

化工工程的鋁合金管在氬弧焊中產生氣孔的技術分析
格式:pdf
大小:85KB
頁數:1P
人氣 :53
 3
3
化工工程的鋁合金管在氬弧焊中產生氣孔的技術分析——化工工程的鋁合金管在氬弧焊中產生氣孔的技術分析



鋁合金環縫自動氬弧焊產生氣孔的原因
格式:pdf
大小:92KB
頁數:2P
鋁合金環縫自動氬弧焊產生氣孔的原因——鋁及鋁合金焊接時易產生氣孔,經過實踐總結出焊縫氣孔產生的多種因素。通過對焊接材 料和母材的清洗、環境溫濕度和氬氣純度的控制以及選擇合理的焊接規范參數,可以避免或減少焊縫中氣孔的產生。
編輯推薦下載
 施工條件對鋁合金管道氬弧焊縫產生氣孔的影響及防止
施工條件對鋁合金管道氬弧焊縫產生氣孔的影響及防止 施工條件對鋁合金管道氬弧焊縫產生氣孔的影響及防止
格式:pdf
大小:110KB
頁數:未知
4.7
1概述唐山鋼鐵公司氧氣廠15000n·m~3/h制氧設備空分裝置中(從前蘇聯引進),鋁合金管道共有270m(φ616×8~φ100×3),焊口190個。要求100%x射線探傷,相當于gb3323—87標準ⅰ級片合格,為此我們做了鋁合金管道手工鎢極氬弧焊工藝評定,培訓了合格焊工。
鋁合金管道焊接氣孔產生原因分析及克服措施 鋁合金管道焊接氣孔產生原因分析及克服措施
格式:pdf
大小:112KB
頁數:3P
4.5
鋁合金是隨著科學技術發展而衍生出來的新興材料之一,其耐腐蝕、導熱性能和強度均有突出的表現,廣泛運用于工業化生產當中,能滿足多種生產高度集成化、輕薄化、微型化的要求。大、中型工程管道建設也通常采用鋁合金材料。由于鋁合金機件目前采用焊接工藝連接而成,因而在實際操作過程當中焊接質量主宰著產品的質量。文章就鋁合金管焊接技術相關內容做出探討,旨在拋磚引玉。
化工工程的鋁合金管在氬弧焊中產生氣孔的技術分析精華文檔
鋁及鋁合金管的焊接工藝研究 鋁及鋁合金管的焊接工藝研究
格式:pdf
大小:485KB
頁數:4P
4.3
針對鋁及鋁合金管,特別是小口徑薄壁管固定口仰焊部位易出現氣孔、燒穿、塌陷及焊接熱裂紋等問題,分析問題存在的原因,從焊接工藝方面入手,提出一套消除氣孔及燒穿的操作手法。
Al-Mg-Si鋁合金氬弧焊氣孔形成機理的研究 Al-Mg-Si鋁合金氬弧焊氣孔形成機理的研究
格式:pdf
大小:513KB
頁數:未知
4.3
在氬弧焊工藝試驗基礎上,分析了鋁合金表面氧化膜和焊接工藝方法對鋁合金焊縫中氣孔的影響。結果表明:通過對鋁合金母材和焊絲表面狀況、惰性氣體的純度、焊接工藝參數等的合理控制,可以有效減少鋁合金焊縫中的氣孔。
紫銅管與鋁合金管的氧-乙炔焊 紫銅管與鋁合金管的氧-乙炔焊
格式:pdf
大小:310KB
頁數:未知
4.7
電冰箱壓縮機上的紫銅管(φ8mm壁厚1.5mm)與冷卻器鋁合金管的氧-乙炔氣焊接,只要采用一定的技術手段,是完全可行的,現將其工藝介紹如下。

鋁及鋁合金管
格式:pdf
大小:93KB
頁數:10P
4.5
ics13.100 h ys/t××××.4-×××× 鋁及鋁合金管、棒、型材安全生產規范 第4部分:隔熱型材的生產 safe-productionspecificationforaluminiumandaluminiumalloysproductionofextruded tubesandpipes,barsandrods,profiles part4:productionofthermalbarrierextrudedprofiles 中華人民共和國工業和信息化部發布 中華人民共和國有色金屬行業標準 ××××-××-××發布××××-××-××實施 ys ys/txxxx.4-xxxx i 前言 ys/txxxx《鋁及鋁合金管、棒、型材安全生產規范》分為4個部
化工工程的鋁合金管在氬弧焊中產生氣孔的技術分析最新文檔

XXX鋁及鋁合金管
格式:pdf
大小:120KB
頁數:11P
4.3
ics 中華人民共和國有色金屬行業標準 ys/t××.1—×××× 鋁及鋁合金管、棒、型材清潔生產水平 評價技術要求 第1部分擠壓、軋制和拉伸 thetechnicalrequirementsofassessmentforcleanerproductionperformancein industrialofextrusionaluminiumandaluminiumalloys part1:extrusion、rollingandstretch (審定稿) ××××-××-××發布××××-××-××實施 中華人民共和國工業和信息化部發布 ys ys/t××.1—×××× 1 前言 ys/txxx《鋁及鋁合金管、棒、型材行業清潔生產水平評價技術要求》分為四個部分: ——第1部分
 淺析鋁及鋁合金管的焊接技術
淺析鋁及鋁合金管的焊接技術 淺析鋁及鋁合金管的焊接技術
格式:pdf
大小:16KB
頁數:2P
4.3
通過對鋁及鋁合金的理化性能及焊接方面的特殊要求、影響因素、預防措施等幾個方面的分析,為此類材料的焊接提供了有效地焊接方法。
無縫管與鋁合金管比較 (2)
格式:pdf
大小:29KB
頁數:3P
4.5
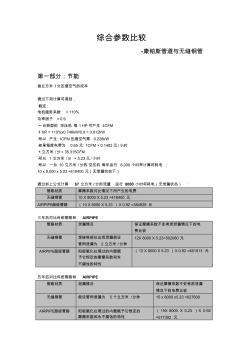
綜合參數比較 -康帕斯管道與無縫鋼管 第一部分:節能 每立方米/分壓縮空氣的成本 通過下列計算可得到, ·假定: 電機服務系數=110% 功率因子= ·一臺典型的每1hp可產生4cfm ·1hp=110%= ·所以產生1cfm壓縮空氣需 ·如果每度電費為元:1cfm=元/小時 ·1立方米/分= ·所以1立方米/分=元/小時 ·所以一臺10立方米/分的每年運行8,000小時來計算將耗電: 10x8,000x=418400元(無泄漏狀態下) 通過如上公式計算67立方米/分的流量運行8000小時將耗電(無泄漏狀 態): 管路材質摩擦系數對比情況下所產生的電費 無縫鋼管10x8000x=418400元 airpipe超級管路(10x8000x
無縫管與鋁合金管比較
格式:pdf
大小:29KB
頁數:3P
4.5
綜合參數比較 -康帕斯管道與無縫鋼管 第一部分:節能 每立方米/分壓縮空氣的成本 通過下列計算可得到, ·假定: 電機服務系數=110% 功率因子= ·一臺典型的每1hp可產生4cfm ·1hp=110%= ·所以產生1cfm壓縮空氣需 ·如果每度電費為元:1cfm=元/小時 ·1立方米/分= ·所以1立方米/分=元/小時 ·所以一臺10立方米/分的每年運行8,000小時來計算將耗電: 10x8,000x=418400元(無泄漏狀態下) 通過如上公式計算67立方米/分的流量運行8000小時將耗電(無泄漏狀 態): 管路材質摩擦系數對比情況下所產生的電費 無縫鋼管10x8000x=418400元 airpipe超級管路(10x8000x
無縫管與鋁合金管比較 (4)
格式:pdf
大小:3.2MB
頁數:11P
4.7
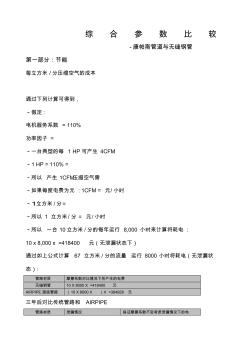
綜合參數比較 -康帕斯管道與無縫鋼管 第一部分:節能 每立方米/分壓縮空氣的成本 通過下列計算可得到, ·假定: 電機服務系數=110% 功率因子=0.9 ·一臺典型的空壓機每1hp可產生4cfm ·1hp=110%x0.746kw/0.9=0.912kw ·所以產生1cfm壓縮空氣需0.228kw ·如果每度電費為0.65元:1cfm=0.1482元/小時 ·1立方米/分=35.315cfm ·所以1立方米/分=5.23元/小時 ·所以一臺10立方米/分的空壓機每年運行8,000小時來計算將耗電: 10x8,000x5.23=418400元(無泄漏狀態下) 通過如上公式計算67立方米/分的流量運行8000小時將耗電(無泄漏狀態): 管路材質摩擦系數對比情況下所產生的
優質鋁合金管制造工藝
格式:pdf
大小:1.2MB
頁數:4P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
鋁合金管材加工工藝
格式:pdf
大小:202KB
頁數:7P
4.8
鋁型材生產流程 包括熔鑄、擠壓和上色(上色主要包括:氧化、電泳涂裝、氟炭噴涂、粉末噴涂、木紋轉印 等)三個過程。 1、熔鑄是鋁材生產的首道工序。 主要過程為: (1)配料:根據需要生產的具體合金牌號,計算出各種合金成分的添加量,合理搭配 各種原材料。 (2)熔煉:將配好的原材料按工藝要求加入熔煉爐內熔化,并通過除氣、除渣精煉手 段將熔體內的雜渣、氣體有效除去。 (3)鑄造:熔煉好的鋁液在一定的鑄造工藝條件下,通過深井鑄造系統,冷卻鑄造成 各種規格的圓鑄棒。 2、擠壓:擠壓是型材成形的手段。先根據型材產品斷面設計、制造出模具,利用擠 壓機將加熱好的圓鑄棒從模具中擠出成形。常用的牌號6063合金,在擠壓時還用一個風冷 淬火過程及其后的人工時效過程,以完成熱處理強化。不同牌號的可熱處理強化合金,其熱 處理制度不同。 3、上色(此處先主要講氧化的過程) 氧
化工工程的鋁合金管在氬弧焊中產生氣孔的技術分析相關
文輯推薦
知識推薦
百科推薦


職位:港口與巷道監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


