

核電廠吊籃簡(jiǎn)體優(yōu)化設(shè)計(jì)與焊接工藝改進(jìn)研究
格式:pdf
大小:372KB
頁(yè)數(shù):5P
人氣 :92
 4.7
4.7
介紹我國(guó)目前在建的二代改進(jìn)型百萬(wàn)千瓦級(jí)核電廠反應(yīng)堆堆內(nèi)構(gòu)件吊籃簡(jiǎn)體的結(jié)構(gòu)特征及設(shè)計(jì)要求。借鑒國(guó)內(nèi)外相關(guān)領(lǐng)域的成熟應(yīng)用經(jīng)驗(yàn),通過(guò)理論分析,從結(jié)構(gòu)優(yōu)化和焊接制造工藝2個(gè)方面提出具體改進(jìn)措施。通過(guò)這些措施,可大大減少焊接工作量,降低焊接殘余應(yīng)力水平,從而最大程度的降低吊籃簡(jiǎn)體的制造難度和變形風(fēng)險(xiǎn)。



 核電廠儀表管插套焊接頭設(shè)計(jì)
核電廠儀表管插套焊接頭設(shè)計(jì) 核電廠儀表管插套焊接頭設(shè)計(jì)
格式:pdf
大小:404KB
頁(yè)數(shù):4P
核電廠儀表管道插套焊接頭在長(zhǎng)期服役中存在疲勞開裂失效的風(fēng)險(xiǎn),其接頭質(zhì)量關(guān)乎核電廠的安全運(yùn)行。從應(yīng)用場(chǎng)合、焊前軸向間隙設(shè)計(jì)、焊接過(guò)程控制要求、焊后焊腳尺寸、焊后檢測(cè)等方面明確了儀表管插套焊接頭設(shè)計(jì)應(yīng)遵循的基本要求,提出相應(yīng)的焊接工藝控制措施,以保證儀表管道插套焊接頭的長(zhǎng)期可靠服役。為儀表管插套焊接頭的規(guī)范化設(shè)計(jì)制造提供了可借鑒的技術(shù)指導(dǎo)。
電廠用鋁母線焊接工藝的制定 電廠用鋁母線焊接工藝的制定
格式:pdf
大小:40KB
頁(yè)數(shù):2P
介紹了發(fā)電廠封閉鋁母線、管形鋁母線的焊接工藝,尤其是管形鋁母線對(duì)接焊口不加襯管,采用交流鎢極脈沖氬弧焊、內(nèi)部充氬氣工藝,單面焊雙面成型焊接取得了成功。
編輯推薦下載
秦山核電廠二期擴(kuò)建工程吊籃筒體焊接變形的分析及其控制 秦山核電廠二期擴(kuò)建工程吊籃筒體焊接變形的分析及其控制
格式:pdf
大小:936KB
頁(yè)數(shù):5P
4.5
秦山核電廠二期擴(kuò)建工程反應(yīng)堆堆內(nèi)構(gòu)件3#吊籃筒體在制造過(guò)程中出現(xiàn)嚴(yán)重焊接變形,導(dǎo)致功能喪失。對(duì)造成這一不符合項(xiàng)的原因進(jìn)行了分析。對(duì)4#吊籃筒體的焊接采取了包括修改焊接工裝、修改焊接工藝與參數(shù)、施加反變形等措施,以盡可能地減小焊接變形。結(jié)果表明,4#吊籃筒體焊接結(jié)果滿足設(shè)計(jì)要求。

常見的焊接工藝及鋼結(jié)構(gòu)焊接工藝
格式:pdf
大小:37KB
頁(yè)數(shù):14P
4.5
目前常用的焊接工藝有: →電弧焊(氬弧焊、手弧焊、埋弧焊、鎢極氣體保護(hù)電弧焊、等離子弧焊、氣體 保護(hù)焊) →電阻焊 →高能束焊(電子束焊、激光焊) →釬焊 →以電阻熱為能源:電渣焊、高頻焊; →以化學(xué)能為焊接能源:氣焊、氣壓焊、爆炸焊; →以機(jī)械能為焊接能源:摩擦焊、冷壓焊、超聲波焊、擴(kuò)散焊 焊接工藝精度變形熱影響焊縫質(zhì)量焊料使用條件 激光焊精密小很小好無(wú) 釬焊精糙一般一般一般需要整體加熱 電阻焊精糙大大一般無(wú)需要電極 氬弧焊一般大大一般需要需要電極 等離子焊較好一般一般一般需要需要電極 電子束焊精密小小好無(wú)需要真空 1.電弧焊 電弧焊是目前應(yīng)用最廣泛的焊接方法。它包括有:手弧焊、埋弧焊、鎢極氣體保 護(hù)電弧焊、等離子弧焊、熔化極氣體保護(hù)焊等。絕大部分電弧焊是以電極與工 件之間燃燒的電弧作熱源。在形成接頭時(shí),可以采用
核電廠吊籃簡(jiǎn)體優(yōu)化設(shè)計(jì)與焊接工藝改進(jìn)熱門文檔

焊接工藝和焊接工藝評(píng)定的對(duì)話
格式:pdf
大小:29KB
頁(yè)數(shù):5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

焊接工藝規(guī)范
格式:pdf
大小:79KB
頁(yè)數(shù):7P
4.5
編號(hào): 焊接工藝規(guī)范 編制: 校對(duì): 審核: 批準(zhǔn): 目錄 1.目的................................................1 2.適用范圍............................................1 3.引用標(biāo)準(zhǔn)............................................1 4.工藝要求............................................1 4.1焊接方法選用原則...................................1 4.2焊接用輔料援用原則................................1 4.3點(diǎn)焊接頭的最小搭邊寬度和焊點(diǎn)的最小點(diǎn)距.......
焊接工藝措施
格式:pdf
大小:9KB
頁(yè)數(shù):6P
4.6
焊接工藝措施 焊接工藝措施: 1)對(duì)工程中使用較多的或有代表性的接頭形式進(jìn)行焊接工藝性試驗(yàn), 以確定最佳的操作方法和焊接規(guī)范,焊接工藝性試驗(yàn)由焊接試驗(yàn)室全 權(quán)負(fù)責(zé)。 2)結(jié)構(gòu)裝配定位焊 a.裝配定位焊前,焊接坡口及其內(nèi)外兩側(cè)各20mm范圍內(nèi)的油污必 須用溶劑揩抹干凈,并用手提砂輪機(jī)打磨去除鐵銹、氧化皮等雜質(zhì), 使焊件母材表面露出金屬光澤。 b.擔(dān)任定位焊施焊工作的焊工必須是持有合格證的焊工。 c.裝配質(zhì)量達(dá)到圖樣技術(shù)要求后方可進(jìn)行定位焊(如該焊縫焊前需 要預(yù)熱,則必須預(yù)熱至所要求的溫度后才可進(jìn)行定位焊。),定位焊所 用焊條(須經(jīng)烘干處理)、焊絲必須與該焊縫正式焊接時(shí)所用焊材相 一致,定位焊縫應(yīng)填滿弧坑。 d.定位焊縫長(zhǎng)度一般為20—50mm,間距長(zhǎng)為400—600mm,焊腳尺 寸不得大于設(shè)計(jì)焊腳尺寸的一半,且不應(yīng)大于8mm,定位焊應(yīng)距設(shè) 計(jì)焊縫端部30mm以上。(
焊接工藝規(guī)范
格式:pdf
大小:134KB
頁(yè)數(shù):14P
4.4
e起弧時(shí)要特別防止未焊合及燒穿; f收弧時(shí)要填滿弧坑,不要立即移走焊槍; 焊工操作前需根據(jù)以上規(guī)范確定焊接電流,電弧電壓,氣體流量等參數(shù),工作中需經(jīng)常 檢查,每?jī)尚r(shí)檢查一次,并作好記錄,對(duì)板厚大于8mm的對(duì)接焊縫,需采用開坡口焊接。 3操作技術(shù) a焊機(jī)接成反極性,即工件接負(fù)極,焊機(jī)接正極; b二氧化碳保護(hù)焊可以進(jìn)行全位置焊接(平焊、立焊、橫焊、仰焊); c焊絲伸出長(zhǎng)度:直徑為1.2mm以下的細(xì)焊絲伸出長(zhǎng)度為10mm; d焊接厚度為2mm以下的工件時(shí),焊槍不作擺動(dòng); 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
國(guó)外焊接工藝
格式:pdf
大小:3.7MB
頁(yè)數(shù):33P
4.5
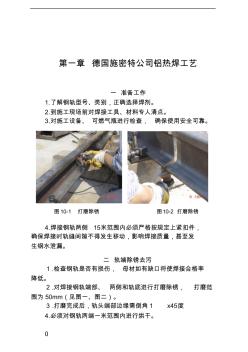
0 第一章德國(guó)施密特公司鋁熱焊工藝 一準(zhǔn)備工作 1.了解鋼軌型號(hào)、類別,正確選擇焊劑。 2.到施工現(xiàn)場(chǎng)前對(duì)焊接工具、材料專人清點(diǎn)。 3.對(duì)施工設(shè)備、可燃?xì)馄窟M(jìn)行檢查,確保使用安全可靠。 4.焊接鋼軌兩側(cè)15米范圍內(nèi)必須嚴(yán)格按規(guī)定上緊扣件, 確保焊接時(shí)軌縫間隙不得發(fā)生移動(dòng),影響焊接質(zhì)量,甚至發(fā) 生鋼水泄漏。 二軌端除銹去污 1.檢查鋼軌是否有損傷,母材如有缺口將使焊接合格率 降低。 2.對(duì)焊接鋼軌端部、兩側(cè)和軌底進(jìn)行打磨除銹,打磨范 圍為50mm(見圖一、圖二)。 3.打磨完成后,軌頭端部邊緣需倒角1x45度 4.必須對(duì)鋼軌兩端一米范圍內(nèi)進(jìn)行烘干。 圖10-1打磨除銹圖10-2打磨除銹 1 圖10-4 預(yù)熱槍支座 注意:特別要重視軌底的清潔和干燥。 三對(duì)軌 1.軌縫調(diào)整: 以軌腳邊為基準(zhǔn),控制軌縫寬 度為28±1mm。 2.尖點(diǎn)調(diào)整(見圖
核電廠吊籃簡(jiǎn)體優(yōu)化設(shè)計(jì)與焊接工藝改進(jìn)精華文檔
焊接工藝 (2)
格式:pdf
大小:737KB
頁(yè)數(shù):18P
4.6
不銹鋼復(fù)合板槽的焊接工藝 中鋁山東分公司淄博萬(wàn)成工貿(mào)有限公司(255065)徐立媚 【摘要】分析了q235b+321不銹鋼復(fù)合板的焊接性,對(duì)復(fù)合板進(jìn)行了焊接工藝評(píng)定,確 定了q235b+321不銹鋼復(fù)合板的焊接工藝。施焊過(guò)程中通過(guò)嚴(yán)格執(zhí)行工藝規(guī)則,既保證了 焊接質(zhì)量,又提高了焊接效率,滿足設(shè)計(jì)要求。 不銹鋼復(fù)合板是以碳素鋼或合金鋼為基層,不銹鋼為復(fù)層,制成的雙金屬?gòu)?fù)合鋼板。一般由 基層來(lái)保證復(fù)合板的強(qiáng)度,復(fù)層來(lái)保證復(fù)合板的耐腐蝕性能。它既具有不銹鋼的美觀耐用、 成形性好、耐腐蝕性強(qiáng)等優(yōu)良性能,又有碳鋼高強(qiáng)度和低成本的優(yōu)點(diǎn),因而應(yīng)用廣泛。為此, 本文分析了不銹鋼復(fù)合板的焊接性,通過(guò)焊接工藝評(píng)定,制定了焊接工藝,并將該工藝成功 應(yīng)用于槽的制作中,效果良好。 1.焊接性分析 槽母材為q235b+321不銹鋼復(fù)合板,基層為q235b,厚度為7mm,

焊接工藝
格式:pdf
大小:377KB
頁(yè)數(shù):13P
4.7
鋼筋焊接施工方案 一、編制依據(jù) 1、合同文件; 2、鋼筋焊接及驗(yàn)收規(guī)程(jgj18-2003); 3、鋼筋焊接接頭試驗(yàn)方法標(biāo)準(zhǔn)(jgjt27-2001) 4、業(yè)主及監(jiān)理要求; 二、鋼筋閃光焊 (一)施工準(zhǔn)備 1、機(jī)械設(shè)備 un1-150閃光對(duì)焊機(jī)。 2、材料 各種規(guī)格鋼筋級(jí)別必須有出廠合格證,進(jìn)場(chǎng)后經(jīng)物理性能檢驗(yàn),符合要求后方能使用。 3、作業(yè)條件 (1)設(shè)備在操作前檢修完好,保證正常運(yùn)轉(zhuǎn),并符合安全規(guī)定,操作人員必須要持證上崗。 (2)鋼筋焊口要平口、清潔、無(wú)油污雜質(zhì)等。 (3)對(duì)焊機(jī)容量、電壓要符合要求。 (二)操作工藝 1、對(duì)焊工藝 根據(jù)鋼筋品種、直徑和所用焊機(jī)功率大小選用連續(xù)閃光焊、預(yù)熱閃光焊、閃光—預(yù)熱— 閃光焊。對(duì)于可焊性差的鋼筋,對(duì)焊后宜采用通電熱處理措施,以改善接頭塑性。 鋼筋焊接工藝選用見表1。 鋼筋級(jí)別直徑(mm) 閃光留量 (mm) 頂鍛留量
焊接工藝類
格式:pdf
大小:82KB
頁(yè)數(shù):2P
4.4
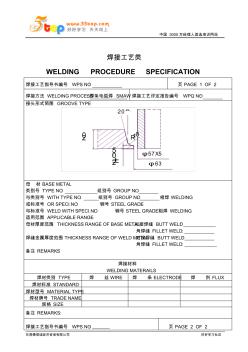
中國(guó)3000萬(wàn)經(jīng)理人首選培訓(xùn)網(wǎng)站 東莞德信誠(chéng)經(jīng)濟(jì)咨詢有限公司好好學(xué)習(xí)社區(qū) 焊接工藝類 weldingprocedurespecification 焊接工藝指導(dǎo)書編號(hào)wpsno:頁(yè)page1of2 焊接方法weldingprocess:焊條電弧焊smaw焊接工藝評(píng)定報(bào)告編號(hào)wpqno: 接頭形式簡(jiǎn)圖groovetype 20° 2± 0. 5 20r10 φ57x5 φ63 母材basemetal: 類別號(hào)typeno:組別號(hào)groupno: 與類別號(hào)withtypeno:組別號(hào)groupno:相焊welding 或標(biāo)準(zhǔn)號(hào)orspeci.no:鋼號(hào)steelgrade: 與標(biāo)準(zhǔn)號(hào)weldwithspeci.no:鋼號(hào)steelgrade:相焊welding 適用范圍app
焊接工藝檢驗(yàn)
格式:pdf
大小:11KB
頁(yè)數(shù):3P
4.4
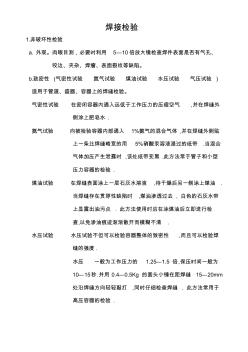
焊接檢驗(yàn) 1.非破壞性檢驗(yàn) a.外觀。肉眼目測(cè),必要時(shí)利用5—10倍放大鏡檢查焊件表面是否有氣孔、 咬邊、夾雜、焊瘤、表面裂紋等缺陷。 b.致密性(氣密性試驗(yàn)氮?dú)庠囼?yàn)煤油試驗(yàn)水壓試驗(yàn)氣壓試驗(yàn)) 適用于管道、盛器、容器上的焊縫檢驗(yàn)。 氣密性試驗(yàn)在密閉容器內(nèi)通入遠(yuǎn)低于工作壓力的壓縮空氣,并在焊縫外 側(cè)涂上肥皂水. 氮?dú)庠囼?yàn)向被檢驗(yàn)容器內(nèi)部通入1%氨氣的混合氣體,并在焊縫外側(cè)貼 上一條比焊縫略寬的用5%硝酸汞溶液浸過(guò)的紙帶.當(dāng)混合 氣體加壓產(chǎn)生泄露時(shí),該處紙帶變黑.此方法常于管子和小型 壓力容器的檢驗(yàn). 煤油試驗(yàn)在焊縫表面涂上一層石灰水溶液,待干燥后另一側(cè)涂上煤油. 當(dāng)焊縫存在貫穿性缺陷時(shí),煤油滲透過(guò)去,白色的石灰水帶 上顯露出油污點(diǎn).此方法使用時(shí)應(yīng)在涂煤油后立即進(jìn)行檢 查,以免滲油痕跡漸漸散開而模糊不清. 水壓試驗(yàn)水壓試驗(yàn)不但

焊接工藝報(bào)告
格式:pdf
大小:60KB
頁(yè)數(shù):6P
4.4
12東南-pd-2005-949 序號(hào)報(bào)告名稱報(bào)告編號(hào)頁(yè)數(shù) 1 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (鋼板橫對(duì)接/氣保焊 q235bδ=20mm) 東南-pd-2009-3710 2建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (角接接頭對(duì)接/q235bδ=20mm) 東南-pd-2009-389 3建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (鋼板對(duì)接/氣保焊q235bδ=20mm) 東南-pd-2009-3910 4 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (鋼板對(duì)接/氣保焊q235b+q345b δ=25mm) 東南-pd-2009-4010 5 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (t形對(duì)接與角接組合焊q235b δ=20mm) 東南-pd-2009-4110 6 建筑鋼結(jié)構(gòu)焊接工藝評(píng)定報(bào)告 (t形對(duì)接與角接組合焊/氣保焊 q235b δ=20mm+q345bδ=50mm) 東南-pd-
核電廠吊籃簡(jiǎn)體優(yōu)化設(shè)計(jì)與焊接工藝改進(jìn)最新文檔
焊接結(jié)構(gòu)的裝配與焊接工藝
格式:pdf
大小:13KB
頁(yè)數(shù):5P
4.6
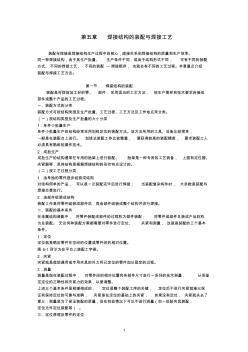
1 第五章焊接結(jié)構(gòu)的裝配與焊接工藝 裝配與焊接是焊接結(jié)構(gòu)生產(chǎn)過(guò)程中的核心,直接關(guān)系到焊接結(jié)構(gòu)的質(zhì)量和生產(chǎn)效率。 同一種焊接結(jié)構(gòu),由于其生產(chǎn)批量、生產(chǎn)條件不同,或由于結(jié)構(gòu)形式不同,可有不同的裝配 方式、不同的焊接工藝、不同的裝配—焊接順序,也就會(huì)有不同的工藝過(guò)程。本章重點(diǎn)介紹 裝配與焊接工藝方法。 第一節(jié)焊接結(jié)構(gòu)的裝配 裝配是將焊前加工好的零、部件,采用適當(dāng)?shù)墓に嚪椒ǎ瓷a(chǎn)圖樣和技術(shù)要求連接成 部件或整個(gè)產(chǎn)品的工藝過(guò)程。 一、裝配方式的分類 裝配方式可按結(jié)構(gòu)類型及生產(chǎn)批量、工藝過(guò)程、工藝方法及工作地點(diǎn)來(lái)分類。 (一)按結(jié)構(gòu)類型及生產(chǎn)批量的大小分類 1.單件小批量生產(chǎn) 單件小批量生產(chǎn)的結(jié)構(gòu)經(jīng)常采用劃線定位的裝配方法。該方法所用的工具、設(shè)備比較簡(jiǎn)單, 一般是在裝配臺(tái)上進(jìn)行。劃線法裝配工作比較繁重,要獲得較高的裝配精度,要求裝配工人 必須具有熟練的操作技術(shù)。 2.成批生
焊接工藝設(shè)計(jì)規(guī)程完整
格式:pdf
大小:147KB
頁(yè)數(shù):9P
4.7
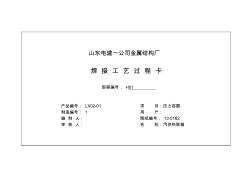
山東電建一公司金屬結(jié)構(gòu)廠 焊接工藝過(guò)程卡 規(guī)程編號(hào):h01 產(chǎn)品編號(hào):lx02-01項(xiàng)目:壓力容器 制造編號(hào):1用戶: 編制人:圖紙編號(hào):13-0182 審核人:名稱:汽供熱聯(lián)箱 焊接工藝 過(guò)程卡 焊接材料匯總表 母材 焊條電弧焊(d)埋弧焊(m)氣體保護(hù)焊 焊條/規(guī) 格 烘干溫 度/時(shí)間 焊絲/規(guī) 格 焊劑 烘干溫 度/時(shí)間 焊絲/規(guī) 格 保護(hù) 氣體 純度 116mnre5015350h10mnsihj431300h10mnsiar99.99 216mnr/20e4315350h10mnsiar99.99 316mnr/q235ae4315350 420/20e4303
通用焊接工藝設(shè)計(jì)卡
格式:pdf
大小:535KB
頁(yè)數(shù):16P
4.7
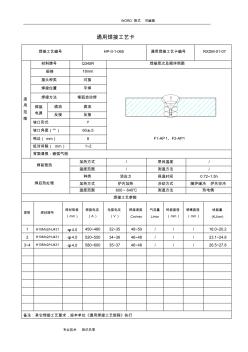
word格式可編輯 專業(yè)技術(shù)知識(shí)共享 通用焊接工藝卡 焊接工藝編號(hào)hp-ii-1-065通用焊接工藝卡編號(hào)rxdm-01-07 適 用 范 圍 材料牌號(hào)q345r焊接層次及順序簡(jiǎn)圖 規(guī)格18mm 2 1 3 4 f1-ap1、f2-ap1 接頭種類對(duì)接 焊接位置平焊 焊接方法埋弧自動(dòng)焊 焊接 電源 直流直流 反接反接 坡口形式y(tǒng) 坡口角度(°)60±5 鈍邊(mm)8 組對(duì)間隙(mm)1~2 背面清根:碳弧氣刨 焊前預(yù)熱 加熱方式/層間溫度/ 溫度范圍/測(cè)溫方法/ 焊后熱處理 種類消應(yīng)力保溫時(shí)間0.72~1.5h 加熱方式爐內(nèi)加熱冷卻方式隨爐緩冷爐外空冷 溫度范圍600~640℃測(cè)溫方法熱電偶 焊接工藝參數(shù) 焊層焊材牌號(hào) 焊材規(guī)格 (mm) 焊接電流 (a) 電弧電壓 (v) 焊接速度 cm/m

鍍鋅鋼管的焊接特點(diǎn)及焊接工藝-焊接工藝的特點(diǎn)
格式:pdf
大小:8KB
頁(yè)數(shù):4P
4.7
鍍鋅鋼管的焊接特點(diǎn)及焊接工藝 鍍鋅鋼廣泛運(yùn)用于各行各業(yè),采用鍍鋅鋼的好處是利用在空氣中能夠形成致密氧 化物保護(hù)層的金屬鋅來(lái)保護(hù)內(nèi)部的鋼結(jié)構(gòu)。在被焊接、劃傷的情況下,由于zn-fe 原電池的存在,相對(duì)活潑的鍍鋅部分可以作為犧牲陽(yáng)極,延緩鋼鐵的銹蝕,耐腐 蝕性良好。然而由于鍍鋅層的存在,在焊接中容易產(chǎn)生裂紋、氣孔、夾渣,較難 得到良好的焊接質(zhì)量。 鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點(diǎn)在419°c, 沸點(diǎn)908°c左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位臵。 鋅在鐵中具有較大固溶度,鋅液體會(huì)沿晶界深入浸蝕焊縫金屬,低熔點(diǎn)鋅形成 “液體金屬脆化”。同時(shí),鋅與鐵可形成金屬間脆性化合物,如fe3zn10、fezn10 等。這些脆性相使焊縫金屬塑性降低,在拉應(yīng)力作用下而產(chǎn)生裂紋。如果焊接角 焊縫,尤其是t形接頭的角焊縫最容易產(chǎn)生
鋼筋焊接網(wǎng)焊接工藝參數(shù)優(yōu)化 鋼筋焊接網(wǎng)焊接工藝參數(shù)優(yōu)化
格式:pdf
大小:498KB
頁(yè)數(shù):3P
4.8
介紹了新型建筑材料鋼筋焊接網(wǎng),分析了焊接參數(shù)對(duì)于剪切力、焊縫直徑的影響規(guī)律,優(yōu)化了鋼筋焊接網(wǎng)焊接工藝參數(shù)。
焊接工藝碳足跡分析及其工藝參數(shù)優(yōu)化 焊接工藝碳足跡分析及其工藝參數(shù)優(yōu)化
格式:pdf
大小:318KB
頁(yè)數(shù):5P
4.6
以提高焊接工藝過(guò)程中資源和能源利用效率,減少碳排放為目的,從物料、能源、廢棄物3個(gè)維度,對(duì)焊接加工過(guò)程碳排放機(jī)理加以分析.根據(jù)焊接及數(shù)學(xué)理論建立了焊接過(guò)程的碳排放特性函數(shù).對(duì)回流焊接設(shè)備影響碳排放的因子進(jìn)行分析,建立遺傳算法優(yōu)化模型,并找出了最優(yōu)解.
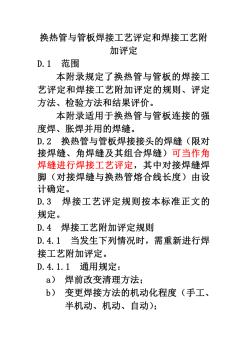
換熱管與管板焊接工藝評(píng)定和焊接工藝附加評(píng)定
格式:pdf
大小:4.8MB
頁(yè)數(shù):6P
4.4
換熱管與管板焊接工藝評(píng)定和焊接工藝附加評(píng)定

埋弧焊焊接工藝
格式:pdf
大小:3.5MB
頁(yè)數(shù):33P
4.5
1.3埋弧焊工藝參數(shù)及焊接技術(shù) 影響焊縫形狀、性能的因素 弧焊主要適用于平焊位置焊接,如果采用一定工裝輔具也可以實(shí)現(xiàn)角焊和橫焊位置的焊接。埋弧焊時(shí)影響焊 和性能的因素主要是焊接工藝參數(shù)、工藝條件等。本節(jié)主要討論平焊位置的情況。 焊接工藝參數(shù)的影響影響埋弧焊焊縫形狀和尺寸的焊接工藝參數(shù)有焊接電流、電弧電壓、焊接速度和焊 等。 )焊接電流當(dāng)其他條件不變時(shí),增加焊接電流對(duì)焊縫熔深的影響(如圖1所示),無(wú)論是y形坡口還是i形 正常焊接條件下,熔深與焊接電流變化成正比,即狀的影響,如圖2所示。電流小,熔深淺,余高和寬度不 流過(guò)大,熔深大,余高過(guò)大,易產(chǎn)生高溫裂紋。 圖1焊接電流與熔深的關(guān)系(φ4.8mm) 圖2焊接電流對(duì)焊縫斷面形狀的影響 a)i形接頭b)y形接頭 )電弧電壓電弧電壓和電弧長(zhǎng)度成正比,在相同的電弧電壓和焊接電流時(shí),如果選用的焊劑不
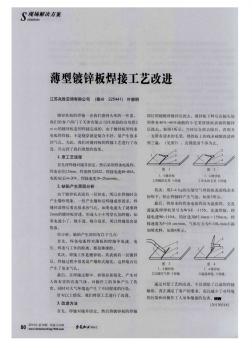 薄型鍍鋅板焊接工藝改進(jìn)
薄型鍍鋅板焊接工藝改進(jìn) 薄型鍍鋅板焊接工藝改進(jìn)
格式:pdf
大小:91KB
頁(yè)數(shù):1P
4.5
鍍鋅鐵板的焊接一直我們感到頭疼的一件累,我們的客戶西門子天津有限公司冷卻器的出風(fēng)管2mm的鍍鋅板是用焊接完成的,由于鍍鋅板用焊條電弧焊焊接,不是燒穿就是熔合不好,易產(chǎn)生很多沙氣孔。為此,我們對(duì)鍍鋅板的焊接工藝進(jìn)行了改進(jìn),并達(dá)到了我們理想的效果。1.原工藝流程首先將焊縫對(duì)接并固定,然后采用焊條電弧焊,焊條直徑2.5mm,焊條牌號(hào)1422,焊接電流40~80a,電弧電壓14~20v,焊接速度18~25cm/min。
核電廠吊籃簡(jiǎn)體優(yōu)化設(shè)計(jì)與焊接工藝改進(jìn)相關(guān)
文輯推薦
知識(shí)推薦
百科推薦

職位:公路工程標(biāo)準(zhǔn)員
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


