

厚板小孔沖裁模設(shè)計
格式:pdf
大小:2.1MB
頁數(shù):2P
人氣 :68
 4.4
4.4
通過對厚板小孔零件的工藝分析,得出該類零件在沖裁過程中存在的難點,并相應(yīng)地設(shè)計出符合要求的模具結(jié)構(gòu)。



 薄板小孔連續(xù)沖裁模設(shè)計
薄板小孔連續(xù)沖裁模設(shè)計 薄板小孔連續(xù)沖裁模設(shè)計
格式:pdf
大小:226KB
頁數(shù):3P
通過對充電電池掛漿層零件的沖壓工藝進(jìn)行分析,確定了合理的工藝方案。用一副連續(xù)沖裁模完成系列小孔的沖裁。模具結(jié)構(gòu)簡單,降低了模具成本。模具便于制造,維修方便。
墊板沖裁模設(shè)計
格式:pdf
大小:854KB
頁數(shù):40P
優(yōu)秀設(shè)計 畢業(yè)設(shè)計 題目墊板沖裁模設(shè)計 系別 專業(yè) 班級 姓名 學(xué)號 指導(dǎo)教師 日期 設(shè)計任務(wù)書 設(shè)計題目: 墊板沖裁模設(shè)計 設(shè)計要求: 1.確定合理的沖裁工藝及方案; 2.正確計算有關(guān)零件的尺寸及公差; 3.完成加工工藝及裝配方案。 設(shè)計進(jìn)度要求: 11月26日~11月29日收集資料; 11月30日~12月5日主要設(shè)計計算; 12月6日~12月13日結(jié)構(gòu)設(shè)計; 12月14日~12月21日模具的整體設(shè)計; 12月22日~12月25日校核、修改、提交論文; 12月26日~12月31日論文答辯。 指導(dǎo)教師(簽名): 畢業(yè)設(shè)計答辯記錄 姓名專業(yè)班級 答辯時間答辯地點 設(shè)計題目墊板沖裁模設(shè)計與制造 ⒈本副模具為何采用復(fù)合模生產(chǎn)? 只需一副模具,生產(chǎn)效率高,操作方便,工件精度能滿足要求但由于本副模具比較 簡單,僅有
編輯推薦下載
墊板沖裁模設(shè)計
格式:pdf
大小:581KB
頁數(shù):31P
4.8
濟(jì)源職業(yè)技術(shù)學(xué)院畢業(yè)設(shè)計 1 摘要 模具是典型的按訂單單件生產(chǎn)的行業(yè),每一個訂單都要與客戶進(jìn)行詳細(xì)的業(yè)務(wù)和技術(shù) 方面的溝通,否則將會產(chǎn)生嚴(yán)重的后果。我國模具行業(yè)專業(yè)化程度還比較低,模具自產(chǎn)自 配比例過高。國外模具自產(chǎn)自配比例一般為30%,我國沖壓模具自產(chǎn)自配比例為60%。這 就對專業(yè)化產(chǎn)生了很多不利影響。現(xiàn)在,技術(shù)要求高、投入大的模具,其專業(yè)化程度較高, 例如覆蓋件模具、多工位級進(jìn)模和精沖模等。而一般沖模專業(yè)化程度就較低。由于自配比 例高,所以沖壓模具生產(chǎn)能力的分布基本上跟隨沖壓件生產(chǎn)能力的分布。但是專業(yè)化程度 較高的汽車覆蓋件模具和多工位、多功能精密沖模的專業(yè)生產(chǎn)企業(yè)的分布有不少并不跟隨 沖壓件能力分布而分布,而往往取決于主要投資者的決策。 我設(shè)計的該模具是根據(jù)市場要求所設(shè)計的,通過對零件的認(rèn)識可知,該零件所用的材 料是10號鋼,生產(chǎn)批量為大批量生產(chǎn),再經(jīng)過方案比較,故選
格柵板沖裁模設(shè)計 格柵板沖裁模設(shè)計
格式:pdf
大小:510KB
頁數(shù):2P
4.5
經(jīng)過長期實踐研究,設(shè)計制造了格柵板零件的沖裁模。通過實際生產(chǎn),該模具改變了原來銑加工工藝,大幅度地提高了生產(chǎn)效率。
厚板小孔沖裁模設(shè)計熱門文檔
厚鋼板小孔沖裁力的研究 厚鋼板小孔沖裁力的研究
格式:pdf
大小:1.8MB
頁數(shù):3P
4.6
根據(jù)厚鋼板小孔沖裁的變形特點,對厚鋼板小孔沖裁時板料的受力狀況與沖裁力-行程曲線進(jìn)行了分析。以此為依據(jù),建立了沖裁力計算的力學(xué)模型,對厚鋼板小孔沖裁力的計算問題進(jìn)行了研究,并通過試驗對理論研究的結(jié)果進(jìn)行了驗證。
鋁板沖裁模具改進(jìn) 鋁板沖裁模具改進(jìn)
格式:pdf
大小:902KB
頁數(shù):2P
4.5
我公司生產(chǎn)機(jī)車側(cè)墻過濾器的主要部件是由鋁合金異形管與鋁板連接,鋁管由專業(yè)廠家定制,連接板自己加工,三種管按一定順序排列,如圖1所示。
享鋼板小孔沖裁力的研究 享鋼板小孔沖裁力的研究
格式:pdf
大小:775KB
頁數(shù):3P
4.7
根據(jù)厚鋼板小孔沖裁的變形特點,對厚鋼板小孔沖裁時板料的受力狀況與沖裁力一行程曲線進(jìn)行了分析。以此為依據(jù),建立了沖裁力計算的力學(xué)模型,對厚鋼板小孔沖裁力的計算問題進(jìn)行了研究,并通過試驗對理論研究的結(jié)果進(jìn)行了驗證。
托板沖裁模具設(shè)計畢業(yè)設(shè)計
格式:pdf
大小:1.2MB
頁數(shù):28P
4.5
設(shè)計說明書 1.目錄 2.設(shè)計任務(wù)書及產(chǎn)品圖 3.序言 4.零件的沖裁工藝性分析 5.沖壓工藝方案的確定 6.模具的結(jié)構(gòu)形式 7.排樣形式及裁板方法、材料利用率的計算 8.工序壓力的計算、選用壓力機(jī)及壓力中心的確定 9.模具工作零件刃口尺寸的計算 10.模具零件的選用、設(shè)計及計算 11.其他需要說明的內(nèi)容 12.參考文獻(xiàn) 目錄 一、設(shè)計任務(wù)書及產(chǎn)品圖,,,,,,,,,,,,,1 二、序言,,,,,,,,,,,,,,,,,,,,7 三、零件的沖裁工藝性分析,,,,,,,,,,,,,,,,8 1.材料,,,,,,,,,,,,,,,,,,,,,,,,,,8 2.結(jié)構(gòu),,,,,,,,,,,,,,,,,,,,,,,,,,8 3.尺寸精度,,,,,,,,,,,,,,,,,,,,,,,,8 四、擬定制件的沖裁工藝方案,,,,,,,,,,,,,,,8
厚板小孔沖裁模設(shè)計精華文檔
 沖裁力大于沖床公稱壓力的沖裁模設(shè)計
沖裁力大于沖床公稱壓力的沖裁模設(shè)計 沖裁力大于沖床公稱壓力的沖裁模設(shè)計
格式:pdf
大小:468KB
頁數(shù):4P
4.6
1問題提出:沖裁在機(jī)械加工行業(yè)中廣泛應(yīng)用,它是利用沖模在壓力機(jī)上使板料分離的一種沖壓工藝。它包括切斷、落料、沖孔、修邊、切口等多種工序。沖裁件的工藝性,是指沖裁件對沖壓工藝的適應(yīng)性。為了很好的完成沖裁工
變壓器鐵芯片沖裁模設(shè)計 (2)
格式:pdf
大小:378KB
頁數(shù):15P
4.5
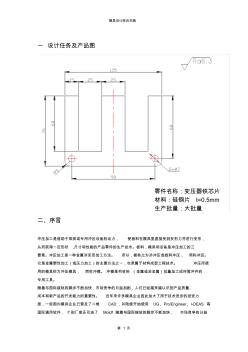
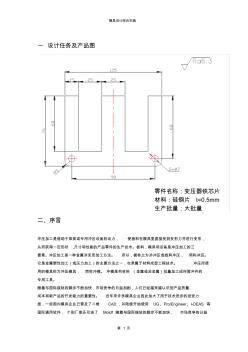
模具設(shè)計綜合實踐 第1頁 一設(shè)計任務(wù)及產(chǎn)品圖 二、序言 沖壓加工是借助于常規(guī)或?qū)S脹_壓設(shè)備的動力,使板料在模具里直接受到變形力并進(jìn)行變形, 從而獲得一定形狀,尺寸和性能的產(chǎn)品零件的生產(chǎn)技術(shù)。板料,模具和設(shè)備是沖壓加工的三 要素。沖壓加工是一種金屬冷變形加工方法。所以,被稱之為冷沖壓或板料沖壓,簡稱沖壓。 它是金屬塑性加工(或壓力加工)的主要方法之一,也隸屬于材料成型工程技術(shù)。沖壓所使 用的模具稱為沖壓模具,簡稱沖模。沖模是將材料(金屬或非金屬)批量加工成所需沖件的 專用工具。 隨著與國際接軌的腳步不斷加快,市場競爭的日益加劇,人們已經(jīng)越來越認(rèn)識到產(chǎn)品質(zhì)量、 成本和新產(chǎn)品的開發(fā)能力的重要性。近年來許多模具企業(yè)因此加大了用于技術(shù)進(jìn)步的投資力 度,一些國內(nèi)模具企業(yè)已普及了二維cad,并陸續(xù)開始使用ug、pro/engineer、i-deas等 國際通用軟件,個別廠
變壓器鐵芯片沖裁模設(shè)計
格式:pdf
大小:378KB
頁數(shù):15P
4.4
模具設(shè)計綜合實踐 第1頁 一設(shè)計任務(wù)及產(chǎn)品圖 二、序言 沖壓加工是借助于常規(guī)或?qū)S脹_壓設(shè)備的動力,使板料在模具里直接受到變形力并進(jìn)行變形, 從而獲得一定形狀,尺寸和性能的產(chǎn)品零件的生產(chǎn)技術(shù)。板料,模具和設(shè)備是沖壓加工的三 要素。沖壓加工是一種金屬冷變形加工方法。所以,被稱之為冷沖壓或板料沖壓,簡稱沖壓。 它是金屬塑性加工(或壓力加工)的主要方法之一,也隸屬于材料成型工程技術(shù)。沖壓所使 用的模具稱為沖壓模具,簡稱沖模。沖模是將材料(金屬或非金屬)批量加工成所需沖件的 專用工具。 隨著與國際接軌的腳步不斷加快,市場競爭的日益加劇,人們已經(jīng)越來越認(rèn)識到產(chǎn)品質(zhì)量、 成本和新產(chǎn)品的開發(fā)能力的重要性。近年來許多模具企業(yè)因此加大了用于技術(shù)進(jìn)步的投資力 度,一些國內(nèi)模具企業(yè)已普及了二維cad,并陸續(xù)開始使用ug、pro/engineer、i-deas等 國際通用軟件,個別廠
復(fù)印機(jī)內(nèi)支承蓋板的沖裁模設(shè)計 復(fù)印機(jī)內(nèi)支承蓋板的沖裁模設(shè)計
格式:pdf
大小:872KB
頁數(shù):3P
4.5
文章闡述了理光復(fù)印機(jī)內(nèi)支承蓋板的模具設(shè)計,首先從零件圖紙開始研究,然后確定設(shè)計方案,方案的確定是整個模具設(shè)計的重點。在模板的選取問題上,重點是每塊板的尺寸、精度,生產(chǎn)加工的基準(zhǔn)和能夠承受的沖裁力等,特別是生產(chǎn)加工的基準(zhǔn),為每一塊板的加工確定了位置,同時也為裝配打下了基礎(chǔ)。最后,模具的裝配和調(diào)試也是必不可少的部分,因為經(jīng)過組裝以后的模具不一定符合要求,必須經(jīng)沖壓幾個產(chǎn)品檢驗才能確定,所以試模是決定最后成果的關(guān)鍵。
厚板小孔沖裁模設(shè)計最新文檔
聚氨酯橡膠沖裁模設(shè)計 聚氨酯橡膠沖裁模設(shè)計
格式:pdf
大小:1.1MB
頁數(shù):3P
4.6
通過對調(diào)整墊片沖裁工藝進(jìn)行了分析,介紹了模具結(jié)構(gòu)及工作過程。同時,對模具主要工作部分零件的設(shè)計做了詳細(xì)的介紹,為同類型零件的沖裁可提供借鑒作用。
鎖緊墊圈貝氏體鋼板復(fù)合沖裁模 鎖緊墊圈貝氏體鋼板復(fù)合沖裁模
格式:pdf
大小:147KB
頁數(shù):2P
4.7
貝氏體鋼板沖裁模的無間隙沖裁對不規(guī)則形狀的薄板沖裁件有其獨到之處。如圖1所示,零件是我廠某產(chǎn)品的鎖緊墊圈,材料為08號鋼,料厚1.2毫米。有一定的精度要求。原鋼模具因凸凹模內(nèi)腔間隙不均勻,沖件毛刺嚴(yán)重,故改用貝氏體鋼板復(fù)合沖裁模。從沖裁件的出料來看,無論單工序模和連續(xù)模都是從凹模后方推出工件,而復(fù)合模
厚料墊圈沖裁模廢料回跳問題分析與解決 厚料墊圈沖裁模廢料回跳問題分析與解決
格式:pdf
大小:149KB
頁數(shù):1P
4.6
分析厚板料墊圈連續(xù)沖制過程中,工件回跳的原因,并從凸凹模結(jié)構(gòu)形式及潤滑的使用方面介紹了解決廢料回跳的方法。
發(fā)光二極管支架沖裁模 發(fā)光二極管支架沖裁模
格式:pdf
大小:238KB
頁數(shù):3P
4.4
發(fā)光二極管在電子儀器行業(yè)有著廣泛的應(yīng)用,它是一種良好的信號指示光源。隨著儀器儀表和電子行業(yè)的不斷發(fā)展,這種產(chǎn)品的應(yīng)用前景將更為寬廣。發(fā)光二極管支架是該產(chǎn)品的支柱性零件。陰陽兩極間的間隙直接影響該產(chǎn)品的發(fā)光強(qiáng)度以及壽命和性能。所以支架的尺寸精度要求較高,且要確保陰陽極的相對位置。支架零件如習(xí)1所示。目前,該產(chǎn)品在我國處于初階段生產(chǎn),許多工廠由于沖制工藝和模具結(jié)構(gòu)存在問題,因而成品率很低。我們進(jìn)行了支架沖裁工藝和模具結(jié)構(gòu)的研制,取得了較為理想的結(jié)果。
復(fù)合木地板自動包裝設(shè)備及包裝紙板沖裁模具的設(shè)計
格式:pdf
大小:2.8MB
頁數(shù):68P
4.3
********大學(xué)本科畢業(yè)設(shè)計 本科畢業(yè)設(shè)計 題目: 復(fù)合木地板自動包裝設(shè)備及 包裝紙板沖裁模具的設(shè)計 學(xué)院:機(jī)械自動化 專業(yè):機(jī)械工程及自動化 學(xué)號: 學(xué)生姓名: 指導(dǎo)教師: 日期:二〇一四年五月 ********大學(xué)本科畢業(yè)設(shè)計 i 摘要 設(shè)計了一套復(fù)合木地板全自動包裝設(shè)備,安全高效,成本低廉。該設(shè)備由紙箱成型 裝置、自動折蓋封箱裝置、動力傳動裝置等部分組成。在參考大量文獻(xiàn)的基礎(chǔ)上,綜合 運(yùn)用經(jīng)驗設(shè)計、計算機(jī)輔助設(shè)計等方法,優(yōu)化了包裝工藝和包裝機(jī)的總體設(shè)計方案,論 述了機(jī)械傳動系統(tǒng)設(shè)計、氣壓傳動系統(tǒng)設(shè)計等內(nèi)容;此外,對重要零部件還進(jìn)行了結(jié)構(gòu) 設(shè)計、運(yùn)動學(xué)與力學(xué)分析。 針對包裝所用紙板進(jìn)行了沖壓模具的設(shè)計。綜合運(yùn)用所學(xué)知識,完成了紙板工藝分 析與改進(jìn)、沖壓工藝方案的確定、排樣設(shè)計、凸、凹模工作尺寸計算、沖裁工藝力的計 算、模具總體結(jié)構(gòu)設(shè)計等;此外
方形鋼管直角沖裁模設(shè)計 方形鋼管直角沖裁模設(shè)計
格式:pdf
大小:290KB
頁數(shù):未知
4.7
目前,大客車車身骨架及全承載桁架式底架均采用方形鋼管拼焊結(jié)構(gòu),這就涉及到用何種方法將方形鋼管截斷的問題。采用手工砂輪切割機(jī)切割截斷,工人的勞動強(qiáng)度及
高強(qiáng)度鋼厚板沖裁研究
格式:pdf
大小:658KB
頁數(shù):4P
4.3
第35卷第3期 vol.35 no.3 forging&stampingtechnology 2010年6月 jun.2010 高強(qiáng)度鋼厚板沖裁研究 黃少東,趙志翔,符 韻,王艷彬 (西南技術(shù)工程研究所,重慶400039) 摘要:介紹了高強(qiáng)度鋼30crmnsia厚板的沖裁研究,包括傳統(tǒng)熱沖裁,同步剪擠式?jīng)_裁、雙間隙沖裁、齒圈壓板 精沖等,開展了工藝試驗。結(jié)果表明,小間隙圓角刃口700℃沖裁所得到的剪切面基本都是光亮帶,齒圈壓板精沖 可使沖裁面全部為光亮帶,雙間隙沖裁可使剪切面的光亮帶達(dá)到50%以上。研究工作對高強(qiáng)度鋼厚板沖裁工藝設(shè) 計有一定參考價值。 關(guān)鍵詞:高強(qiáng)度鋼;厚板;沖裁;同步剪擠式?jīng)_裁;雙間隙沖裁;齒圈壓板精沖 doi:10.3969
某型號礦用隔爆型開關(guān)4mm厚的銅卡板沖裁模設(shè)計 某型號礦用隔爆型開關(guān)4mm厚的銅卡板沖裁模設(shè)計
格式:pdf
大小:380KB
頁數(shù):2P
4.4
介紹了卡板的沖壓工藝及模具結(jié)構(gòu)。該模具結(jié)構(gòu)合理、可靠、保證了產(chǎn)品的質(zhì)量,同時大大降低了生產(chǎn)成本。
鋁合金薄板沖小孔工藝及模具結(jié)構(gòu)探討 鋁合金薄板沖小孔工藝及模具結(jié)構(gòu)探討
格式:pdf
大小:59KB
頁數(shù):未知
4.5
本文對機(jī)械鬧鐘夾板以鋁合金薄板代替銅帶之后的一次沖多個小孔的工藝及模具結(jié)構(gòu)進(jìn)行了分析、探討。
65Nb鋼鏈板沖裁模具熱加工工藝試驗 65Nb鋼鏈板沖裁模具熱加工工藝試驗
格式:pdf
大小:238KB
頁數(shù):3P
4.5
討論了鏈板沖裁模選材、鍛加工、球化退火、熱處理工藝,重點討論了6cr4w3mo2vnb(65nb鋼)熱處理工藝參數(shù)對鋼的性能和組織的影響。結(jié)果表明:通過改進(jìn)熱加工工藝,可改善冷沖模鋼的強(qiáng)韌性,大幅度提高鏈板沖裁模(凸模、凹模、凸凹模)的使用壽命。
厚板小孔沖裁模設(shè)計相關(guān)
文輯推薦
知識推薦
百科推薦


職位:機(jī)電安裝施工員
擅長專業(yè):土建 安裝 裝飾 市政 園林


