

工藝工法QC高層建筑箍筋閃光對焊施工工法
格式:pdf
大小:682KB
頁數:14P
人氣 :99
 4.5
4.5
XXXXXXXXX 箍筋閃光對焊施工工法 [二〇一二年五月五日 ] 目錄 前言 .................................................................................................... 3 一、工法特點 .................................................................................... 3 二、適用范圍 .................................................................................... 4 三、工藝原理 .........................................................



新型閃光對焊箍筋施工工法_secret
格式:pdf
大小:633KB
頁數:14P
新型閃光對焊箍筋施工工法 1.前言 隨著我國城市化進程的加快,高層建筑及超高層建筑如雨后春筍般不斷涌現。由于閃光對焊箍筋受力 性能好,可提高混凝土結構的抗震性,保證混凝土結構工程質量、提高工效、縮短工期、節約鋼材、節約 能源、具有明顯經濟效益和社會效益的技術特點,“閃光對焊箍筋”技術正被廣泛地應用在建筑施工中, 作為一種新技術逐漸受到施工企業普遍重視。 2.工法特點 2.1閃光對焊箍筋施工技術性能可靠,施工工藝成熟,焊接效率高、成本低,焊接速度快、成品合格 率高。 2.2采用閃光對焊箍筋,鋼筋安裝方便,工效快,可保證安裝的柱、梁鋼筋骨架成型尺寸準確,觀感 質量好,有效避免常規箍筋由于彎鉤,對有第二、三排縱向鋼筋位置造成的限制, 2.3閃光對焊箍筋綁扎的鋼筋骨架中沒有彎鉤(除拉筋外),使鋼筋骨架的內部空間變大,有利于混凝 土澆筑,可保證混凝土澆筑質量。 2.4閃光對焊箍筋與普通帶
閃光對焊施工工法
格式:pdf
大小:71KB
頁數:7P
鋼筋閃光對焊工藝標準(414-1996) 范圍本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃光一預熱 閃光焊。施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼 筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切 斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣椧貉? 額定容量kva5075100150150 負
編輯推薦下載
 淺析高層建筑中箍筋閃光對焊技術的應用
淺析高層建筑中箍筋閃光對焊技術的應用 淺析高層建筑中箍筋閃光對焊技術的應用
格式:pdf
大小:174KB
頁數:2P
4.7
箍筋閃光對焊技術近些年來已經逐漸應用到高層建筑的施工當中。箍筋閃光對焊技術的應用在很大程度上彌補了傳統工藝施工困難以及浪費材料的缺點.為了更好的認識與了解高層建筑中箍筋閃光對焊技術,文章主要從工藝特點、操作流程、質量控制以及存在的優勢等方面對箍筋閃光對焊技術在高層建筑當中的應用進行了分析。

箍筋閃光對焊優化
格式:pdf
大小:1.0MB
頁數:3P
4.3
中鐵·西安中心工程柱箍筋閃光對焊優化方案 1 中鐵·西安中心工程 柱箍筋閃光對焊方案 中國中鐵航空港建設集團有限公司 中鐵西安中心工程項目經理部 中鐵·西安中心工程柱箍筋閃光對焊優化方案 2 柱箍筋閃光對焊方案優化 一、概述 本項目位于西安高新區錦業路與丈八一路交匯處,地處高新區 (crbd)范圍內的中國智慧谷內,智慧谷為西高新區cbd的核心區, 四周環繞建筑均為超高層建筑,智慧谷定位為具有復合功能的總部基 地。本工程超高層5a甲級寫字樓,地下3層,地上51層,建筑總高 度為231m。本工程用地面積11005㎡,總建筑面積:133449㎡。 現場柱、梁箍筋可以使用彎鉤形式和閃光對焊形式兩種。 二、經濟技術分析 技術優勢: 1、閃光對焊后的箍筋形成連續不斷的封閉箍筋,能充分發揮箍 筋的受力能力,完全滿足各種受壓、偏心受壓、受彎和受剪箍筋要求, 提高了混
工藝工法QC高層建筑箍筋閃光對焊施工工法熱門文檔
箍筋閃光對焊技術規程
格式:pdf
大小:764KB
頁數:50P
4.7
陜西省工程建設標準 dbj/t61--54-2009 備案號j11600--2010 箍筋閃光對焊技術規程 technicalspecificationforflashbuttwelding ofstirrup 2010-10-29發布2010-01-01實施 陜西省住房和城鄉建設廳 聯合發布 陜西省質量技術監督局 陜西省工程建設標準 箍筋閃光對焊技術規程 technicalspecificationforflashbuttwelding ofstirrup dbj/t61--54-2009 批準部門:陜西省住房和城鄉建設廳 陜西省質量技術監督局 施行日期:2010年1月1號 陜西省

閃光對焊箍筋技術規程..
格式:pdf
大小:660KB
頁數:85P
4.6
貴州省地方標準db dbj52/51-2006 混凝土結構工程 閃光對焊箍筋施工技術規程 (征求意見稿) technicalspecificationofflashbuttwelding stirrupinconcretestructure 2006-×-×發布2007--實施 貴州省建設廳發布 2 貴州省地方標準 混凝土結構工程 閃光對焊箍筋施工技術規程 technicalspecificationofflashbuttwelding stirrupinconcretestructure dbj52/51-2006 主編單位:貴州省建設工程質量監督總站 批準部門:貴州省建設廳 施行日期:2007年月日 2006年××月貴陽 3 關于發布貴州省地方標準
工藝工法QC山東鋼筋工程閃光對焊施工技術交底
格式:pdf
大小:296KB
頁數:11P
4.3
技術交底記錄 魯jj-005 工程名稱xx大廈施工單位xx建筑公司 交底部位工序名稱 交底提要: 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸
閃光對焊
格式:pdf
大小:64KB
頁數:5P
4.7
施工技術交底記錄湘質監統編施2002-11 工程名稱:長沙卷煙廠“十五”技改一期工程聯合工房制絲部分施工單位:中建五局三公司編號:014-1 項目技術負責人:湛裕勤項目專業施工員:李廷勇項目專業質量檢查員:劉加強 專業班組長:林慈平交底時間:2003年11月16日交底地址:項目辦公室 交底內容 1、交底分部(子分部)、分項工程名稱:鋼筋閃光對焊 2、交底執行標準名稱及編號:混凝土結構工程施工工藝標準(zjq00-sg-002-2003) 3、交底內容摘要: 一、工程概況 本工程梁板鋼筋直徑大于φ14的鋼筋采用閃光對焊,閃光對焊在鋼筋加工棚內進行,在加工棚內布置 二臺對焊機。 二、施工準備 1、材料及主要機具 (1)鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書復試報告單。鋼筋應無老銹和油污。 (2)主要機具:um-100對焊機、防護深

閃光對焊箍筋技術規程要點
格式:pdf
大小:660KB
頁數:85P
4.4
貴州省地方標準db dbj52/51-2006 混凝土結構工程 閃光對焊箍筋施工技術規程 (征求意見稿) technicalspecificationofflashbuttwelding stirrupinconcretestructure 2006-×-×發布2007--實施 貴州省建設廳發布 2 貴州省地方標準 混凝土結構工程 閃光對焊箍筋施工技術規程 technicalspecificationofflashbuttwelding stirrupinconcretestructure dbj52/51-2006 主編單位:貴州省建設工程質量監督總站 批準部門:貴州省建設廳 施行日期:2007年月日 2006年××月貴陽 3 關于發布貴州省地方標準
工藝工法QC高層建筑箍筋閃光對焊施工工法精華文檔
控制鋼筋閃光對焊質量qc成果
格式:pdf
大小:966KB
頁數:11P
4.7
中鐵16局集團四公司第25次 (2008年度)qc小組成果 發表會材料 開展qc活動 控制鋼筋閃光對焊質量 單位:中鐵十六局集團四公司 小組名稱:六沾復線w3標工程指揮部一工區qc小組 發表人:王占東 發表日期:二○○八年十一月十二日 -1- 中鐵十六局集團第25次(2008年度)qc小組成果發表會材料 開展qc活動 控制鋼筋閃光對焊質量 一、工程概況 貴昆鐵路六盤水至沾益段新建二線線路全長247.633km,設計時速160km/h,鐵路等級ⅰ級。 w3標段東起天生橋雙線特大橋,西止三聯隧道。正線長度12828.08m。其中天生橋雙線特大橋是全 線最高、跨度最大的橋梁,最高橋墩78m,主跨采用68+2×128+72現澆連續梁,施工難度大,質量 標準高。該橋主筋焊接大量采用閃光對焊技術,因此控制好閃光對焊質量尤為重要。
控制鋼筋閃光對焊質量qc成果
格式:pdf
大小:1.2MB
頁數:9P
4.3
1 控制鋼筋閃光對焊質量 四川省****建設工程有限公司****項目部qc小組 一、工程簡介 成都****工程位于成都溫江區,毗臨中國**博覽會,為****規劃設計研究院及****房地產開發公司聯 合投資興建的商品住宅樓群,建筑面積約十六萬平方米,均為框剪結構,由八幢十八至二十六層住宅樓組 成,分二期開發,一期于二00七年一月三十開工,現主體已全部竣工。該工程主筋焊接大量采用閃光對 焊技術。是公司重點項目之一。 二、小組簡介 小組名稱 四川省****建設工程有 限公司****項目部qc小 組 成立日期2007年5月18日 注冊號****qc〔2007〕002課題登記2007年6月18日 小組組長成果編制人**** qc小組類型現場型qc小組記錄員**** 小 組 成 員 姓名職務姓名職務姓
7.閃光對焊連接施工
格式:pdf
大小:87KB
頁數:8P
4.4
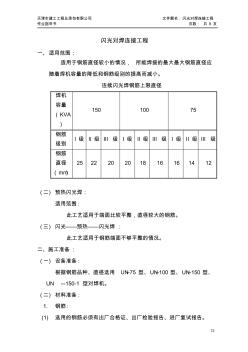
天津市建工工程總承包有限公司文件題名:閃光對焊連接工程 作業指導書頁數:共8頁 72 閃光對焊連接工程 一、適用范圍: 適用于鋼筋直徑較小的情況,所能焊接的最大最大鋼筋直徑應 隨著焊機容量的降低和鋼筋級別的提高而減小。 連續閃光焊鋼筋上限直徑 焊機 容量 (kva ) 15010075 鋼筋 級別 i級ii級iii級i級ii級iii級i級ii級iii級 鋼筋 直徑 (mm) 252220201816161412 (二)預熱閃光焊: 適用范圍: 此工藝適用于端面比較平整,直徑較大的鋼筋。 (三)閃光——預熱——閃光焊: 此工藝適用于鋼筋端面不夠平整的情況。 二、施工準備: (一)設備準備: 根據鋼筋品種、直徑選用un1-75型、un1-100型、un2-150型、 un
噶米工藝工法QC山東鋼筋工程閃光對焊施工技術交底
格式:pdf
大小:295KB
頁數:11P
4.4
技術交底記錄 魯jj-005 工程名稱xx大廈施工單位xx建筑公司 交底部位工序名稱 交底提要: 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸
高層建筑組合幕墻施工工法與工藝的研究
格式:pdf
大小:122KB
頁數:1P
4.4
隨著社會的不斷發展與進步,人們對于建筑外觀設計的要求也越來越高。本文對幕墻的建筑設計中,如玻璃幕墻、金屬幕墻以及石材幕墻的組合施工工法以及工藝等方面進行了探討和研究,希望能夠對高層建筑組合幕墻施工工法與工藝的提升有所幫助。
工藝工法QC高層建筑箍筋閃光對焊施工工法最新文檔
工藝工法QC山東鋼筋工程閃光對焊施工技術交底(1)
格式:pdf
大小:296KB
頁數:11P
4.8
技術交底記錄 魯jj-005 工程名稱xx大廈施工單位xx建筑公司 交底部位工序名稱 交底提要: 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸
工藝工法QC山東鋼筋工程閃光對焊施工技術交底收集資料
格式:pdf
大小:295KB
頁數:11P
4.6
技術交底記錄 魯jj-005 工程名稱xx大廈施工單位xx建筑公司 交底部位工序名稱 交底提要: 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸

工藝工法QC超高層建筑工程管井立管“倒裝法”施工工法(附圖)
格式:pdf
大小:4.6MB
頁數:17P
4.3
1 前言 在目前超高層建筑管井立管施工技術中,通常采用傳統的“正裝法”進行 管井立管施工,其施工順序為由下向上逐根連接安裝,每層均要放置管道, 并水平運輸至管井處,此種方法大大增加料管道垂直及水平運輸次數,降 低施工效率,增大的安全風險,并且在立管之間對接施工中,上下管道對 正并保持垂直度困難,對于空間狹小的管井,施工難度大,質量很難保證。 另一種超高層管井立管施工是采用“組合立管施工方法”,此施工方法為管井 立管安裝伴隨在結構施工中,其管井內所有立管進行組合,并提前在廠房 進行預制,在國內使用較少,而且組合立管施工垂直吊裝難度大,由其是 上下兩組組合立管之間對接時,很難保證每個立管接口的垂直度,并且給 立管之間連接帶來很大難度,不能保證施工安全。 根據目前超高層管井立管施工現狀,結合xx證券交易所營運中心這一 工程實際,我們提出了一種新的管井立管施工技術,即“倒裝法”施工技術。
工藝工法QC超高層建筑工程管井立管“倒裝法”施工工法(附圖)
格式:pdf
大小:247KB
頁數:10P
4.3
前言 在目前超高層建筑管井立管施工技術中,通常采用傳統的“正裝法”進行管井立管 施工,其施工順序為由下向上逐根連接安裝,每層均要放置管道,并水平運輸至管 井處,此種方法大大增加料管道垂直及水平運輸次數,降低施工效率,增大的安全 風險,并且在立管之間對接施工中,上下管道對正并保持垂直度困難,對于空間狹 小的管井,施工難度大,質量很難保證。另一種超高層管井立管施工是采用“組合立 管施工方法”,此施工方法為管井立管安裝伴隨在結構施工中,其管井內所有立管進 行組合,并提前在廠房進行預制,在國內使用較少,而且組合立管施工垂直吊裝難 度大,由其是上下兩組組合立管之間對接時,很難保證每個立管接口的垂直度,并 且給立管之間連接帶來很大難度,不能保證施工安全。 根據目前超高層管井立管施工現狀,結合xx證券交易所營運中心這一工程實 際,我們提出了一種新的管井立管施工技術,即“倒裝法”施工技術。 現以
鋼筋閃光對焊
格式:pdf
大小:58KB
頁數:7P
4.5
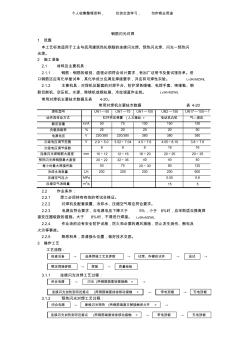
1 鋼筋閃光對焊 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃 光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試 報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊 性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、 絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據 表4-20 焊機型號un1— 50 un1—75un1— 100 un2—150un17—150 —1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣—液壓 額定容量kva50751001
高層建筑多層地下室全逆作法施工工法
格式:pdf
大小:1.0MB
頁數:12P
4.3
高層建筑多層地下室全逆作法施工工法 1、前言 隨著我國城市人口的不斷增長和土地資源的急劇緊張使得城市 中的高層建筑和地下工程越來越多,截止2014年,中國已成為世界
高層建筑多層地下室結構逆作法施工工法
格式:pdf
大小:8KB
頁數:3P
4.6
高層建筑多層地下室結構逆作法施工工 法 高層建筑多層地下室結構逆作法施工工法在建筑物和管線密集的地下高水位軟土地基上建 造高層建筑多層地下室,對深基坑的圍護變形和土體的位移、地表和管線沉降等各項指標均 有嚴格要求。采用“高層建筑地下室逆作法施工技術”能有效地保護周邊環境,且具有施工 工期快,支護
閃光對焊焊接工藝評定
格式:pdf
大小:108KB
頁數:7P
4.3
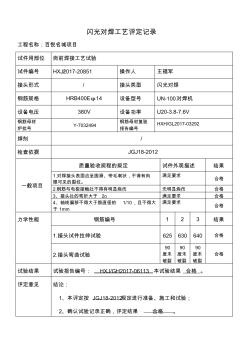
閃光對焊工藝評定記錄 工程名稱:百悅名城項目 試件用部位崗前焊接工藝試驗 試件編號hxj/2017-20851操作人王福軍 接頭形式/接頭類型閃光對焊 鋼筋規格hrb400eφ14設備型號un-100對焊機 設備電壓380v設備功率u20-3.8-7.6v 鋼筋母材 爐批號 y-7032494 鋼筋母材復驗 報告編號 hxh/gl2017-03292 焊劑/ 檢查依據jgj18-2012 一般項目 質量驗收規程的規定試件外觀描述結果 1.對焊接頭表面應呈圓滑、帶毛刺狀,不得有肉 眼可見的裂紋。 滿足要求 合格 2.鋼筋與電極接觸處不得有明顯燒傷無明顯燒傷合格 3、接頭處的彎折大于2o滿足要求合格 4、軸線偏移不得大于筋直徑的1/10,且不得大 于1mm 滿足要求 合格 力學性能鋼筋編號123結果 1.接頭試件拉伸試驗6
(工程文檔)鋼筋閃光對焊施工工藝
格式:pdf
大小:42KB
頁數:5P
4.6
個人收集整理資料,僅供交流學習,勿作商業用途 鋼筋閃光對焊 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃光一預熱閃 光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進 口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性實驗。lv3knmzwil 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼 筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。lv3knmzwil 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據表4-20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱>電動機
工藝工法QC高層建筑箍筋閃光對焊施工工法相關
文輯推薦
知識推薦
百科推薦


職位:一級結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


