

含高溫孕育劑W4雙相不銹鋼焊條的研究
格式:pdf
大小:75KB
頁數(shù):1P
人氣 :85
 3
3
含高溫孕育劑W4雙相不銹鋼焊條的研究——為進一步提高雙相不鋅鋼焊條的抗裂性能,研制了一種含高溫孕育劑W4的雙相不銹鋼焊條.并對其特銅堆焊焊縫組織、抗裂性等進行了試驗分析,結(jié)果表明該焊條焊縫組織性能良好。



 含高溫孕育劑W4雙相不銹鋼焊條的研究
含高溫孕育劑W4雙相不銹鋼焊條的研究 含高溫孕育劑W4雙相不銹鋼焊條的研究
格式:pdf
大小:28KB
頁數(shù):1P
為進一步提高雙相不銹鋼焊條的抗裂性能,研制了一種含高溫孕育劑w4的雙相不銹鋼焊條,并對其鑄鋼堆焊焊縫組織、抗裂性等進行了試驗分析,結(jié)果表明該焊條焊縫組織性能良好。
雙相不銹鋼焊條的研制 雙相不銹鋼焊條的研制
格式:pdf
大小:81KB
頁數(shù):2P
介紹了雙相不銹鋼焊條af310的研制過程,分析了焊條藥皮渣系、熔敷金屬合金元素對該焊條性能的影響,確定了合理的藥皮配方,所研制的雙相不銹鋼焊條af310工藝性能良好,熔敷金屬機械性能達到或接近國外同類產(chǎn)品水平。
編輯推薦下載
阿維斯塔公司生產(chǎn)的雙相不銹鋼焊條 阿維斯塔公司生產(chǎn)的雙相不銹鋼焊條
格式:pdf
大小:85KB
頁數(shù):1P
4.5
avestawelding公司的雙相產(chǎn)品系列中又有了新品種,ldx2101-4d,這是一種專門用于焊接ldx2101。薄壁管道的涂藥電焊條。ldx2101—4d電焊條具有卓越的電弧穩(wěn)定,除渣,焊池控制和再起弧功能。
海洋工程用雙相與超級雙相不銹鋼焊條的研制 海洋工程用雙相與超級雙相不銹鋼焊條的研制
格式:pdf
大小:603KB
頁數(shù):4P
4.7
研制了雙相和超級雙相不銹鋼焊條,通過準確的焊縫合金、焊芯成分及藥皮組分的設(shè)計,研制出的焊條具有良好的焊接工藝性能,焊縫組織具有比例恰當?shù)蔫F素體和奧氏體含量,兩類焊條焊縫,尤其是超級雙相不銹鋼焊條焊縫,均具有極佳的耐點腐蝕性能、耐晶間腐蝕性能和良好的力學(xué)性能。
高溫孕育劑W4雙相不銹鋼焊條熱門文檔
超級雙相不銹鋼焊條焊縫相比例的影響因素 超級雙相不銹鋼焊條焊縫相比例的影響因素
格式:pdf
大小:757KB
頁數(shù):4P
4.8
研究了25%cr型超級雙相不銹鋼焊條焊縫組織,分析了合金成分及焊接工藝對焊縫組織的影響,結(jié)果表明,焊縫需要較高的鉻鎳當量比值方可達到較理想的組織,手工電弧焊時,焊接熱輸入對焊縫組織的影響不顯著,后續(xù)焊道的退火作用可提高先焊道中奧氏體相的含量。
超級雙相不銹鋼焊條CHS2553的研制 超級雙相不銹鋼焊條CHS2553的研制
格式:pdf
大小:319KB
頁數(shù):4P
4.5
討論了在超級雙相不銹鋼焊條chs2553中,影響熔敷金屬力學(xué)性能以及耐腐蝕性的主要因素。降低焊縫雜質(zhì)含量,合理控制cr、ni、mo、cu、n等元素的含量可以得到較穩(wěn)定合理的雙相組織和優(yōu)良的理化性能。討論了影響焊條工藝性能的主要因素,適當?shù)姆锛胺€(wěn)弧劑的加入,對改善電弧穩(wěn)定性及氣孔敏感性十分有利。通過碳酸鹽和硅鋁酸鹽含量的調(diào)整及適當加入云母等原材料,可顯著提高藥皮的抗發(fā)紅開裂性。經(jīng)檢測,該焊條的各項指標均達到了國標要求,得到用戶的認可。
THAF2209雙相不銹鋼焊條的研制 THAF2209雙相不銹鋼焊條的研制
格式:pdf
大小:150KB
頁數(shù):3P
4.5
通過配方研究,thaf2209雙相不銹鋼焊條采用cao-caf2-tio2-sio2渣系,提高熔渣堿度,有利于減少合金元素燒損,降低焊縫滲si傾向,提高抗氣孔能力。控制碳當量及鎳當量,使焊縫金屬得到穩(wěn)定的相比例。當鐵素體含量控制在40%左右時,焊縫金屬抗拉強度、沖擊韌性及耐腐蝕性等性能良好。
鈦酸型雙相不銹鋼焊條E2209-17的研制 鈦酸型雙相不銹鋼焊條E2209-17的研制
格式:pdf
大小:471KB
頁數(shù):4P
4.7
采用鈦酸型渣系,通過對化學(xué)成分、鐵素體含量的控制及焊接工藝的優(yōu)化,研制的雙相不銹鋼焊條具有優(yōu)異的焊接工藝性能、較優(yōu)良的力學(xué)性能及耐蝕性能。
奧氏體不銹鋼焊條的應(yīng)用
格式:pdf
大小:131KB
頁數(shù):3P
3
奧氏體不銹鋼焊條的應(yīng)用——介紹了鋼材焊繾產(chǎn)生裂蚊的機理和鼻氏體不銹銅焊條在施工生產(chǎn)中的應(yīng)用,分析了焊條的化學(xué)成份與母材化學(xué)成掙之間的關(guān)系及其施工操作中的要點。
高溫孕育劑W4雙相不銹鋼焊條精華文檔
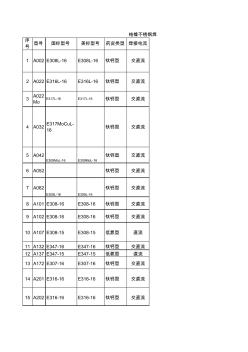
不銹鋼焊條對照表
格式:pdf
大小:78KB
頁數(shù):6P
4.7
序 號 型號國標型號美標型號藥皮類型焊接電流 1a002e308l-16e308l-16鈦鈣型交直流 2a022e316l-16e316l-16鈦鈣型交直流 3a022mo e317l-16e317l-16鈦鈣型交直流 4a032e317mocul-16鈦鈣型交直流 5a042 e309mol-16e309mol-16 鈦鈣型交直流 6a052鈦鈣型交直流 7a062 e309l-16e309l-16 鈦鈣型交直流 8a101e308-16e308-16鈦鈣型交直流 9a102e308-16e308-16鈦鈣型交直流 10a107e308-15e308-15低氫型直流 11a132e347-16e347-16鈦鈣型交直流 12a137e347-15e347-15低氫型直流 13

不銹鋼焊條材質(zhì)表
格式:pdf
大小:116KB
頁數(shù):5P
4.6
不銹鋼焊條 牌號 型號 gb 熔敷金屬化學(xué)成分(%)(≤) 熔敷金屬力學(xué)性能 (≥) 特點與用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020 用于焊接ocr13及icr13不銹鋼結(jié)構(gòu)也可用 于耐蝕耐磨的表面的堆焊(熔敷及時熱力學(xué) 性能試樣在860℃x2h緩冷至600℃然后空 冷。 thg207de410-150.121.00.900.0300.03011.0/13.50.70.75cu0.7552035主要用于閥門密封件的堆焊。 tha002e308l-160.040.5/2.50.900.0300.04018.0/21.09.0/11.0

不銹鋼焊條牌號
格式:pdf
大小:30KB
頁數(shù):3P
4.5
品牌聯(lián)盛型號a002 類型 多款供 選 材質(zhì)合金 藥皮性 質(zhì) 多種可 選 直徑1.0--5.0mm 焊芯直 徑 1.0-5.0 mm 焊接電 流 120a 長度 300--50 0mm 工作溫 度 120℃ 電流幅 度 120a 適用范 圍 各種機械設(shè)備維修焊接 g202焊條e410-16焊條e410-16鈦鈣型交直流焊接0cr13、1cr13和耐磨、耐蝕的表 面堆焊 g207焊條e410-15焊條低氫型直流焊接0cr13、1cr13和耐磨、耐蝕的表面堆焊 g217焊條e410-15焊條低氫型直流焊接0cr13、1cr13和耐磨、耐蝕的表面堆焊 g302焊條e430-16焊條鈦鈣型交直流焊接cr17不銹鋼 g307焊條e430-15焊條低氫

不銹鋼焊條詳解
格式:pdf
大小:121KB
頁數(shù):19P
4.5
【產(chǎn)品簡介】 說明:g207是低氫型藥皮的不銹鋼電焊條,采用直流反接,可全位置焊接。 用途:用于焊接0cr13及1cr13不銹鋼結(jié)構(gòu)件。也可用于耐蝕、耐磨的表面堆焊。 熔敷金屬化學(xué)成分(%): cmnsicrnimocusp ≤0.12≤1.0≤0.9011.0-1 3.5 ≤0.7≤0.75≤0.75≤0.03 0 ≤0.04 0 熔敷金屬力學(xué)性能:(試樣在730-760℃保溫1h,以不超過60℃/h的速度隨爐冷至 315℃,然后空冷) 試驗項目抗拉強度σb(mpa)伸長率δ5(%) 保證值≥450≥20 參考電流: 焊條直徑 (mm)2.53.24.05.0 焊接電流(a)50~8080~120100~160150~200 注意: 1.注意防潮防摔; 2.焊前焊條需經(jīng)250℃烘焙1小時; 3.焊前焊件必

不銹鋼焊條
格式:pdf
大小:156KB
頁數(shù):4P
4.6
不銹鋼焊條 牌號 型號 gb 熔敷金屬化學(xué)成分(%)(≤) 熔敷金屬力學(xué)性能 (≥) 特點與用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.90 0.03 0 0.040 11.0/13 .5 0.70.75cu0.7545020 用于焊接ocr13及icr13 不銹鋼結(jié)構(gòu)也可用于耐蝕 耐磨的表面的堆焊(熔敷 及時熱力學(xué)性能試樣在 860℃x2h緩冷至600℃然 后空冷。 thg207 d e410-150.121.00.90 0.03 0 0.030 11.0/13 .5 0.70.75cu0.7552035 主要用于閥門密封件的堆 焊。 tha002e308l-160.040.5/2.50.90 0.03 0 0.040 18.0/21 .0 9.0/1
高溫孕育劑W4雙相不銹鋼焊條最新文檔
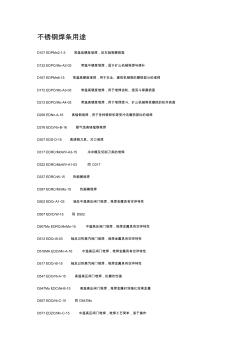
不銹鋼焊條用途 (2)
格式:pdf
大小:16KB
頁數(shù):12P
4.3
不銹鋼焊條用途 d107edpmn2-1.5常溫低硬度堆焊,如車軸等磨損面 d132edpcrmo-a2-03常溫中硬度堆焊,適于礦山機械堆焊與修補 d167edpmn6-15常溫高硬度堆焊,用于農(nóng)業(yè)、建筑機械等的磨損部分的堆焊 d172edpcrmo-a3-03常溫高硬度堆焊,用于堆焊齒輪、挖泥斗等磨損面 d212edpcrmo-a4-03常溫高硬度堆焊,用于堆焊挖斗、礦山機械等受磨損的機件表面 d256ednn-a-16高錳鋼堆焊,用于各種破碎機等受沖擊磨損部位的堆焊 d276edcrnn-b-16耐氣蝕高鉻錳鋼堆焊 d307edd-d-15高速鋼刀具、刃口堆焊 d317edrcrmowv-a3-15冷沖模及切削刀具的堆焊 d322edrcrmowv-a1-03同d317 d337edrcrw-15熱煅模堆焊 d397edrcrmnmo

不銹鋼焊條產(chǎn)品型號
格式:pdf
大小:207KB
頁數(shù):9P
4.7
不銹鋼焊條產(chǎn)品型號 不銹鋼焊條產(chǎn)品型號 序 號 品名aws規(guī)格gb規(guī)格jis牌號線徑(mm)摘要 1ts-307a5.4e307-16 t983 e307-16 a1722.6,3.2,4.0,5.0 ts-307其熔金為 18cr-8ni-4mn之全奧氏 體組織;因比308之錳量 多故其抗裂性很差,適用 于防彈鋼板,覆面不銹鋼, 高張力鋼及焊接性較差之 硬化合金鋼焊接。 2ts-307hm特殊產(chǎn)品規(guī)2.6,3.2,4.0,5.0,ts-307hm之焊道金屬含 范 ssp-e307hm 6%mn,為完全非磁性奧氏 體組織,故用于軍事方面 如掃雷艇、清除地雷器具、 防磁雷戰(zhàn)車之制造別具效 果。焊接時不需預(yù)熱也不 必后熱處理,尤其焊于 18-8不銹鋼、14%高錳鋼、 武器鋼、硬化性鋼耐磨鋼 及一般難以焊接之鋼材具 特佳效果,而在14%高
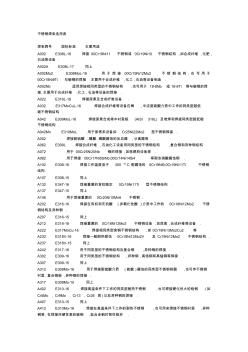
不銹鋼焊條選用表
格式:pdf
大小:16KB
頁數(shù):5P
4.4
不銹鋼焊條選用表 焊條牌號國際標準主要用途 a002e308l-16焊接00cr19ni11不銹鋼或0cr19ni10不銹鋼結(jié)構(gòu),如合成纖維,化肥, 石油等設(shè)備. a002ae308l-17同上 a002mo2e308mol-16用于焊接00cr19ni12mo2不銹鋼結(jié)構(gòu),也可用于 00cr18ni9ti與碳鋼的焊接,主要用于合成纖維,化工,石油等設(shè)備制造. a002nb適用焊接相同類型的不銹鋼結(jié)構(gòu),也可用于18-8nb或18-8ti等與碳鋼的焊 接,主要用于合成纖維,化工,石油等設(shè)備的焊接. a022e316l-16焊接尿素及合成纖維設(shè)備. a032e317mocul-16焊接合成纖維等設(shè)備在稀,中濃度硫酸介質(zhì)中工作的同類型超低 碳不銹鋼結(jié)構(gòu). a042
鉻鎳不銹鋼焊條
格式:pdf
大小:14KB
頁數(shù):7P
4.7
鉻鎳不銹鋼焊條 a002不銹鋼焊條符合gbe308l-16相當awse308l-16 說明:a002是鈦鈣型藥皮的超低碳cr19ni10不銹鋼焊條。其熔敷金屬 含碳量≤0.04%,有很好的抗晶間腐蝕性能、良好的焊接工藝性能, 藥皮耐紅,強度好,抗氣孔性好。可交直流兩用。 用途:用于焊接超低碳cr19ni10不銹鋼結(jié)構(gòu),也可用于0cr19ni11ti工 作溫度低于300℃耐腐蝕的不銹鋼結(jié)構(gòu),主要用于合成纖維、化肥、 石油等設(shè)備的制造。 a022不銹鋼焊條符合gbe316l-16相當awse316l-16 說明:a022是鈦鈣型藥皮的超低碳cr18ni12mo2不銹鋼焊條,其熔敷 金屬含碳量≤0.04%,具有良好的耐熱、耐腐蝕及抗裂、抗氣孔性 能,有良好的操作工藝性能,藥皮耐紅,強度好。可交直流兩用。 用途:用于焊接尿素、合成纖
抗發(fā)紅不銹鋼焊條研制
格式:pdf
大小:187KB
頁數(shù):2P
3
抗發(fā)紅不銹鋼焊條研制——為解決不銹鋼焊條的藥皮發(fā)紅開裂問題,研制的焊條采用了低碳鋼芯,通過藥皮過渡合金、藥皮成分的優(yōu)化設(shè)計,解決了出現(xiàn)焊縫氣孔的問題,經(jīng)過測試表明,該焊條過渡合金量達到設(shè)計要求,焊條熔敷金屬具有優(yōu)良的抗晶間腐蝕能力和綜合力學(xué)...
304不銹鋼焊條的選用
格式:pdf
大小:10KB
頁數(shù):1P
4.5
304的國內(nèi)牌號是0cr18ni9一般用a102或a107焊條 a107必須要直流焊機 a102不銹鋼焊條特色符合gbe308-16相當awse308-16 說明:a102是鈦鈣型藥皮的cr19ni10不銹鋼焊條。熔敷金屬具有良好 的力學(xué)性能及抗晶間腐蝕性能。有優(yōu)良的焊接工藝性能和抗氣孔性 能,藥皮耐發(fā)紅、抗開裂。可交直流兩用。 用途:用于焊接工作溫度低于300℃的耐腐蝕的0cr19ni9及 0cr19ni11ti的不銹鋼結(jié)構(gòu)。 a107不銹鋼焊條符合gbe308-15相當awse308-15 說明:a107是堿性藥皮的cr19ni10不銹鋼焊條。熔敷金屬具有良好的 力學(xué)性能及抗晶間腐蝕性能。采用直流反接,能進行全位置焊接。 用途:用于焊接工作溫度低于300℃的耐腐蝕的0cr19ni9型不銹鋼結(jié) 構(gòu),也可焊接一些可焊性
美國碳鋼焊條和不銹鋼焊條標準的新變化 美國碳鋼焊條和不銹鋼焊條標準的新變化
格式:pdf
大小:145KB
頁數(shù):4P
4.7
美國1991年版的碳鋼焊條標準awsa5.1和1992年版的不銹鋼焊條標準awsa5.4,與1981年版作比較,都有了較大變化,它反映了其間取得的最新研究成果。
碳鋼不銹鋼焊條的選擇
格式:pdf
大小:533KB
頁數(shù):22P
4.3
當前我要用的材料是20#碳鋼管,304不銹鋼管,316不銹鋼管。我想知道的是:他們自 身焊接和相互焊接分別用什么焊條和焊絲?具體如下: 20#碳鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 304不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 316不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 20#碳鋼管和304不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 20#碳鋼管和316不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 304不銹鋼管和316不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 答: 20#碳鋼管焊接:308(a102)不銹鋼焊條 304不銹鋼管焊接:308(a102)不銹鋼焊條 316不銹鋼管焊接:316(a022)不銹鋼焊條 20#碳鋼管和304不銹鋼管焊接:3
高溫孕育劑W4雙相不銹鋼焊條相關(guān)
文輯推薦
知識推薦
百科推薦


職位:房建一級建筑師
擅長專業(yè):土建 安裝 裝飾 市政 園林


