

優化工藝參數提高冷鐓鋼08A等軸晶率
格式:pdf
大小:372KB
頁數:2P
人氣 :68
 4.4
4.4
本文主要以馬鋼2#連鑄機生產的冷鐓鋼為研究對象,通過工業實驗,分析低倍組織,得到提高等軸晶比率的工藝優化參數。實驗結果表明,一次冷卻水流量減小了25%,等軸晶率提高了14%;二冷強度減小了18%,等軸晶率提高了22%;增加電磁攪拌強度,減小攪拌頻率,提高了等軸晶率,電流為500A,頻率為3Hz時等軸晶率達到21%;鋼中Als從0.03%增加到0.06%,等軸晶率從0增加為18%。



ML08AL冷鐓鋼
格式:pdf
大小:143KB
頁數:1P
實用標準文案 精彩文檔 ml08al冷鐓鋼 一:ml08al對應的相似牌號 中國gb:ml08al代號:iscu40048 中國臺灣cns:swrch8a 日本jis:swrch8a 美國astm/aisi:1010 國際iso:cc8x 二:化學成分:(質量分數%) c≤0.06 si≤0.10 mn≤0.30-0.60 p≤0.035 s≤0.035 al≤0.020 三:力學性能: 抗拉強度σb(mpa):≥470 斷面收縮率ψ(%):≥60 四:特點與用途 特點:具有很高的塑性,冷鐓成形性好;起抗拉強度和屈服強度與08鋼接近。用途:用于制 作鉚釘,螺母,螺栓等。

一種提高430鐵素體不銹鋼鑄錠等軸晶率的熔煉方法
格式:pdf
大小:96KB
頁數:1P
劉 誠 典型盤條拉拔斷裂失效原因分析 圖11 b90siql盤條斷口縱向金相組織 fig.11 longitudinalmetalographicstructureof b90siqlwirerodfracture 需要經過大減面率的拉拔;彈簧鋼調質處理前均 需要進行拉拔。而盤條在生產過程中要經過多道 次壓下、在打捆入庫過程中需多次搬運、從鋼廠到 用戶工廠之間均需要經過長途運輸,盤條表面極 易發生擦傷、劃傷、擠壓、異物壓入等缺陷,從而在 拉拔過程中缺陷部位將成為應力集中點,導致拉 拔斷裂。因此盤條表面存在的任何缺陷都有可能 成為斷裂的起源。 除表面損傷所致的斷裂外,異常組織也是導 致盤條加工斷裂的一種常見原因。彈簧鋼盤條正 常熱軋態組織為鐵素體+索氏體+珠光體組織, 高碳鍍鋅鋼絲用盤條正常組織為索氏體組織。由 于元素偏析、冷卻異常等原因將導致盤條中出現 馬氏體、貝氏體異
編輯推薦下載

一種提高430鐵素體不銹鋼鑄錠等軸晶率的熔煉方法 (2)
格式:pdf
大小:96KB
頁數:1P
4.3
劉 誠 典型盤條拉拔斷裂失效原因分析 圖11 b90siql盤條斷口縱向金相組織 fig.11 longitudinalmetalographicstructureof b90siqlwirerodfracture 需要經過大減面率的拉拔;彈簧鋼調質處理前均 需要進行拉拔。而盤條在生產過程中要經過多道 次壓下、在打捆入庫過程中需多次搬運、從鋼廠到 用戶工廠之間均需要經過長途運輸,盤條表面極 易發生擦傷、劃傷、擠壓、異物壓入等缺陷,從而在 拉拔過程中缺陷部位將成為應力集中點,導致拉 拔斷裂。因此盤條表面存在的任何缺陷都有可能 成為斷裂的起源。 除表面損傷所致的斷裂外,異常組織也是導 致盤條加工斷裂的一種常見原因。彈簧鋼盤條正 常熱軋態組織為鐵素體+索氏體+珠光體組織, 高碳鍍鋅鋼絲用盤條正常組織為索氏體組織。由 于元素偏析、冷卻異常等原因將導致盤條中出現 馬氏體、貝氏體異
 砂帶磨削Q235鋼工藝參數對去除率的影響
砂帶磨削Q235鋼工藝參數對去除率的影響 砂帶磨削Q235鋼工藝參數對去除率的影響
格式:pdf
大小:227KB
頁數:4P
4.8
采用盤圓砂鋼機對q235鋼進行了砂帶磨削試驗研究,對磨削后工件的材料去除率進行了分析,討論了其最佳工藝參數組合。結果表明:在盤圓砂鋼機砂帶磨削q235鋼過程中,線材速度對材料去除率的影響最為顯著,其次為工作臺轉速、砂帶粒度,砂帶張緊力的影響最小。僅考慮對材料去除率的影響時,最佳工藝參數組合為:砂帶張緊力200n,工作臺轉速500r/min,砂帶粒度120#,線材速度為50m/min。此時得到的材料去除率為6.8602g/s。
工藝參數提高冷鐓鋼08A等軸晶率熱門文檔
工藝參數對頁巖磚表面氡析出率的影響 工藝參數對頁巖磚表面氡析出率的影響
格式:pdf
大小:587KB
頁數:4P
4.6
采用活性炭盒法吸附頁巖樣品磚(在不同工藝參數條件下制備)表面析出的氡氣,運用高純鍺探測器測量氡子體214pb特征峰射線的計數,得出頁巖樣品磚表面氡析出率。通過比較,分析出不同工藝參數(煤矸石的含量、負壓、焙燒溫度)時頁巖磚表面氡析出率的影響。
三軸施工工藝參數表
格式:pdf
大小:38KB
頁數:3P
4.4
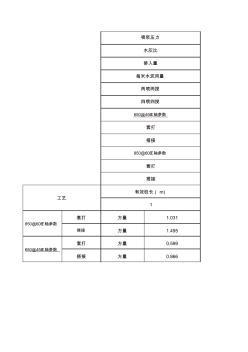
套打方量1.031 搭接方量1.495 套打方量0.599 搭接方量0.866 工藝 850@600三軸參數 650@450三軸參數 有效樁長(m) 1 850@600三軸參數 套打 搭接 650@450三軸參數 套打 搭接 每米水泥用量 兩噴兩攪 四噴四攪 噴漿壓力 水灰比 摻入量 0.4~0.6mpa 1:1.5 20% ≥100kg 兩次噴漿 四次噴漿 單幅搭接200 每完成一幅機械移動0.9m 每完成一幅機械移動1.3m 單幅搭接250 每完成一幅機械移動1.2m 每完成一幅機械移動1.8m 摻入量 15% 每立米方水泥漿水泥量1.5336kg/m3 每立米方水泥漿水泥量1.5336kg/m3 每立米方水泥漿水泥量1.5195kg/m3 每立米方水泥漿水泥量1.5195kg/m3 水灰比 1 單樁直徑850軸與軸間距600 搭接85
鋼化爐工藝參數
格式:pdf
大小:20KB
頁數:1P
4.4
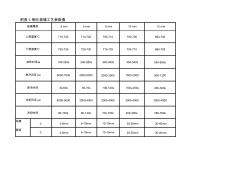
715-725710-720705-715700-705690-700 725-735720-730715-725705-710695-705 190-240s240-280s340-400s450-540s540-650s 6000-70004000-50002000-30001500-2000800-1200 40-60s50-70s100-140s150s-200s200-300s 4000-50003000-40002000-40003000-40003000-4000 80-100s90-140s100-150s200-300s250-350s 風柵 上3-6mm6-10mm10-15mm20-30mm30-40mm 高度 下3-6mm6-10mm10-15mm20-30mm30-40mm 冷卻時間 上部

工藝參數提高冷鐓鋼08A等軸晶率精華文檔

 提高低碳冷鐓鋼絲磷化膜面質量的工藝研究
提高低碳冷鐓鋼絲磷化膜面質量的工藝研究 提高低碳冷鐓鋼絲磷化膜面質量的工藝研究
格式:pdf
大小:502KB
頁數:2P
4.5
介紹低碳冷鐓鋼絲磷化過程的7個階段,并對磷化機制進行詳細分析,給出磷化過程的反應公式,指出增加磷化液中zn2+的含量可以提高磷化膜面質量。試驗中逐步提高磷化液的總酸度,并適當延長磷化時間。試驗結果顯示:總酸度提高到100點左右,磷化時間在10min以上時,磷化膜面質量可增加到10g/m2以上,但要加大磷化液循環,防止出現晶粒粗大現象。金相分析顯示:磷化膜面質量達到9g/m2以上時,出現粗結晶磷化組織。
優化翼板鋼工藝 提高翼板鋼成材率 優化翼板鋼工藝 提高翼板鋼成材率
格式:pdf
大小:105KB
頁數:2P
4.7
由于采用小規格坯料軋制大規格翼板鋼,存在軋件切頭長度大、成材率低等問題,通過優化改造孔型系統,減小頭部寬展差,減少切頭尾長度,控制軋制過程中的不穩定因素并減少中間軋廢,產品寬度控制穩定,寬度差在±1mm之內,提高了翼板鋼的成材率,大規格翼板鋼的成材率達到了92%以上。
ML08AL冷鐓鋼(20201012164017)
格式:pdf
大小:143KB
頁數:1P
4.4
ml08al冷鐓鋼 一:ml08al對應的相似牌號 中國gb:ml08al代號:iscu40048 中國臺灣cns:swrch8a 日本jis:swrch8a 美國astm/aisi:1010 國際iso:cc8x 二:化學成分:(質量分數%) c≤0.06 si≤0.10 mn≤0.30-0.60 p≤0.035 s≤0.035 al≤0.020 三:力學性能: 抗拉強度σb(mpa):≥470 斷面收縮率ψ(%):≥60 四:特點與用途 特點:具有很高的塑性,冷鐓成形性好;起抗拉強度和屈服強度與08鋼接近。用途:用于 制作鉚釘,螺母,螺栓等。
高強鋼板沖壓成形的回彈規律與工藝參數研究 高強鋼板沖壓成形的回彈規律與工藝參數研究
格式:pdf
大小:1.2MB
頁數:4P
4.3
高強鋼板沖壓成形的回彈問題在很大程度上制約了其深入應用,合理的工藝是減少回彈的關鍵和有效途徑之一.建立了曲面扁殼件沖壓成形的有限元模型,基于正交試驗法研究了工藝參數,包括壓邊力、摩擦系數、板厚以及拉深筋的布置方式對回彈的影響規律,采用普通鋼板和高強鋼板分別進行了沖壓成形實驗,并與數值模擬結果進行對比.結果表明,高強鋼板沖壓成形的回彈較大,但通過合理的壓邊力和拉深筋布置方式可以實現高強鋼板沖壓成形回彈的有效控制.
工藝參數提高冷鐓鋼08A等軸晶率最新文檔
熱軋工藝參數對GCr15軸承鋼晶粒度的影響 熱軋工藝參數對GCr15軸承鋼晶粒度的影響
格式:pdf
大小:192KB
頁數:3P
4.6
為實現奧氏體再結晶控制軋制,根據石鋼30t轉爐生產的gcr15軸承鋼再結晶圖,結合現場1150~910℃14道次軋制φ35mm圓鋼的工藝制度,通過gleeble1500熱模擬試驗機對gcr15連鑄坯切取的試樣進行1150~910℃6道次的模擬試驗。模擬試驗結果表明,通過累計變形量82%,試樣的再結晶率達91%,晶粒度為6級。若提高φ530mm軋機的實際軋制的壓下量,使累計變形量由52%提高至60%,可使φ35mmgcr15軸承鋼的晶粒進一步細化。
鋼化玻璃工藝參數的設定
格式:pdf
大小:92KB
頁數:5P
4.5
在鋼化玻璃工藝過程控制當中,工藝參數的設定是否合理對產品的質量和成品率起著決定性的作用,在對每一個參數進行設定時,必須了解該參數的作用和設定的依據,以及相關參數之間的相互作用,才能保證優質合理工藝的實現。筆者通過多年的生產實踐,針對玻璃加熱、冷卻和成型工藝參數的設定進行分析和探討。

鋼管彎管工藝參數介紹
格式:pdf
大小:65KB
頁數:3P
4.6
硬管彎管工藝參數 一、 目的 為了滿足硬管產品彎管工藝的要求,確保產品在裝配后兩端的密封效果可靠,有 必要對硬管產品彎管所涉及到的相關彎管工藝參數進行整理并歸類,供設計時選用。 二、 相關彎管工藝參數的定義: 1、最合適彎曲半徑r:彎曲時為了保證彎曲圓弧處圓滑,不褶皺而規定的最合適 彎曲r輪半徑。 2、最短距離l1:從管端口至彎曲起彎點間的距離。(見附圖) 3、最短距離l2:連續兩道圓弧間直線段距離。(見附圖) 三、相關彎管工藝參數的主要內容: 一)為了保證彎曲圓弧質量,對以下不同規格的硬管彎曲時所選用的最合適彎曲 半徑進行統計,供設計參考并選用。 序號管材規格(mm)最合適彎曲半徑r序號管材規格(mm)最合適彎曲半徑r 1φ4.76x0.7≥1519φ28x1.5≥105 2φ6.0x0.7≥
切割3mm厚碳鋼工藝參數(精)
格式:pdf
大小:42KB
頁數:1P
4.4
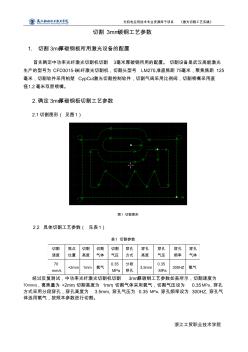
光機電應用技術專業資源庫子項目《激光切割工藝實踐》 浙江工貿職業技術學院 切割3mm碳鋼工藝參數 1.切割3mm厚碳鋼板所用激光設備的配置 首先確定中功率光纖激光切割機切割3毫米厚碳鋼所用的配置。切割設備是武漢高能激光 生產的型號為cfd3015-b光纖激光切割機,切割頭型號lm270,準直焦距75毫米,聚焦焦距125 毫米,切割軟件采用柏楚cypcut激光切割控制軟件,切割氣閥采用比例閥,切割噴嘴采用直 徑1.2毫米雙層噴嘴。 2.確定3mm厚碳鋼板切割工藝參數 2.1切割圖形(見圖1) 圖1切割圖形 2.2具體切割工藝參數(見表1) 表1切割參數 切割 速度 焦點 位置 切割 高度 切割 氣體 切割 氣壓 穿孔 方式 穿孔 高度 穿孔 氣壓 穿孔 頻率 穿孔 氣體 70 mm/s +2mm1mm氧氣 0.35 mpa 分段 穿孔 3.
V型濾池工藝參數
格式:pdf
大小:13KB
頁數:4P
4.4
v型濾池的工藝設計 濾池有多種型式,以石英砂作為濾料的普通快濾池使用歷史悠久。在此基礎上,人們從不同的工藝角度發展了其它型式的快濾 池。v型濾池就是在此基礎上由法國德利滿公司在70年代發展起來的。v型濾池采用了較粗、較厚的均勻顆粒的石英砂濾層; 采用了不使濾層膨脹的氣、水同時反沖洗兼有待濾水的表面掃洗;采用了氣墊分布空氣和專用的長柄濾頭進行氣、水分配等工 藝。它具有出水水質好、濾速高、運行周期長、反沖洗效果好、節能和便于自動化管理等特點。因此70年代已在歐洲大陸廣泛 使用。80年代后期,我國南京、西安、重慶等地開始引進使用。90年代以來,我國新建的大、中型凈水廠差不多都采用了v 型濾池這種濾水工藝,特別是廣東省新建的凈水廠幾乎都采用了v型濾池。91年至94年我公司在沙口水廠(50萬m3/d)的 建設中,首次自行設計、施工安裝了v型濾池。此后我
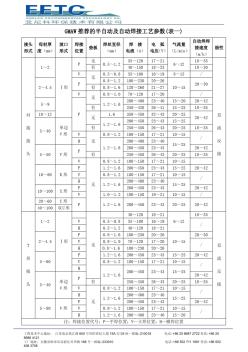
常用焊接工藝參數規范
格式:pdf
大小:81KB
頁數:5P
4.4
*********有限公司 ******09-2015 常用焊接工藝參數規范 編制:________________日期:_______________ 校對:________________日期:_______________ 審核:________________日期:_______________ 批準:________________日期:_______________ 一、目的 為了方便車間在焊接操作過程中能快速查閱相關焊接工藝參數,特整理了本公司常用 的焊接工藝參數。 二、內容 2.1.表1歸納了本公司常用電弧焊用的焊接工藝參數,未在本表內的焊接工藝參數請 查閱《焊接作業指導書(手工電弧焊)》。 表1常用焊條電弧焊用的焊接工藝參數參考表 焊縫空 間位置 焊縫斷面圖 焊件厚度 或焊腳尺 寸/mm 第一層焊縫以后各層
3205號窗框鋼軋制工藝參數測定及分析 3205號窗框鋼軋制工藝參數測定及分析
格式:pdf
大小:287KB
頁數:未知
4.6
本文在現場生產條件下對3205窗框鋼軋制過程中不對稱孔型軋制k_1~k_6的工藝參數進行了測定。對軋制工藝、孔型配置、軋件溫度與電機轉速等問題作了評價,并為進一步改進生產提供了科學數據。
工藝參數提高冷鐓鋼08A等軸晶率相關
文輯推薦
知識推薦
百科推薦


職位:給水排水工程師
擅長專業:土建 安裝 裝飾 市政 園林


