

光纖激光焊接ANSI 304不銹鋼中厚板工藝參數研究
格式:pdf
大小:1.3MB
頁數:6P
人氣 :93
 4.4
4.4
隨著海工裝備和核電工業的發展,對不銹鋼厚板的焊接要求越來越高。采用正交試驗方法對6mm厚的ANSI 304不銹鋼進行光纖激光拼焊,研究了工藝參數(包括激光功率、焊接速度和離焦量)變化對304不銹鋼(0Cr19Ni9)焊接結果的影響,結合激光深熔焊原理對試驗結果進行了理論分析,并對焊接試件進行了拉伸試驗,檢測了焊接試件的拉伸性能,獲得了6mm厚ANSI304不銹鋼激光焊接的最佳工藝參數。



 SUS304不銹鋼中厚板埋弧焊
SUS304不銹鋼中厚板埋弧焊 SUS304不銹鋼中厚板埋弧焊
格式:pdf
大小:273KB
頁數:3P
針對sus304不銹鋼埋弧焊在焊材選用、力學性能試驗、剛性拘束下的開裂及合金元素燒損等問題進行了工藝試驗和理論分析,解釋了sus304不銹鋼埋弧焊中常見的幾個問題,并為此類鋼種的埋弧焊接提供了實踐和理論依據
304不銹鋼薄板激光焊接技術研究
格式:pdf
大小:16.7MB
頁數:67P
????????????304????????????????????????????????????????????????20091216 304??????????????????????????????????????3????????(1?ì1.??6mm???(304)???????????[????]2010????(3?ì1.??.???????????????[?????-????2010(9)2.???????????????????[?????-??2012(1)3.???.??.???.??.???.??????????????????????[?????-????2010(5)?????http
編輯推薦下載
不銹鋼薄板光纖激光焊接的組織與性能觹 不銹鋼薄板光纖激光焊接的組織與性能觹
格式:pdf
大小:984KB
頁數:4P
4.3
采用gsi的jk-200fl型連續光纖激光器實現了0.2mm厚304不銹鋼片的對接焊。在氬氣保護下,優化后工藝參數為激光功率90w,光斑直徑0.2mm,焊接速度1200mm/min,獲得成形良好、無缺陷的焊縫。采用金相顯微鏡可見焊縫組織由邊緣細小的柱狀晶和中心部位細小的等軸晶組成。經硬度測試和彎折測試,表明焊縫處的硬度和強度均達到甚至超過母材。
光纖激光焊接鍍鋅板的工藝研究 光纖激光焊接鍍鋅板的工藝研究
格式:pdf
大小:217KB
頁數:4P
4.4
為提高車身常用鍍鋅板的焊接質量和焊接效率,采用4000w光纖激光對厚度為0.8mm常用的鍍鋅板進行了焊接試驗,分析了焊接速度,焊接氣體和搭接間隙對焊接質量和焊接效率的影響.結果表明:焊接速度隨著功率的增大而加快,,焊接間隙應該控制在0.07-0.1mm之間.
光纖激光焊接ANSI 304不銹鋼中厚板工藝參數研究熱門文檔
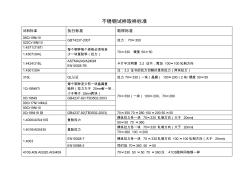
不銹鋼中厚板取樣標準匯編
格式:pdf
大小:43KB
頁數:3P
4.7
不銹鋼試樣取樣標準 試料標準執行標準取樣標準 06cr19ni10 gbt4237-2007拉力:70×350 022cr19ni10 1.4571/316ti 每個鋼種每個規格必須有至 少一塊復驗料(拉力) 70×330硬度50×501.4307/304l 1.4424/316l astma240/a240m en10028-7b卡片中注明要3.2證書,需加100×100軋制方向 1.4301/304注:3.2證書的拉力切割時是雙拉力(兩塊拉力) 316lql認證拉力70×330(一塊)晶腐(100×200)2塊/硬度50×50 1cr18ni9ti 每個鋼種至少有一塊晶腐復 驗料(拉力大于25mm有一塊, 小于等于25mm兩塊) 70×350(一塊)100×200、70×2800cr18ni9gb4237-92=tb35
北美市場不銹鋼中厚板需求疲軟 北美市場不銹鋼中厚板需求疲軟
格式:pdf
大小:83KB
頁數:未知
4.6
近來北美市場不銹鋼中厚板需求仍顯疲弱,分銷商認為盡管前期銷價跟隨廠價有一定提振,但這不會持續,未來價格有下行壓力。
昆山大庚不銹鋼中厚板停產 昆山大庚不銹鋼中厚板停產
格式:pdf
大小:70KB
頁數:1P
4.4
據報道,自2014年4季度開始,昆山大庚不銹鋼產量急劇減少,多數時間段甚至處于停產狀態中。最新的消息顯示,2015年元旦前工廠方面已著手進行員工遣散后的賠償事宜,這也意味著昆山大庚不銹鋼中厚板生產就此全面停止。
光纖激光焊接ANSI 304不銹鋼中厚板工藝參數研究精華文檔
昆山大庚不銹鋼中厚板停產 昆山大庚不銹鋼中厚板停產
格式:pdf
大小:70KB
頁數:1P
4.7
據報道,自2014年4季度開始,昆山大庚不銹鋼產量急劇減少,多數時間段甚至處于停產狀態中。最新的消息顯示,2015年元旦前工廠方面已著手進行員工遣散后的賠償事宜,這也意味著昆山大庚不銹鋼中厚板生產就此全面停止。
昆山大庚不銹鋼中厚板停產 昆山大庚不銹鋼中厚板停產
格式:pdf
大小:70KB
頁數:1P
4.7
據報道,自2014年4季度開始,昆山大庚不銹鋼產量急劇減少,多數時間段甚至處于停產狀態中。最新的消息顯示,2015年元旦前工廠方面已著手進行員工遣散后的賠償事宜,這也意味著昆山大庚不銹鋼中厚板生產就此全面停止。
不銹鋼薄板激光焊接工藝研究 不銹鋼薄板激光焊接工藝研究
格式:pdf
大小:636KB
頁數:3P
4.4
針對不銹鋼薄板的激光焊接進行了研究,分析了激光工藝參數對超薄不銹鋼板焊接質量的影響。結果表明,對于不銹鋼薄板激光焊接,脈沖工作電流和脈沖寬度對焊縫成形影響很大。在合適的工藝參數下,超薄不銹鋼薄板焊縫成形良好,焊接接頭基本與母材等強。
A304不銹鋼薄板激光焊接的光譜分析 A304不銹鋼薄板激光焊接的光譜分析
格式:pdf
大小:188KB
頁數:未知
4.8
為了進一步分析不同焊接參數對a304不銹鋼薄板激光焊接效果的影響,該文在不同的焊接參數和激光輸出方式下,采用avaspec-2048型光纖光譜儀對a304不銹鋼薄板激光焊接的電弧進行了光譜分析。研究結果表明,激光功率、焊接速度和激光輸出方式對激發出特征譜線的元素的種類和激光等離子體中元素的含量有一定的影響。
奧氏體不銹鋼中厚板加熱工藝優化 奧氏體不銹鋼中厚板加熱工藝優化
格式:pdf
大小:168KB
頁數:2P
4.5
介紹了采用空氣、煤氣雙蓄熱式加熱爐生產奧氏體不銹鋼中厚板的加熱工藝制度,通過對加熱溫度、加熱制度、爐內空燃比、殘氧量、板坯在爐時間的調整優化,解決了由于不銹鋼自身特性及加熱制度不合理導致的不銹鋼表面裂紋、色差等質量缺陷。
光纖激光焊接ANSI 304不銹鋼中厚板工藝參數研究最新文檔
金屬超薄板光纖激光焊接 金屬超薄板光纖激光焊接
格式:pdf
大小:1000KB
頁數:4P
4.6
采用連續激光焊接,焊接速度可以達到50~60mm/s,相對于脈沖激光焊接,生產效率上極具優勢。采用波長為1070nm的光纖激光對厚度為0.1mm的304不銹鋼超薄板進行連續激光搭接焊,研究了焊接功率、焊接速度和離焦量等焊接工藝參數對焊縫質量的影響規律。實驗表明,焊接功率的增加會逐步增加焊縫的熔深和熔寬,當焊接功率達到160w時,焊縫在下層板的熔深陡然增大,出現了不銹鋼超薄板的激光深熔焊;此外,相對于負離焦,正離焦更容易得到更深的熔深,但焊縫寬度會略有增加,采用+1mm的離焦量產生大熔深和窄焊寬,因此不銹鋼超薄板激光焊接適宜采用正離焦。
304不銹鋼焊接
格式:pdf
大小:9KB
頁數:1P
4.6
天津金橋焊材集團有限公司www.***.*** 304不銹鋼焊接 一、概述 304不銹鋼(0cr18ni9,aisi304,sus304)是在最初發明的18-8型鉻鎳奧氏體不銹鋼的 基礎上發展演變的鋼種,是不銹鋼的主體鋼種,其產量占不銹鋼總產量的30%以上。它具 有良好的冷、熱加工性能、無磁性和好的低溫性能;耐高溫方面也比較好,一般使用溫度極 限小于650℃。304型不銹鋼具有優良的不銹耐腐蝕性能和較好的抗晶間腐蝕性能。對氧化 性酸,在實驗中得出:濃度≤65%的沸騰溫度以下的硝酸中,304不銹鋼具有很強的抗腐蝕 性。對堿溶液及大部分有機酸和無機酸亦具有良好的耐腐蝕能力,以及大氣、水、蒸汽中耐 蝕性亦佳。 304不銹鋼的良好性能,使其成為應用量最大、使用范圍最廣的不銹鋼牌號,此鋼適于 制造深沖成型的部件以及輸送腐蝕介質管道、容器,

奧托昆普不銹鋼中厚板規格表
格式:pdf
大小:278KB
頁數:8P
4.5
www.***.*** notes:*microstructure:f=ferritic;m=martensitic.d=duplex,a=austenitic.**alsounss31803.***alsounsn08904.(pr):gradesalsoavailableasprodec. §=onrequest.3805,3952&3964=amanox.4696&4698=radionox.treadplateisavailableinsomesteelgradesanddimensions,pleasebeincontactforfurtherinformation. hotrolledplate– pro
 不銹鋼中厚板HNO_3+HF混酸酸洗工藝研究
不銹鋼中厚板HNO_3+HF混酸酸洗工藝研究 不銹鋼中厚板HNO_3+HF混酸酸洗工藝研究
格式:pdf
大小:359KB
頁數:3P
4.6
對不銹鋼中厚板hno3+hf混酸酸洗和常規h2so4+(hno3+hf)酸洗工藝進行了實驗室的對比分析,并對hno3+hf混酸酸洗工藝在生產過程中進行了小批量試驗。結合實驗室和大生產的試驗情況,對兩種酸洗工藝,從酸洗質量、效率、成本、環保、可適合鋼種等方面進行了對比分析,提出了兩種酸洗工藝的優缺點。
采用激光焊接不銹鋼管 采用激光焊接不銹鋼管
格式:pdf
大小:211KB
頁數:未知
4.5
本文分析了氣體保護鎢極電弧焊和感應焊在焊接不銹鋼管時存在的不足,提出了激光焊管工藝。通過理論分析和檢驗結果,論證了激光焊管的優越性。文中還給出激光焊管腫容許的裝配公差,指出了焊接跟蹤的必要性,消除飛濺及整修內圓等工藝措施。
YAG激光焊接不銹鋼薄板焊接工藝參數優化 YAG激光焊接不銹鋼薄板焊接工藝參數優化
格式:pdf
大小:450KB
頁數:未知
4.8
激光焊接是目前應用較廣的激光焊接技術,對于薄板焊接時激光深熔焊接的焊接深熔比可以達到2:1,其焊接強度和穩定都優于傳統焊接。本文采用yag激光器對2mm厚的0gr18ni9進行焊接試驗,測量焊接的熔深和熔寬,并采用正交試驗法進行參數優化,分析激光參數對焊縫的影響,通過顯微硬度測試分析焊接接頭的硬度,為激光焊接工藝參數選擇提供可靠的依據。
光纖激光器不銹鋼薄片焊接工藝 光纖激光器不銹鋼薄片焊接工藝
格式:pdf
大小:951KB
頁數:4P
4.8
主要介紹了運用光纖激光器對0.1mm厚度的不銹鋼金屬片進行激光拼焊的實驗,分析了實驗中激光功率、激光脈寬、焊接速度、激光頻率對形成的熔池和焊接效果的影響,總結了激光薄片焊接的基本要素。
304不銹鋼薄板脈沖激光焊焊接熱過程數值分析 304不銹鋼薄板脈沖激光焊焊接熱過程數值分析
格式:pdf
大小:264KB
頁數:3P
4.5
針對不銹鋼薄板脈沖激光焊接的特點,基于有限元分析軟件ansys,對0.5mm厚的304不銹鋼薄板脈沖激光焊接的熱過程進行三維數值動態模擬。建模時采用實體單元和表面單元結合,并采用焊縫處細密、遠離焊縫處粗略的不均勻網格,除了施加整體與外界的對流散熱條件外,還考慮了工件與夾具之間的傳導換熱,分析了焊接溫度場在工件上的分布規律及工藝參數對焊縫成形的影響,并據此提出了提高不銹鋼薄板激光焊焊接接頭質量的方案。計算結果表明,熔池的尺寸隨輸入能量的變化較為明顯,在激光加熱0.05s后材料開始熔化,熔池呈現大幅度增長趨勢;焊接速度對熔深和熔寬的影響較為顯著,熔寬隨焊接速度的增加而逐漸減小,熔深幾乎與焊接速度成反比,當焊接速度約為0.4m/min時,熔深為0.5mm以上,工件熔透,且深寬比可達到2∶1。計算所得熔池大小與試驗結果基本吻合。
光纖激光焊接ANSI 304不銹鋼中厚板工藝參數研究相關
文輯推薦
知識推薦
百科推薦


職位:專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


