

改制游標卡尺在里程表軟軸接頭測量中的應用
格式:pdf
大小:233KB
頁數:1P
人氣 :55
 4.5
4.5
一、問題的提出我公司生產的汽車里程表軟軸接頭零件(如圖1所示),其中多數尺寸需要在一次裝夾中加工,而溝槽2.6-0+0.15的定位尺寸17.5mm,如用一般的卡尺,在車床上不好直接測量,為減少零件裝夾次數,提高加工準確度,需要尋找一種能在車床直接進行測量的方法。



麗拓游標卡尺內校檢定記錄表
格式:pdf
大小:19KB
頁數:1P
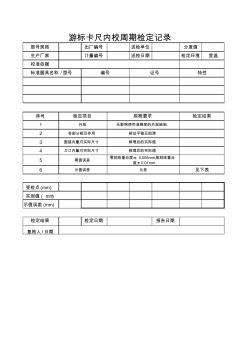
型號規格出廠編號送檢單位分度值 生產廠家計量編號送檢日期檢定環境室溫 校準依據 序號 1 2 3 4 5 6 受檢點(mm) 實測值(mm) 示值誤差(mm) 檢定結果檢定日期報告日期 復核人/日期 游標卡尺內校周期檢定記錄 標準器具名稱/型號編號證號特性 檢定項目規程要求檢定結果 外觀無影響使用準確度的外觀缺陷 各部分相互作用移動平穩無阻滯 示值誤差允差見下表 圓弧內量爪實際尺寸修理后的實際值 刀口內量爪實際尺寸修理后的實際值 零值誤差 零刻線重合度±0.005mm,尾刻線重合 度±0.01mm

游標卡尺內校檢定記錄表
格式:pdf
大小:15KB
頁數:1P
型號規格出廠編號送檢單位分度值0.02mm 生產廠家計量編號送檢日期檢定環境室溫 序號 1 2 3 4 5 6 游標卡尺內校周期檢定計錄 校準依據;jjg30-2002《通用卡尺檢定規程》 標準器具名稱/型號編號證號特性 刀口尺175240級 外徑千分尺0-252400級 檢定項目規程要求檢定結果 塊規83塊00-3433ccd90500354等2級 外觀無影響使用準確度的外觀缺陷√ 各部分相互作用移動平穩無阻滯× 見下表 圓弧內量爪實際尺寸修理后的實際值√ 刀口內量爪實際尺寸修理后的實際值/ 備注; 受檢點(mm) 誤差(mm) 零值誤差 零刻線重合度±0.005mm,尾刻線重 合度±0.01mm√ 示值誤差允差±0.03
編輯推薦下載
游標卡尺校驗作業指導書
格式:pdf
大小:19KB
頁數:1P
4.8
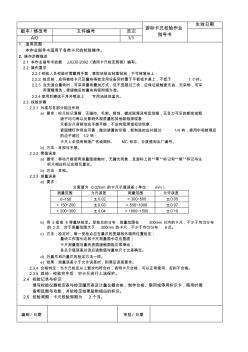
游標卡尺校驗作業 指導書 生效日期 版本/修改號文件編號頁次 a/01/1 1.適用范圍 本作業指導書適用于各類卡尺的校驗操作。 2.操作步驟描述 2.1本作業指導書依據jjg30-2002《通用卡尺檢定規程》編寫。 2.2操作要求 2.2.1校驗人員校驗時需戴棉手套,拿取塊規應輕拿輕放,不可掉落地上; 2.2.2檢定前,應將被檢卡尺及量塊等檢定用設備同時置于平板或木桌上,不低于1小時。 2.2.3當無適合量塊時,可采用量塊疊加方式,但不宜超過三塊,應保證接觸面無油、無雜物,可采 用酒精清洗,使接觸后的量塊有吸附感為準。 2.2.4使用后擦拭干凈并噴涂上專用油放回盒內。 2.3校驗步驟 2.3.1外觀與各部分相互作用 a)要求:標尺標記清晰,無碰傷、毛刺、銹蝕、鍍成脫落及明顯劃痕,無目力可見的斷線或粗 細不均勻等以及影響外觀質量的其他缺陷滯現象; 尺框
改制游標卡尺在里程表軟軸接頭測量中應用熱門文檔
 游標卡尺示值誤差測量結果的不確定度評定和計算
游標卡尺示值誤差測量結果的不確定度評定和計算 游標卡尺示值誤差測量結果的不確定度評定和計算
格式:pdf
大小:170KB
頁數:3P
4.6
游標卡尺是工業上的常用量具,在測量工件寬度、外徑、內徑、深度上都有廣泛的應用。量具的檢測量大,測量數據較多,計算不確定度時容易出錯。文章依據jjg30—2012《通用卡尺檢定規程》分析游標卡尺示值誤差測量結果的不確定度,并利用excel函數公式實現不確定度的自動計算。
不銹鋼整體游標卡尺尺框槽拉削工藝技術攻關 不銹鋼整體游標卡尺尺框槽拉削工藝技術攻關
格式:pdf
大小:66KB
頁數:1P
4.5
不銹鋼整體游標卡尺尺框槽與尺身相配合,尺寸精度、表面粗糙度、形位公差要求高,且加工量大,是尺框加工的難點。采用不銹鋼整體游標卡尺尺框槽拉削工藝,是閉式定位拉削、一次成型的加工方法。
游標卡尺和螺旋測微器原理及練習題(有答案)
格式:pdf
大小:246KB
頁數:3P
4.4
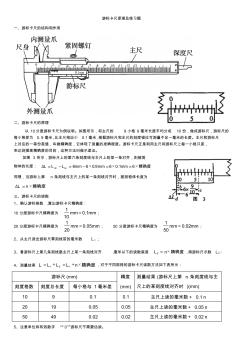
游標卡尺原理及練習題 一、游標卡尺的結構和作用 二、游標卡尺的原理 以10分度游標卡尺為例說明。如圖所示,將主尺的9小格9毫米長度平均分成10份,做成游標尺,游標尺的 每小格即為0.9毫米,比主尺相應小0.1毫米,根據游標尺和主尺的刻度錯位可測量不足一毫米的長度。主尺和游標尺 上對應的一等份差值,叫做精確度,它體現了測量的準確程度。游標卡尺正是利用主尺和游標尺上每一小格只差, 來達到提高精確度的目的,這種方法叫做示差法。 如圖3所示,游標尺上的第六條刻度線與主尺上的某一條對齊,則被測 物體的長度:精確度61.069.066mmmmmmlllbcdc 同理,當游標上第n條刻線與主尺上的某一條刻線對齊時,被測物體長度為 精確度nl 三、游標卡尺的讀數 1、確認游標格數,算出游標卡尺精確度: 10分度游標卡尺精確度為mmmm1.0 10 1 ; 20
里程表檢測儀的設計探索 里程表檢測儀的設計探索
格式:pdf
大小:1.8MB
頁數:1P
4.3
汽車里程表是整個汽車構造中不可缺少的組成部分,它是駕駛員的眼睛,通過它可以直觀的了解掌握和控制汽車輛的運行速度,保證行車安全。
改制游標卡尺在里程表軟軸接頭測量中應用精華文檔

全國鐵路里程表2
格式:pdf
大小:31KB
頁數:2P
4.5
全國鐵路主要站間貨運里程表單位:公里 北 京 北京 天 津 137 天津 沈 陽 741707 沈陽 長 春 10461012305 長春 哈 爾 濱 12881354547242 哈爾濱 濟 南 497360106713721614 濟南 合 肥 1074973168019852227613 合肥 南 京 11601023173020352277663312 南京 上 海 14631326203323352577966615303 上海 杭 州 158914522159246427061092451429201 杭州 南 昌 144914442151245626891137478838837636 南昌 福 州 233421972904320934511837119
卡箍接頭尺寸 (2)
格式:pdf
大小:79KB
頁數:2P
4.6
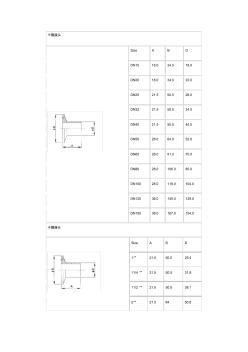
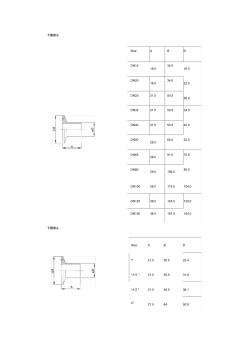
卡箍接頭 sizeabd dn1518.034.018.0 dn2018.034.022.0 dn2521.550.528.0 dn3221.550.534.0 dn4021.550.540.0 dn5028.064.052.0 dn6528.091.070.0 dn8028.0106.085.0 dn10028.0119.0104.0 dn12538.0145.0129.0 dn15038.0167.0154.0 卡箍接頭 sizeabd 1″21.550.525.4 11/4″21.550.531.8 11/2″21.550.538.1 2″21.56450.8 21/2″21.577.563.5 3″21.591.076.3 3


卡箍接頭尺寸
格式:pdf
大小:181KB
頁數:2P
4.8
卡箍接頭 sizeabd dn1518.034.018.0 dn2018.034.022.0 dn2521.550.528.0 dn3221.550.534.0 dn4021.550.540.0 dn5028.064.052.0 dn6528.091.070.0 dn8028.0106.085.0 dn10028.0119.0104.0 dn12538.0145.0129.0 dn15038.0167.0154.0 卡箍接頭 sizeabd 1″21.550.525.4 11/4″21.550.531.8 11/2″21.550.538.1 2″21.56450.8 21/2″21.577.563.5 3″21.591.076.3 3
卡箍接頭尺寸
格式:pdf
大小:186KB
頁數:2P
4.6
卡箍接頭 sizeabd dn15 18.0 34.0 18.0 dn20 18.0 34.0 22.0 dn2521.550.5 28.0 dn3221.550.534.0 dn4021.550.540.0 dn50 28.0 64.052.0 dn65 28.0 91.070.0 dn80 28.0106.0 85.0 dn10028.0119.0104.0 dn12538.0145.0129.0 dn15038.0167.0154.0 卡箍接頭 sizeabd t21.550.525.4 11/4"21.550.531.8 11/2"21.550.538.1 2"21.56450.8 卡箍接頭 21/2"21.577.563.5 3〃
改制游標卡尺在里程表軟軸接頭測量中應用最新文檔

卡箍接頭尺寸 (2)
格式:pdf
大小:46KB
頁數:3P
4.3
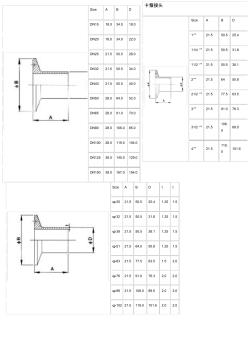
sizeabd dn15 dn20 dn25 dn32 dn40 dn50 dn65 dn80 dn100 dn125 dn150 卡箍接頭 sizeabd 1″ 11/4″ 11/2″ 2″64 21/2″ 3″ 31/2″ 4″ 卡箍接頭 sizeabdtt φ25 φ32 φ38 φ51 φ63 φ76 φ89 φ102
卡箍接頭尺寸 (3)
格式:pdf
大小:89KB
頁數:1P
4.4
sizeabdtt φ2521.550.525.41.251.5 φ3221.550.531.81.251.5 φ3821.550.538.11.251.5 φ5121.564.050.81.251.5 φ6321.577.563.51.52.0 φ7621.591.076.32.02.0 φ8921.5108.089.02.02.0 φ10221.5119.0101.62.02.0 sizeabd dn1518.034.018.0 dn2018.034.022.0 dn2521.550.528.0 dn3221.550.534.0 dn4021.550.540.0 dn5028.064.052.0 dn6528.091.0
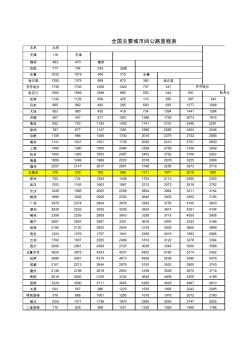
全國主要城市間公路里程表 (3)
格式:pdf
大小:126KB
頁數:5P
4.5
北京北京 天津118天津 錦州483470錦州 沈陽717704234沈陽 長春10321019549315長春 哈爾濱13921379909675360哈爾濱 齊齊哈爾1739172612561022707347 牡丹江158215691099865550344691 吉林11421129659425110250597440 丹東96596248228560093012771048 大連903890420419734109414411284 濟南45734781710511366172620731916 青島832722119214261741210124482291 徐州787677114713811696205624032
不銹鋼游標卡尺刻線鍍黑鉻 不銹鋼游標卡尺刻線鍍黑鉻
格式:pdf
大小:131KB
頁數:未知
4.6
游標卡尺刻線鍍黑鉻工藝,是在需要刻度的尺面上,涂一層感光膠膜,然后利用光化學作用將需要的刻線和文字等,由底版經過感光復制在游標卡尺的表面感光膜上。有圖線處的膠膜因未受光的作用仍可溶于溶劑,在溶去這部份膠膜后,尺表面的基體金屬就按底版相同的圖線裸露出來。而沒圖線
用專用游標卡尺測量成卷窄帶鋼寬度 用專用游標卡尺測量成卷窄帶鋼寬度
格式:pdf
大小:140KB
頁數:未知
4.4
我廠自制了帶卷寬度專用游標卡尺,不用開卷就可以測量帶鋼中部寬度尺寸。現將帶卷寬度專用游標卡尺的構造及使用方法簡介如下。1.帶卷寬度游標卡尺的構造該卡尺由帶有固定卡腳的主尺和帶活功卡腳的游標組成,如圖1所示。固定卡腳和活動卡腳的高度h可按下式選取:h=1/2(d-d)+3~5mm式中d—帶卷外徑,mm;d—卷筒直
測量鋼絲繩直徑寬鉗游標卡尺試制獲得成功 測量鋼絲繩直徑寬鉗游標卡尺試制獲得成功
格式:pdf
大小:143KB
頁數:未知
4.6
iso3178——74明確規定:鋼絲繩實際直徑的測量,要用合適的游標卡尺,即卡尺的鉗口的寬度,不得小于相鄰兩股的寬度。1987年冶金部標準所在湖北召開的鋼絲繩標準審定會上通過的新鋼絲繩國家標準中,對鋼絲繩實際直徑的測量,亦作出同樣規定。上海第二鋼鐵廠從1986年起,對寬鉗游標卡尺進行試制,在上海量具廠配合下,試制成
改制游標卡尺在里程表軟軸接頭測量中應用相關
文輯推薦
知識推薦
百科推薦


職位:機電/土建專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


