

改造無心磨床砂輪修正器擋片上的壓槽鐵
格式:pdf
大小:119KB
頁數:1P
人氣 :54
 4.7
4.7
我廠共有四臺M1083無心磨床。加工氣缸套修整砂輪時,磨削輪修整器上的擋片在上下壓槽鐵里移動,以防止灰塵和水沫飛出。在使用過程中,這些灰塵和水沫組成的臟物在下壓槽鐵里慢慢積累,最后形成很硬的臟物,見圖1。使磨削輪修整器上的擋片,不能在下



簡述螺紋磨床砂輪修整器的改造
格式:pdf
大小:263KB
頁數:4P
砂輪修整器是螺紋磨床中關鍵部件之一,其結構直接影響了螺紋磨床的整體剛性和加工質量以及使用壽命。文章簡述了y7520w萬能螺紋磨床砂輪修整器的改造方法,介紹了滾柱導軌副的裝配和調整,以及砂輪磨具的裝配和調整。砂輪修整器改造效果良好,不僅縮短了維修工作時間,而且提高了生產效率。
 M1080無心磨床冷卻水箱改造
M1080無心磨床冷卻水箱改造 M1080無心磨床冷卻水箱改造
格式:pdf
大小:1.8MB
頁數:3P
針對m1080無心磨床水箱體積小,影響產品加工質量的問題,對該水箱進行了改造,增加了一個大水箱,使大小水箱相連形成新循環冷卻系統,保證了產品質量。
編輯推薦下載
無心磨床托板支承面硬質合金片的粘結 無心磨床托板支承面硬質合金片的粘結
格式:pdf
大小:153KB
頁數:1P
4.3
大批量生產小鉆頭時,外圓的粗磨、半精磨、精磨等都采用高效率的無心磨床,班產量達二萬多件,因此托板的支承面極易磨損成弧形凹坑,影響加工質量。為解決磨損問題,在托板支承面上鑲焊硬質合金一片(圖1)。由于支承面的寬度很小,在銅焊硬質合金片時,高溫使托板體彎曲,并使硬質合金片產生熱應力,引起罅裂和降低耐用度。為此,多年來我們采用各種低溫粘結劑進行了試膠與應用,認為sl型環氧膠粘劑比較滿意,該膠由上
MG10100/3空調壓縮機曲軸無心磨床
格式:pdf
大小:37KB
頁數:2P
4.7
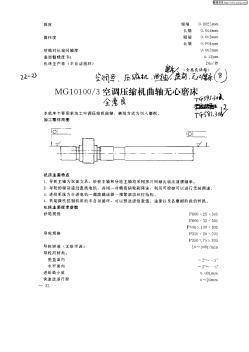
12—2) 圓度 圓柱度 短端對長端同軸度 表面粗糙度ra 機床生產率(半自動循環) 短端0.0025mm 長端0.003mm 短端0.o03mm 長端0.004ram 0.00jmm 0.32f*m 空研考.麼帆.藝 mg10100/3縮機曲軸無心磨加 金惠良 率機床主要用來加工空調壓縮機曲軸,唐削方式為切八磨削。f辱f.{d 加-r零件簡圖。’ 機床主要特點 1.導輪主軸為雙面支承,砂輪主軸和導輪主軸均采用多片短軸瓦動壓油膜軸承。 2.導輪的驅動通過直流電機,并用一對精密蝸輪副降速,利用可控硅可以進行無級調速 3.進給系統為步進電機一諧波減速器預緊滾動絲杠結構。 4.采用微機控制機床的半自動循環,可以預選進給數值、速度以及各磨削階段的轉換。 機床主要技術參數 砂輪規格 導輪規格 導輪轉速
改造無心磨床砂輪修正器擋片上壓槽鐵熱門文檔
MG7340磨床砂輪修整器的改造
格式:pdf
大小:281KB
頁數:2P
4.7
針對mg7340磨床原砂輪修整器存在的不足,設計了一種由底座和金剛石修整筆組成的簡易砂輪修整器,由此修整器修整的砂輪滿足了高精度軸承零件的磨削要求,大大地提高了工件尺寸集中度和合格率,保證了工件的磨削質量,取得了良好的使用效果和經濟效益。

新型絲杠磨床砂輪修整器設計
格式:pdf
大小:3.7MB
頁數:49P
4.6
本科畢業設計(論文)通過答辯 摘要 本文對砂輪修整器作了較為系統的介紹,講述了砂輪修整器的歷史背景和將來的 發展方向。基于砂輪修整器的發展現狀,提出了一種新型絲杠磨床砂輪修整器結構。 在設計過程中,對其結構進行了分析,使其能夠完成修整砂輪外輪廓的動作。修整砂 輪時修整輪與被修整輪的接觸面能夠保持垂直。對該機構進行了簡單的受力分析;確 定了各個零件的尺寸,并運用pro/e軟件設計出各零件的三維結構和組裝圖。用cad 軟件畫出了零件圖和裝配圖。通過之前的計算選取電機,最后完成該機構的設計。 關鍵詞修整器機械設計絲杠磨床 本科畢業設計(論文)通過答辯 abstract inthispaper,anewtypesgridingwheeldresserwasintroduced.thehistorical backgroundofgrindingwhe
普通砂輪磨床的砂帶改造技術 普通砂輪磨床的砂帶改造技術
格式:pdf
大小:343KB
頁數:4P
4.5
在討論了普通砂輪磨床和精密砂帶磨床加工技術的基礎上,針對砂帶磨床的特點,提出了砂帶磨床的改進技術以及具體的改進方案,最后對改進方案的效果進行了對比,結果顯示改造后的砂帶磨床提高了生產效率,降低了加工成本。
微型鉆頭磨床砂輪軸振動的分析與消除 微型鉆頭磨床砂輪軸振動的分析與消除
格式:pdf
大小:416KB
頁數:3P
4.5
微型鉆頭磨床砂輪軸振動嚴重地影響了鉆頭加工精度。通過對砂輪軸的傳遞矩陣建模分析,發現砂輪軸軸承剛度和砂輪尺寸是影響其振動的固有頻率與振型的兩個主要因素。軸承剛度越高,砂輪尺寸越小,其各階固有頻率越高;由于砂輪不對稱布置,砂輪尺寸越大,各階振型的振幅也越大。在調整砂輪軸軸承預緊前,采用machineryanalyzermodel2130振動分析儀的測試結果也顯示該砂輪軸在低頻部分的振動較為嚴重,預緊軸承和精修砂輪后,振動消除。
磨床數控化改造中砂輪形狀的自動檢測與修整 磨床數控化改造中砂輪形狀的自動檢測與修整
格式:pdf
大小:478KB
頁數:4P
4.5
在磨削加工中,砂輪的磨損狀態是砂輪磨削性能好壞的重要指標之一,它影響著磨削加工的生產效率和加工質量。自1974年第一臺單片機問世以來,給現代工業測控領域帶來了一次新的技術革命,目前已廣泛應用于汽車、機床、家電、玩具等領域,技術相當普及成熟,利用單片機技術在磨床數控化改造中控制砂輪的磨損檢測與修整具有重要的現實意義。
改造無心磨床砂輪修正器擋片上壓槽鐵精華文檔
 602(M)型砂輪劃片機的微機改造
602(M)型砂輪劃片機的微機改造 602(M)型砂輪劃片機的微機改造
格式:pdf
大小:262KB
頁數:2P
4.5
602和602(m)型砂輪劃片機是美國mai公司八十年代初的產品,它是該公司1006型自動砂輪劃片機的前身,其水平相當于日本disco公司的dad—2h/5型劃片機。我國半導體器件廠在八十年代初引進了大量該種劃片機,如今役齡已十年有余,許多機器已從生產線上退了下來。總的說來,該機的機械部分尚能運轉,而電氣部分故障頻繁,甚至無法正常工作。我們對機電部某元器件廠的兩臺由美國mai公司搭送,且一直未開起來過的602型砂輪劃片機進行了微機改造,采用mcs—51系列單片機控制,不但使機器恢復了正常工作,而且使操作更加方便,自動化程度更高,機器還具備了各種保護功能,經過在元器件廠的使用證明,對602(m)型砂輪劃片機的微機改造是成功的。
Si片磨削中砂輪粒徑對Si片損傷層的影響 Si片磨削中砂輪粒徑對Si片損傷層的影響
格式:pdf
大小:805KB
頁數:4P
4.6
在直徑300mmsi片制備中,利用雙面磨削技術能為后續加工提供高精度的表面,但si片損傷層厚度較大。通過掃描電子顯微鏡和透射電子顯微鏡對si片表面及截面進行觀察,得到了經不同粒徑的砂輪磨削后的si片的表面及截面形貌、si片的表面及亞表面損傷層的厚度并進行了分析比較。結果表明,用粒度更小的3000#砂輪磨削,能夠有效地降低si片表面及亞表面損傷層的厚度,為優化300mm單晶si片雙面磨削工藝、提高si片表面磨削質量提供了清晰、量化的實驗理論依據。
改造無心磨床砂輪修正器擋片上壓槽鐵最新文檔
汽輪機葉片數控砂帶磨床自動編程系統的開發研究 汽輪機葉片數控砂帶磨床自動編程系統的開發研究
格式:pdf
大小:987KB
頁數:5P
4.4
以vc++為編程語言,應用ug/openapi二次開發工具,通過對葉片實體模型分析、磨削軌跡生成、刀位點計算、磨削干涉校驗和修正及后置處理等關鍵技術的研究,最終開發完成一套五軸聯動汽輪機葉片數控砂帶磨床自動編程原型系統。
汽輪機葉片數控砂帶磨削工藝分析與磨床結構設計 汽輪機葉片數控砂帶磨削工藝分析與磨床結構設計
格式:pdf
大小:442KB
頁數:3P
4.3
文章介紹了汽輪機葉片材質和形狀特點及砂帶磨削特性,進行了葉片砂帶磨削工藝分析,在對葉片磨削運動分析的基礎上,進行了葉片數控砂帶磨床的結構設計,并對砂帶磨床的關鍵結構件進行了力學性能有限元分析。
汽輪機葉片數控砂帶磨床結構設計與分析 汽輪機葉片數控砂帶磨床結構設計與分析
格式:pdf
大小:257KB
頁數:4P
4.7
根據汽輪機葉片型面結構以及砂帶磨削特點,對葉片磨削運動進行了分析,確定了機床的控制運動軸,討論并選擇了可行的機床結構配置方案,進行了六軸聯動汽輪機葉片數控砂帶磨床的整機結構設計,并借助有限元分析軟件,對機床關鍵的基礎件進行了力學性能分析和相應的結構參數優化。
HERKULES數控軋輥磨床砂輪消耗過大的分析與改造 HERKULES數控軋輥磨床砂輪消耗過大的分析與改造
格式:pdf
大小:139KB
頁數:2P
4.6
通過對邯鋼邯寶熱軋廠萬能數控軋輥磨床的結構分析,找到該磨床磨削粗軋支撐輥時砂輪消耗量大的根本原因并加以改進,同時也避免了當軋輥直徑過小時必須拆除軸承座才可磨削的問題。
轉子磨床CNC砂輪修整器的砂輪初始修形方法研究 轉子磨床CNC砂輪修整器的砂輪初始修形方法研究
格式:pdf
大小:410KB
頁數:未知
4.4
采用cnc砂輪修整器使復雜螺旋面工件的精密磨削成為可能,利用cnc砂輪修整器對新砂輪進行初始修形是砂輪修整的關鍵步驟。提出了3種砂輪的初始修形方法,對比了各自的優缺點,為cnc砂輪修整器的初始設計提供了理論基礎,為用戶實際加工提供了操作依據。
關于普通砂輪磨床的砂帶改造技術分析 關于普通砂輪磨床的砂帶改造技術分析
格式:pdf
大小:135KB
頁數:未知
4.8
隨著我國經濟的不斷發展,傳統工業中的機械加工業技術不斷變革。目前國內外砂輪磨削技術已經開始向著自動化、數控化與智能化、精密化方向發展,極大地促進了加工質量與效率的提高。文章基于普通砂輪磨床與精密砂帶磨床加工技術的前提下,提出了砂帶磨床的改進方案,以促進生產效率的提升,降低加工成本。
貫穿切入組合無心磨削法磨削超長螺栓 貫穿切入組合無心磨削法磨削超長螺栓
格式:pdf
大小:165KB
頁數:未知
4.8
公司承接加工了某客戶訂制的高精度超長螺栓,hb某型號產品7×164,在該型號產品的標準中,桿部為7mm的規格,其最長長度是70mm,該產品已遠遠超出其標準中的最長尺寸。該產品的長徑比達1∶22,桿部尺寸精度為7f7(-0.013-0.028)mm,表面粗糙度為ra=0.8μm;如采用車削加工桿部,其桿部尺寸精度和表面粗糙度難以保證,還要考慮到加工零件中心孔的制作和切除,其加工效率也低;如采用外圓磨床頂磨加工,因是細長軸件,會產生桿部彎
改造無心磨床砂輪修正器擋片上壓槽鐵相關
文輯推薦
知識推薦
百科推薦


職位:項目經理一級建造師總工
擅長專業:土建 安裝 裝飾 市政 園林


