終通過優(yōu)化車鉤座自動(dòng)焊焊縫填充分布和焊接參數(shù)等措施,基本上解決了車鉤座自動(dòng)焊的未熔合問題,射線探傷一次合格率提高到90%以上,提高了生產(chǎn)效率。
《焊接材料與焊接工藝標(biāo)準(zhǔn)》目錄匯總
格式:pdf
大小:9KB
頁(yè)數(shù):4P
4.6
焊接材料與焊接工藝標(biāo)準(zhǔn) 以下相關(guān)標(biāo)準(zhǔn)不夠全面,供大家參考: g983《gb/t983-1995不銹鋼焊條》 g984《gb/t984-2001堆焊焊條》 g3131《gb/t3131-2001錫鉛焊料》 g3323《gb/t3323-2005金屬熔化焊焊接接頭射線照相》 g3429《gb/t3429-2002焊接用鋼盤條》 g3669《gb/t3669-2001鋁及鋁合金焊條》 g3670《gb/t3670-1995銅及銅合金焊條》 g5117《gb/t5117-1995碳鋼焊條》 g5118《gb/t5118-1995低合金鋼焊條》 g5185《gb/t5185-2005焊接及相關(guān)工藝方法代號(hào)》 g5293《gb/t5293-1999埋弧焊用碳鋼焊絲和焊劑》 g6417.1《gb/t6417.1-2005金屬熔化焊接頭缺欠分類及說明》 g6417.2《gb/

焊接工藝規(guī)范
格式:pdf
大小:79KB
頁(yè)數(shù):7P
4.5
編號(hào): 焊接工藝規(guī)范 編制: 校對(duì): 審核: 批準(zhǔn): 目錄 1.目的................................................1 2.適用范圍............................................1 3.引用標(biāo)準(zhǔn)............................................1 4.工藝要求............................................1 4.1焊接方法選用原則...................................1 4.2焊接用輔料援用原則................................1 4.3點(diǎn)焊接頭的最小搭邊寬度和焊點(diǎn)的最小點(diǎn)距.......
焊接工藝措施
格式:pdf
大小:9KB
頁(yè)數(shù):6P
4.6
焊接工藝措施 焊接工藝措施: 1)對(duì)工程中使用較多的或有代表性的接頭形式進(jìn)行焊接工藝性試驗(yàn), 以確定最佳的操作方法和焊接規(guī)范,焊接工藝性試驗(yàn)由焊接試驗(yàn)室全 權(quán)負(fù)責(zé)。 2)結(jié)構(gòu)裝配定位焊 a.裝配定位焊前,焊接坡口及其內(nèi)外兩側(cè)各20mm范圍內(nèi)的油污必 須用溶劑揩抹干凈,并用手提砂輪機(jī)打磨去除鐵銹、氧化皮等雜質(zhì), 使焊件母材表面露出金屬光澤。 b.擔(dān)任定位焊施焊工作的焊工必須是持有合格證的焊工。 c.裝配質(zhì)量達(dá)到圖樣技術(shù)要求后方可進(jìn)行定位焊(如該焊縫焊前需 要預(yù)熱,則必須預(yù)熱至所要求的溫度后才可進(jìn)行定位焊。),定位焊所 用焊條(須經(jīng)烘干處理)、焊絲必須與該焊縫正式焊接時(shí)所用焊材相 一致,定位焊縫應(yīng)填滿弧坑。 d.定位焊縫長(zhǎng)度一般為20—50mm,間距長(zhǎng)為400—600mm,焊腳尺 寸不得大于設(shè)計(jì)焊腳尺寸的一半,且不應(yīng)大于8mm,定位焊應(yīng)距設(shè) 計(jì)焊縫端部30mm以上。(
焊接工藝規(guī)范
格式:pdf
大小:134KB
頁(yè)數(shù):14P
4.4
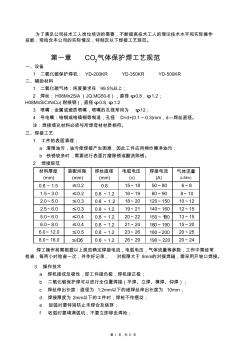
e起弧時(shí)要特別防止未焊合及燒穿; f收弧時(shí)要填滿弧坑,不要立即移走焊槍; 焊工操作前需根據(jù)以上規(guī)范確定焊接電流,電弧電壓,氣體流量等參數(shù),工作中需經(jīng)常 檢查,每?jī)尚r(shí)檢查一次,并作好記錄,對(duì)板厚大于8mm的對(duì)接焊縫,需采用開坡口焊接。 3操作技術(shù) a焊機(jī)接成反極性,即工件接負(fù)極,焊機(jī)接正極; b二氧化碳保護(hù)焊可以進(jìn)行全位置焊接(平焊、立焊、橫焊、仰焊); c焊絲伸出長(zhǎng)度:直徑為1.2mm以下的細(xì)焊絲伸出長(zhǎng)度為10mm; d焊接厚度為2mm以下的工件時(shí),焊槍不作擺動(dòng); 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.

鋁合金搭接接頭焊接工藝設(shè)計(jì)
格式:pdf
大小:1.7MB
頁(yè)數(shù):44P
4.8
畢業(yè)設(shè)計(jì)(論文) 題目鋁合金搭接接頭焊接工藝設(shè)計(jì) 專業(yè) 班級(jí) 學(xué)生 學(xué)號(hào) 指導(dǎo)教師 重慶交通大學(xué) 年 目錄 摘要................................................................................................................................................................i abastract...............................................................................................................................................ii 前言............

焊接工藝報(bào)告
格式:pdf
大小:60KB
頁(yè)數(shù):6P
4.4
12東南-pd-2005-949 序號(hào)報(bào)告名稱報(bào)告編號(hào)頁(yè)數(shù) 1 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (鋼板橫對(duì)接/氣保焊 q235bδ=20mm) 東南-pd-2009-3710 2建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (角接接頭對(duì)接/q235bδ=20mm) 東南-pd-2009-389 3建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (鋼板對(duì)接/氣保焊q235bδ=20mm) 東南-pd-2009-3910 4 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (鋼板對(duì)接/氣保焊q235b+q345b δ=25mm) 東南-pd-2009-4010 5 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (t形對(duì)接與角接組合焊q235b δ=20mm) 東南-pd-2009-4110 6 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (t形對(duì)接與角接組合焊/氣保焊 q235b δ=20mm+q345bδ=50mm) 東南-pd-

鋁合金焊接工藝規(guī)范(半自動(dòng)焊)
格式:pdf
大小:8.2MB
頁(yè)數(shù):80P
4.4
內(nèi)部資料,嚴(yán)格保密 南車青島四方機(jī)車車輛股份有限公司 二00九年六月 南車青島四方機(jī)車車輛股份有限公司技術(shù)工程部 2009年6月第1版 鋁合金焊接工藝規(guī)范 編制:汪認(rèn) 校對(duì):韓德成 審核:方喜風(fēng)孟立春 批準(zhǔn):劉勝龍 wps編號(hào)形式如下: sfw-×-××× 說明: sfw:四方股份公司焊接工藝規(guī)范 分類代號(hào): a--鋁合金/電弧焊用; c--碳鋼、低合金鋼/電弧焊用 s--不銹鋼/電弧焊用 r—電阻焊用 順序號(hào):001~999 前言 為規(guī)范wps的編制,根據(jù)iso15609-1規(guī)定的內(nèi)容,相應(yīng)制定了wps模板
微合金化鑄鐵同質(zhì)焊條焊接工藝 微合金化鑄鐵同質(zhì)焊條焊接工藝
格式:pdf
大小:724KB
頁(yè)數(shù):5P
4.8
應(yīng)用微合金化鑄鐵同質(zhì)焊條,采用小電流打底、大電流連續(xù)焊工藝,研究了預(yù)熱溫度與焊縫組織及性能之間的相關(guān)性。結(jié)果表明,微合金化鑄鐵焊條石墨化能力強(qiáng),焊縫白口傾向小;小電流打底、大電流連續(xù)焊工藝可有效地減小熔深,在很大程度上抑制了熔合區(qū)白口的產(chǎn)生。微合金化鑄鐵焊條可實(shí)現(xiàn)常溫焊接。預(yù)熱溫度小于200℃即可獲得組織和性能與母材一致的同質(zhì)焊縫。隨著焊件預(yù)熱溫度的升高,焊縫中的石墨形態(tài)由細(xì)小的點(diǎn)狀逐漸向菊花狀、片狀過渡,鐵素體含量增多,焊縫硬度減小。焊件預(yù)熱至200℃所獲得的焊縫組織由珠光體、鐵素體和細(xì)片狀石墨及菊花狀石墨組成,熔合區(qū)則由珠光體、少量碎塊狀鐵素體及過冷石墨片組成,接頭力學(xué)性能良好。
鋁及鋁合金的焊接工藝方法
格式:pdf
大小:8KB
頁(yè)數(shù):4P
4.5
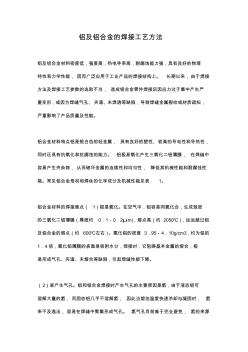
鋁及鋁合金的焊接工藝方法 鋁及鋁合金材料密度低,強(qiáng)度高,熱電導(dǎo)率高,耐腐蝕能力強(qiáng),具有良好的物理 特性和力學(xué)性能,因而廣泛應(yīng)用于工業(yè)產(chǎn)品的焊接結(jié)構(gòu)上。長(zhǎng)期以來,由于焊接 方法及焊接工藝參數(shù)的選取不當(dāng),造成鋁合金零件焊接后因應(yīng)力過于集中產(chǎn)生嚴(yán) 重變形,或因?yàn)楹缚p氣孔、夾渣、未焊透等缺陷,導(dǎo)致焊縫金屬裂紋或材質(zhì)疏松, 嚴(yán)重影響了產(chǎn)品質(zhì)量及性能。 鋁合金材料特點(diǎn)鋁是銀白色的輕金屬,具有良好的塑性、較高的導(dǎo)電性和導(dǎo)熱性, 同時(shí)還具有抗氧化和抗腐蝕的能力。鋁極易氧化產(chǎn)生三氧化二鋁薄膜,在焊縫中 容易產(chǎn)生夾雜物,從而破壞金屬的連續(xù)性和均勻性,降低其機(jī)械性能和耐腐蝕性 能。常見鋁合金母材和焊絲的化學(xué)成分及機(jī)械性能見表1。 鋁合金材料的焊接難點(diǎn)(1)極易氧化。在空氣中,鋁容易同氧化合,生成致密 的三氧化二鋁薄膜(厚度約0.1-0.2μm),熔點(diǎn)高(約2050℃),遠(yuǎn)遠(yuǎn)超過鋁 及鋁合
合金材料的焊接工藝相關(guān)
文輯推薦
知識(shí)推薦
百科推薦

職位:二級(jí)建造師項(xiàng)目經(jīng)理(建筑專業(yè))
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


