

厚規格AH60C高強度鋼板的研制與開發
格式:pdf
大小:727KB
頁數:3P
人氣 :80
 4.6
4.6
介紹了安鋼采用鈮釩微合金化技術及正火工藝研制、開發70mm厚度規格AH60C高強度鋼板的試驗過程。通過合理的成分、工藝設計及控制,成功開發出70 mm厚度規格AH60C低合金高強度鋼板。



 低合金高強度AH60鋼板的研制開發
低合金高強度AH60鋼板的研制開發 低合金高強度AH60鋼板的研制開發
格式:pdf
大小:738KB
頁數:4P
分析了板坯表面橫裂紋產生的原因及低合金高強度鋼的強化機理,采用合理的工藝優化措施生產出無缺陷鑄坯,特別是在控軋控冷前提下,利用細晶強化和相變強化,并結合緩冷工藝實現微合金的后期析出強化,成功開發出ah60微合金高強度鋼板,達到設計強度要求。同時,通過合理應用控軋控冷工藝,降低了合金加入量和生產成本。
編輯推薦下載
Q550D低碳高強度鋼板的開發研究 Q550D低碳高強度鋼板的開發研究
格式:pdf
大小:543KB
頁數:6P
4.6
在生產試驗的條件下,通過成分設計和tmcp-rpc-t工藝設計,采用晶粒細化、沉淀強化、位錯強化和貝氏體組織強化等手段,輔以回火處理能得到性能優異的q550d低碳高強度鋼板,其金相組織為粒狀貝氏體和細小板條狀貝氏體的混合組織。同時分析了回火工藝對鋼板組織結構和力學性能的影響及生產中拉伸試樣分層的原因。
高強度鋼板熱沖壓成形工藝的改進 高強度鋼板熱沖壓成形工藝的改進
格式:pdf
大小:196KB
頁數:2P
4.8
熱沖壓技術因兼備沖壓及熱鍛的技術優勢,在我國汽車零部件的制造工藝中得以廣泛的關注及應用。在熱沖壓生產過程中,產品都是在特別高的溫度下成型的,期間通常會受到非等溫淬火的影響,產生破裂或起皺等質量缺陷。本文以高強度熱沖壓成型鋼板22mnb5材料的機械性能以及相變過程為基礎,在相變過程中加入一個冷卻環節。實驗結果表明此優化對產品質量缺陷的改進有很大的幫助。
厚規格AH60C高強度鋼板的研制與開發熱門文檔
高強度鋼板的性能及焊接
格式:pdf
大小:15KB
頁數:7P
4.6
bs系列高強鋼簡介 briefintroduction 開發歷史 工程機械用系列高強、超高強結構鋼是寶鋼于2000年在國內率先開發成功的一類熱軋新產品,牌 號大多采用“bs”開頭, 如第一代高強鋼bs600mc和bs700mc已大量應用于工程機械、集裝箱制造等行業。2005年寶鋼開發 成功具有優良低溫韌性的第二代高強鋼,牌號為bs700mck2、bs600mcj4、bs550mck4等等。bs系列 高強鋼為低碳低合金結構鋼,具有良好的可焊接性和冷成形性,可廣泛應用于工程機械、車輛結構、 集裝箱等制造行業。 高強鋼 bs系列高強結構鋼采用寶鋼股份公司先進的冶煉技術、鈮鈦微合金化處理以及精確的控制軋制和控 制冷卻技術獲得金相顯微組織為少量鐵素體加針狀體組織。制造工藝和金相組織保證了合格穩定的 力學性能、加工性能和可靠的質量。自從2000年開發成功以后,深受
Q420鋼板高強度鋼板
格式:pdf
大小:21KB
頁數:2P
4.4
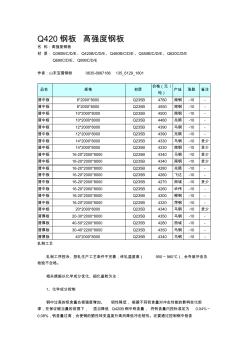
q420鋼板高強度鋼板 名稱:高強度鋼板 材質:q390b/c/d/e、q420b/c/d/e、q460b/c/d/e、q550b/c/d/e、q620c/d/e q690c/d/e、q890c/d/e 作者:山東寶雷鋼鐵0635-8887186135_6129_1801 品名規格材質 價格(元/ 噸) 產地漲跌備注 普中板6*2000*8000q235b4780南鋼-10- 普中板8*2000*8000q235b4550南鋼-10- 普中板10*2000*8000q235b4500南鋼-10- 普中板10*2000*8000q235b4480兆順-10- 普中板12*2000*8000q235b4390馬鋼-10- 普中板12*2000*8000q235b4390兆順-10-
厚規格AH60C高強度鋼板的研制與開發精華文檔
高強度鋼板熱沖裁成形工藝研究 高強度鋼板熱沖裁成形工藝研究
格式:pdf
大小:184KB
頁數:3P
4.7
沖裁間隙、凸凹模圓角半徑對高強度鋼板熱沖裁模具壽命有很大的影響。運用有限元模擬研究了不同參數對等效應力應變的影響。結果表明,隨著間隙增大,最大等效應力和應變都逐漸減小;隨圓角半徑增大,最大等效應力和應變呈現波動的規律。該研究結果可以進一步向實際生產中推廣。
低合金高強度AH60鋼板研制開發過程的思考
格式:pdf
大小:298KB
頁數:5P
4.7
2007年爐外精煉不會論文集181 2007年7月ladlerefining2007annualmeetingproceedingsjuly.2007 低合金高強度ah60鋼板研制開發過程的思考 齊新霞1 ,2) 包燕平 2) 劉建華 2) 1)安陽鋼鐵集團有限責任公司,安陽4550042)北京科技大學,100083 摘要分析板坯表面橫裂紋產生的原因及低合金高強度鋼的強化機理,采用合理的工藝優化措 施生產出無缺陷鑄坯,成功開發出ah60微合金高強度鋼板。特別是在控軋控冷前提下,利用細 晶強化和相變強化,并結合緩冷工藝實現微合金的后期析出強化,達到設計強度要求,為該鋼種 的成分體系進一步優化提供了可能。通過合理應用控軋控冷工藝,降低合金加入量,降低生產成 本。 關鍵詞板坯;表面橫裂紋;微合金高強度;鋼板;研制開發 安鋼在轉
對冷軋高強度鋼板烤硬性的研究——UAD退火HSLA鋼板研制之二 對冷軋高強度鋼板烤硬性的研究——UAD退火HSLA鋼板研制之二
格式:pdf
大小:96KB
頁數:2P
4.8
一、導言先前的研究已經表明,經uad退火的加磷鋁鎮靜鋼與常規箱式退火鋁鎮靜鋼相比,具有很高烘烤硬性。先前已經對合金元素對常用鋁鎮靜鋼的烘烤硬性的影響作了研究,本文敘述的是合金元素對抗張強度為35~40kg/mm~2的加磷鋼和抗張強度為50~55kg/mm~2的硅
高強度鋼板的轎車支柱內板成形工藝研究 高強度鋼板的轎車支柱內板成形工藝研究
格式:pdf
大小:539KB
頁數:3P
4.4
高強度鋼板在成形過程中對工藝參數比較敏感,容易出現破裂等缺陷。采用有限元數值分析技術,對某轎車高強度鋼板支柱內板結構零件的拉延工序進行數值模擬分析。對影響拉延成形質量的工藝參數進行了優化,主要對零件的坯料形狀、拉延筋和壓邊力進行優化,通過對fld圖的分析以及綜合考慮生產成本等問題,得到了坯料的形狀,合理的拉延筋布置和合適的壓邊力。最終將優化后的模擬分析結果與實際生產出來的拉延件結果進行對比,驗證了數值模擬的有效性,生產出質量較好的產品。
加工高強度鋼板的工模具鋼選用 加工高強度鋼板的工模具鋼選用
格式:pdf
大小:744KB
頁數:4P
4.4
在鋼板的下料和成形中,為了生產流無故障地運轉,工模具的完好至關重要。高強度鋼板的強度和硬度比普通低碳軟鋼板高很多,勢必對工模具提出更高的要求。隨著高強度鋼板應用的不斷擴大,在工模具鋼的使用方面積累了更多經驗,工模具鋼的生產和應用取得了長足進步。
厚規格AH60C高強度鋼板的研制與開發最新文檔
高強度鋼板V形彎曲板厚方向壓縮對回彈的影響 高強度鋼板V形彎曲板厚方向壓縮對回彈的影響
格式:pdf
大小:1.3MB
頁數:4P
4.5
定量評價了v形彎曲凸模在到達下死點后在板厚方向的壓縮作用對減小回彈的影響。利用彈塑性有限元法對高強度鋼板v形件的彎曲成形和回彈過程進行模擬,并通過實驗進行驗證。模擬結果顯示:回彈隨平均壓強與抗拉強度比值的增大而減小;凸模圓角半徑對回彈的影響不大;有限元網格劃分影響回彈的模擬結果,細分網格并在與凸模接觸的部分增加單元數量可改善回彈模擬精度;2d平面應變單元細分網格的模擬結果與實驗結果一致。
低合金高強度鋼板分層原因與對策 低合金高強度鋼板分層原因與對策
格式:pdf
大小:769KB
頁數:4P
4.4
針對jup460中厚板分層缺陷,從板材性能、低倍、夾雜物、組織、鑄坯凝固組織、生產設備工藝等方面進行檢驗和分析,并通過超聲波探傷和測厚手段進一步確認,認為分層的jup460板材性能滿足要求,組織無異常,基體未分離,實質是中心偏析線,據此提出了相應改進措施,并取得良好效果。
07MnNiMoDR壓力容器調質高強度鋼板
格式:pdf
大小:22KB
頁數:1P
4.7
07mnnimodr壓力容器用調質高強度鋼板 一、07mnnimodr鋼板簡介: 07mnnimodr為低焊接裂紋敏感性鋼,本要求適用于厚度為10mm-50mm的壓力容器用調質高 強度鋼板,廣泛應用于石油、化工、電站、鍋爐等高端技術領域,應用制作于:反應器、換熱 器、分離器、球罐、油氣罐等高科技產品。 二、07mnnimodr尺寸、外形、重量及允許偏差 2.1鋼板的尺寸、外形及允許偏差應符合gb/t709的規定 2.2鋼板的厚度偏差應符合gb/t709的b類偏差要求,根據需方要求,也可按gb/t709的 c類偏差交貨 2.3鋼板按理論重量交貨,計算用鋼板密度為7.85g/cm3。 三、07mnnimodr交貨狀態 3.107mnnimodr鋼板應以淬火加回火的調質熱處理狀態交貨,其中回火溫度大于600度 3.2鋼板應以剪切或用火焰切

汽車輕量化與先進的高強度鋼板
格式:pdf
大小:538KB
頁數:7P
4.5
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 綜 述 汽車輕量化與先進的高強度鋼板 王 利,朱曉東,張丕軍,陸匠心 (寶鋼股份公司 技術中心,上海 201900) 摘要:介紹了國際汽車輕量化項目及其主要研究結果,著重論述了先進高強度鋼板 (ahss)的生產、特點及其使用,結合國內汽車工業和寶鋼的實際情況,探討了今后在汽車輕量 化過程中所應開展的工作。 關鍵詞:汽車;輕量化;先進高強度鋼板 中圖分類號:tg14 文獻標識碼:b 文章編號:1008-0716(2003)05-0053-07 lightweightingofautomobilesandad
低合金高強度鋼板的應用特性研究 低合金高強度鋼板的應用特性研究
格式:pdf
大小:286KB
頁數:3P
4.4
通過大量的試驗及與國外同種鋼板的對比,探討了該鋼板的成分設計、常溫及低溫性能、熱處理等,從而確定其應用于水輪機的可行性。
直接淬火800 MPa低合金高強度鋼板的開發 直接淬火800 MPa低合金高強度鋼板的開發
格式:pdf
大小:485KB
頁數:未知
4.7
開發的20mm低成本鈮鈦硼微合金化低碳鋼板(/%:0.06c、0.40si、1.60mn、0.010p、0.005s、0.050nb、0.012ti、0.002b)的生產流程為130t頂底復吹轉爐-lf-rh-250mm板坯連鑄-4300軋機軋制-直接淬火-回火工藝。通過終軋≥900℃,以≥20℃/s冷卻速度直接淬火,500℃回火,20mm鋼板抗拉強度r_m為855mpa,屈服強度r_(p0.2)771mpa,延長率a16%,0℃沖擊功a_(kv2)217~238j,-40℃a_(kv2)137~181j。該鋼的回火組織為細小的貝氏體板條,寬度為0.5~1.0μm,并有較多彌散分布的30~90nmnb+ti碳氮化物析出。
天晟結構件Q690高強度鋼板的焊接工藝
格式:pdf
大小:61KB
頁數:3P
4.4
天晟結構件 q690高強度鋼板的焊接工藝 1.個結構件在點組時必須按規定點組。點組時的定位焊縫焊腳高為 7mm-8mm,長為20mm-50mm,間隔為200mm-300mm。當焊縫長度不 足700mm時,單側定位焊縫不得少于兩處。 2.定位焊縫出現裂紋時,必須清除,重新定位焊縫。 3.防工件變形撐拉筋,按圖示位置焊接。 4.焊道及焊道邊緣必須清理干凈,不允許有油、銹水、渣等物。焊 道邊緣清理單側不得小于20mm。 5.q690板材焊后不允許用壓力機和火焰矯正,采用頂梁加兩道被 筋,掩護梁兩件背對背焊接。被筋用δ=40mm鋼板下料,尺寸 見圖。 6.當焊角高度大于10mm和焊接坡口深度大于12mm時采用多層多道 壓焊的焊接方法。10mm-12mm焊縫,焊二層3道;14mm-16mm, 焊二層4道;18mm焊縫,焊三層7道;保護氣體為80%ar+20
 自卸汽車高強度鋼板車箱結構強度分析
自卸汽車高強度鋼板車箱結構強度分析 自卸汽車高強度鋼板車箱結構強度分析
格式:pdf
大小:1.1MB
頁數:5P
4.4
為分析自卸汽車高強度鋼板車箱的結構強度,建立了以板殼單元為基本單元的車箱有限元分析模型,采用多體動力學仿真分析軟件simpack仿真計算出油缸的舉升力,按朗肯主動土壓力理論計算出裝載的砂石對各板的作用力,應用hyperworks有限元分析軟件對車箱結構強度進行了靜態和模態分析,得到了車箱應力、變形分布和模態參數,為高強度鋼板車箱的設計及改進提供了參考依據。
厚規格AH60C高強度鋼板的研制與開發相關
文輯推薦
知識推薦
百科推薦


職位:項目管理一級建造師
擅長專業:土建 安裝 裝飾 市政 園林


