

鋼絲接頭工藝完整版
格式:pdf
大小:2.0MB
頁數:46P
人氣 :75
 4.7
4.7
. . 鋼絲繩輸送帶接頭工藝 接頭工藝手冊工 . . 目錄 Ⅰ 應用范圍 Ⅱ 鋼絲繩輸送帶接頭產品接 Ⅲ 工具和設備 Ⅳ 鋼絲繩輸送帶接頭總體情況體 1 工作地點 2 輸送帶 3 設備和工具 4 接頭產品 5 環境情況 6 文檔記錄 7 安全須知 V. 鋼絲繩輸送帶接頭結構和尺寸構 1 接頭方法 2 接頭結構 3 確定接頭長度和級長 VI. 鋼絲繩輸送帶接頭帶 1.接頭準備措施 2.準備輸送帶邊部 3.組裝蓋膠 4. 準備和放置下蓋膠 5. 匹配和布置鋼絲繩 6. 放置上蓋膠 7. 硫化接頭 8. 完成接頭 VII. 鋼索輸送帶接頭材料調查問卷調 VIII. Ⅷ 蒂普拓普接頭記錄單記 頁面 3 4 4 5 5 5 5 5 5 5 5 6



鋼絲接頭工藝完整版(20200730213648)
格式:pdf
大小:1.9MB
頁數:28P
鋼絲繩輸送帶接頭工藝 接頭工藝手冊工 目錄 ⅰ應用范圍 ⅱ鋼絲繩輸送帶接頭產品接 ⅲ工具和設備 ⅳ鋼絲繩輸送帶接頭總體情況體 1工作地點 2輸送帶 3設備和工具 4接頭產品 5環境情況 6文檔記錄 7安全須知 v.鋼絲繩輸送帶接頭結構和尺寸構 1接頭方法 2接頭結構 3確定接頭長度和級長 vi.鋼絲繩輸送帶接頭帶 1.接頭準備措施 2.準備輸送帶邊部 3.組裝蓋膠 4.準備和放置下蓋膠 5.匹配和布置鋼絲繩 6.放置上蓋膠 7.硫化接頭 8.完成接頭 vii.鋼索輸送帶接頭材料調查問卷調 viii.ⅷ蒂普拓普接頭記錄單記 頁面 3 4 4 5 5 5 5 5 5 5 5 6 6 6 8 10 10 11 16 16 18 22 23 24 25 26 2 i.應用范圍 本手冊描述的是帶有蓋
鋼絲繩輸送帶接頭工藝
格式:pdf
大小:1.9MB
頁數:28P
鋼絲繩輸送帶接頭工藝 接頭工藝手冊工 目錄 ⅰ應用范圍 ⅱ鋼絲繩輸送帶接頭產品接 ⅲ工具和設備 ⅳ鋼絲繩輸送帶接頭總體情況體 1工作地點 2輸送帶 3設備和工具 4接頭產品 5環境情況 6文檔記錄 7安全須知 v.鋼絲繩輸送帶接頭結構和尺寸構 1接頭方法 2接頭結構 3確定接頭長度和級長 vi.鋼絲繩輸送帶接頭帶 1.接頭準備措施 2.準備輸送帶邊部 3.組裝蓋膠 4.準備和放置下蓋膠 5.匹配和布置鋼絲繩 6.放置上蓋膠 7.硫化接頭 8.完成接頭 vii.鋼索輸送帶接頭材料調查問卷調 viii.ⅷ蒂普拓普接頭記錄單記 頁面 3 4 4 5 5 5 5 5 5 5 5 6 6 6 8 10 10 11 16 16 18 22 23 24 25 26 2 i.應用范圍 本手冊描述的是帶有蓋
編輯推薦下載

板T型接頭焊接工藝規程完整版
格式:pdf
大小:67KB
頁數:5P
4.6
-1- 板t型接頭焊接工藝規程 1.依據及適用范圍 1.1本規程編制依據 依據《焊接結構生產》;《焊接方法》;《焊工工藝學》;《金屬熔敷原理》所編寫。 1.2本工藝規程適用的范圍 適用焊條電弧焊、氬弧焊二氧化碳氣體保護焊、埋弧焊等焊接方法。 1.3本工藝規程適用的范圍 適用于低碳鋼、合金鋼10mm的鋼板。 2.焊接材料的選擇 2.1焊接材料選用的原則 2.1.1焊條的選擇 ①低碳鋼、中碳鋼及合金鋼按焊件的抗拉強度來選用(等強原則)。 ②對不銹鋼、耐熱鋼等,應從保證焊接接頭的特殊性能出發,要求焊縫金屬化學成分與 母材相同或相近。 ③對低碳鋼之間、中碳鋼之間、低合金鋼之間及他們之間的異種鋼焊接,一般根據強度 等級較低的鋼材,按焊縫與母材抗拉強度相等或相近的原則選用。 2.1.2co2氣體保護焊焊絲的選用原則: ①co2氣體保護焊焊絲必須比母材含有較多的mn和s等脫氧元素,以
鋼絲接頭工藝完整版熱門文檔

(完整版)鋼絲繩型號大全
格式:pdf
大小:4.0MB
頁數:34P
4.5
(1)分類見表7-172。 圖7-1鋼絲繩的捻法 (2)力學性能見表7-173~表7-190。 表7-172鋼絲繩的分類 組 別 類別分類原則 典型結構直徑范圍 /mm鋼絲繩股繩 1 圓 股 鋼 絲 繩 6x7 6個圓股。每股外層絲可到7根,中心絲(或無) 外捻制1~2層鋼絲,鋼絲等捻距 6×7 6×9w (6+1) (3/3+3) 2~36 14~36 2 6×19(a) 6個圓股,每股外層絲8-12根,中心絲外捻制2~ 3層鋼絲,鋼絲等捻距 6×19s 6x19w 6×25fi 6x26sw 6×31sw (9+9+1) (6/6+6+1) (12+6f+6+1) (10+5/5+5+1) (12+6/6+6+1) 6~36 6~40 14~44 13~40 12~46 6x19(b)
(完整版)鋼絲繩規格參數表
格式:pdf
大小:155KB
頁數:7P
4.8
鋼絲繩的規格與參數 一、談一下鋼絲繩生產所用的鋼絲原材料 鋼絲就是鋼絲繩最根本的原材料,鋼絲性能的好壞從根本上影響著鋼絲繩質量的 好壞,所以,不管你的鋼絲繩技術和鋼絲繩生產工藝如何,原材料過不了關,那 后續工作做得再好也不能彌補這道坎! 鋼絲繩原材料一般都是選用優硬線,有時也叫盤條或者盤元,而不是一般的普線 或者高線什么的。有的普高線是用來生產鐵絲的,這和鋼絲的性質不一樣。鐵絲 較軟,鋼絲較硬,生產鐵絲原材料一般是q195或者q235之類的,而生產鋼絲一 般都要用到高碳鋼,鋼號多數集中在45#-85#之間。 鋼絲繩生產中的鋼絲直徑一般從0.2mm-5mm,使用最多的是0.2mm-3mm,制繩鋼 絲抗拉強度從1470mpa-1960mpa,使用最多的是1570-1770mpa,制繩鋼絲表面分 鍍鋅、光面和不銹鋼這幾類,無非就是光面鋼絲繩,鍍鋅鋼絲繩,不銹鋼

(完整版)砌塊墻鋼絲網加固
格式:pdf
大小:19KB
頁數:3P
4.5
一、砌塊墻鋼絲網加固 1.施工工藝流程 (1)構件表面處理除去混凝土構件表面的疏松層、污垢物以及 灰塵:采用人工鑿毛方法,用鐵錘、鑿子人力對混凝土構件表面敲打, 去除厚度約4~5mm基本能達到滿意的粘接效果;人工鑿毛后,用壓 縮空氣除去松散的材料和塵土,再使用高壓水沖洗施工面。 (2)綁扎鋼筋網考慮到冷軋帶肋鋼筋與砂漿有較高的粘結錨固 強度,明顯提高構件端部抗剪性能,防止在施工和使用中構件端部由 于集中荷載大而造成端部鋼筋滑移產生剪切拔出破壞,鋼筋網可選用 冷軋帶肋鋼筋;為適應加固結構應力應變滯后,還可采用比例極限變 形小的熱軋鋼筋;將鋼筋網固定在構件表面,同時用細鐵絲綁扎。 (3)植入抗剪銷釘采用機械鉆孔并清孔后再植入抗剪銷釘;剪 切銷釘的間距應不小于銷釘埋入深度的兩倍;銷釘與試件邊緣的距離 應不小于60mm;剪切銷釘植筋可采用有機材料植筋、無機材料植筋; 應
 鋼絲繩芯皮帶接頭硫化工藝探討
鋼絲繩芯皮帶接頭硫化工藝探討 鋼絲繩芯皮帶接頭硫化工藝探討
格式:pdf
大小:95KB
頁數:2P
4.8
鋼絲繩芯膠帶運輸機強度大,可適應大運量、長距離運輸的要求,并且它運行費用低,故障率低、可滿足安全、連續運輸的需要。鋼絲繩芯膠帶接頭的硫化對于該型運輸機安全運轉起著十分關鍵的作用,煤礦井下環境特殊,皮帶接頭硫化時必須按照嚴格的程序執行,才能確保硫化接頭合格。
鋼絲繩芯膠帶接頭熱硫化工藝探討 鋼絲繩芯膠帶接頭熱硫化工藝探討
格式:pdf
大小:404KB
頁數:3P
4.3
該文對接頭硫化工藝、參數等作了較為詳細的分析和研究,并對實際操作過程中可能出現的一些特殊情況作了歸納與總結。實踐表明,采用此工藝可以避免或者減少由于膠帶的長期高負荷運轉、膠帶硫化接頭鋼絲繩芯的抽動等因素而造成鋼絲繩芯銹蝕、斷裂、橫向斷帶等事故的發生。
鋼絲接頭工藝完整版精華文檔
鋼絲繩芯皮帶接頭硫化工藝探討 鋼絲繩芯皮帶接頭硫化工藝探討
格式:pdf
大小:70KB
頁數:2P
4.6
鋼絲繩芯膠帶運輸機強度可適應大運量、長距離運輸的要求,并且它運行費用低,故障率低、可滿足安全、連續運輸的需要,鋼絲繩芯膠帶接頭的硫化對于該型運輸機安全運轉起著十分關鍵的作用。由于岱莊礦環境特殊,使得硫化工藝不能出現應有的效果,經過我們自己的探討與實踐,結合我礦的實際,摸索出了自己的一套硫化工藝,以供參考。本文對接頭硫化工藝、參數等作了較詳細的分析和研究,并對實際操作過程中有關事項作了說明。
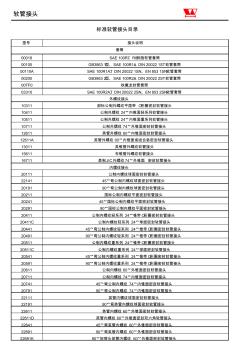
鋼絲編織軟管用接頭說明
格式:pdf
大小:38KB
頁數:2P
4.6
軟管接頭 型號接頭說明 00018sae100r7、r8樹脂軟管套筒 00100gb38631型、sae100r1a、din200221st軟管套筒 00110asae100r1at、din200221sn、en8531sn軟管套筒 00200gb38632型、sae100r2a、din200222st軟管套筒 00tf0鐵氟龍軟管套筒 03310sae100r2at、din200222sn、en8532sn軟管套筒 10311部標公制外螺紋平面帶o形圈密封軟管接頭 10411公制外螺紋24°內錐面輕系列軟管接頭 10511公制外螺紋24°內錐面重系列軟管接頭 10711公制外螺紋74°外錐面密封軟管接頭 12611英管外螺紋60°內錐面密封軟管接頭 12611a英管外螺紋60°內錐面或組合墊密封軟管接頭 1301
試井鋼絲防偏磨接頭的研制應用 試井鋼絲防偏磨接頭的研制應用
格式:pdf
大小:177KB
頁數:1P
4.7
本文概述了試井鋼絲拉伸試驗數據,分析了大斜度分注井測試調配水嘴時管柱內壁對試井鋼絲的摩擦力,針對由此造成的試井鋼絲經常在地面拉斷的問題,設計了防偏磨接頭,經現場應用效果良好。
 鋼絲繩芯輸送帶接頭搭接工藝的改進
鋼絲繩芯輸送帶接頭搭接工藝的改進 鋼絲繩芯輸送帶接頭搭接工藝的改進
格式:pdf
大小:99KB
頁數:2P
4.8
闡述了鋼絲繩芯輸送帶接頭采用二級搭接和三級搭接的受力情況及采用三級搭接工藝硫化的效果。采用三級搭接接頭,不僅增加了黏合力,使鋼絲繩的密度減小、曲撓度提高,而且解決了輸送帶開裂、抽繩和斷繩的問題。
鋼絲接頭工藝完整版最新文檔
 鋼絲繩鋁合金壓制接頭實用技術分析
鋼絲繩鋁合金壓制接頭實用技術分析 鋼絲繩鋁合金壓制接頭實用技術分析
格式:pdf
大小:457KB
頁數:3P
4.3
介紹了鋼絲繩鋁合金壓制接頭的使用范圍、特點和材料,分析了鋼絲繩鋁合金壓制接頭破裂及脫扣現象,對比分析了鋼絲繩鋁合金壓制接頭連接鋼絲繩與其他方法連接鋼絲繩的優勢。
鋼絲繩鋁合金壓制接頭的失效分析 鋼絲繩鋁合金壓制接頭的失效分析
格式:pdf
大小:1.7MB
頁數:6P
4.8
針對鋼絲繩鋁合金壓制接頭的失效特別是斷裂失效的實際問題,對壓制接頭進行受力分析;利用掃描電鏡對失效斷口的形貌及屬性進行了分析,同時檢測了失效鋁合金壓制接頭材料的化學成分、力學性能和金相組織。確定了微觀組織中的疏松等缺陷是造成鋁合金壓制接頭失效的主要原因,并提出了改進方案。

鋼絲繩芯膠帶接頭硫化技術
格式:pdf
大小:115KB
頁數:11P
4.5
鋼絲繩芯膠帶接頭硫化技術 安裝到輸送帶上的有段輸送帶,需要進行連接形成環帶。這種連接必須盡量 保持輸送帶的最大強度,而且要求操作容易。現行的輸送帶連接方法有:機械連 接法、熱硫化粘接法及冷粘合法三種。 鋼絲繩芯膠帶接頭硫化是膠帶輸送機安裝工程中決定膠帶質量的關鍵工序。 膠帶接頭硫化過程中使橡膠發生化學結構變化,從而使膠帶接頭達到原設計的物 理機械性能。準確合理地掌握硫化工藝及操作要領,是保證接頭強度和接頭壽命 的關鍵環節。膠帶接頭硫化過程技術條件的三大要素,即膠帶接頭硫化的溫度、 時間、壓力。硫化過程的技術條件控制得不嚴或不當,就會造成欠硫、過硫、脫 層、起泡和重皮、鋼絲繩抽千,從而導致皮帶跑偏、帶面磨損嚴重,嚴重者導致 斷帶等質量缺陷和事故。對日后膠帶輸送機的運行和維護帶來不良后果。 鋼絲繩芯膠帶硫化接頭搭接形式可分為:一級、二級、三級和四級。其中一、 二級適用于鋼絲繩根
鋼絲繩芯膠帶接頭的硫化研究 鋼絲繩芯膠帶接頭的硫化研究
格式:pdf
大小:974KB
頁數:1P
4.6
一、改造項目情況概述江西豐城礦務局坪湖礦箕斗井井筒斜長740m,坡度30°,2010年該礦對其原煤主提升系統進行了全面的技術改造,將2jk-3/20型提升絞車改造為大傾角dtl100/22/450帶式輸送機,采用了10卷各150m長的st/s2500阻燃人字形花紋鋼絲繩芯膠帶,膠帶接頭采用熱硫化連接。將10卷膠帶分2次在井口空地上集中硫化,然后將皮帶放在托輥面上從井口整體下放,并在井底硫化最后1個
 鋼絲繩灌鉛接頭——一種可靠的膠帶提升機接頭
鋼絲繩灌鉛接頭——一種可靠的膠帶提升機接頭 鋼絲繩灌鉛接頭——一種可靠的膠帶提升機接頭
格式:pdf
大小:53KB
頁數:1P
4.7
膠帶提升機因其運行平穩,高效而廣泛用于水泥生產中,膠帶提升機的接頭是保證其可靠,安全運行的關鍵部位。如接頭制作工藝不良,結構不合理,聯接不牢靠。就可能發生接頭斷裂,鋼絲繩芯拉出而使整機垮落的重大事故。
軋鋼工藝(完整版)
格式:pdf
大小:301KB
頁數:27P
4.8
. . 銅陵市富鑫鋼鐵有限公司 編號:fx-08-2011版本/修訂:1/1 軋鋼工藝技術操作規程 起草: 審核: 批準: 受控狀態: 分發號: 二〇一二年六月十六日修訂即日起頒布實施 . . 銅陵市富鑫鋼鐵有限公司 軋鋼工藝技術操作規程 1、棒材(鋼筋混凝土用熱軋帶肋鋼筋)生產工藝流程 2、原料種類及驗收標準 2.1、原料種類:150*150*3000mm, 2.2、鋼坯執行標準:gb1499.2—2007yb/t2011—2004 3、加熱爐基本工藝技術要求及工藝參數 3.1、加熱爐主要參數 形式:雙蓄熱推鋼式連續加熱三段式加熱爐 外形尺寸:長3200mm寬500mm 有效尺寸:長2840mm寬3600mm 合格 1502連鑄坯 加熱 軋制 φ550×3
不同型號鋼絲繩芯膠帶接頭硫化工藝的研究與應用 不同型號鋼絲繩芯膠帶接頭硫化工藝的研究與應用
格式:pdf
大小:164KB
頁數:未知
4.5
該文對不同型號鋼絲繩芯膠帶進行直接搭接的接頭硫化工藝方法進行了現場應用的研究總結。實踐證明,采用優化后的膠帶接頭硫化工藝可以有效解決不同型號鋼絲繩心膠帶搭接的問題,從而保證接頭的平整度和強度要求。

鋼絲接頭工藝完整版相關
文輯推薦
知識推薦
百科推薦


職位:資深造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


