

S7公路橋組合鋼箱梁工廠整胎組裝工藝設計
格式:pdf
大小:1.9MB
頁數:2P
人氣 :93
 4.7
4.7
本文通過對S7公路橋組合鋼箱梁的結構特點進行分析,有針對性的制定出組合鋼箱梁工廠整胎組裝工藝以及下料、裝配、焊接、除銹涂裝工藝,保證了組合鋼箱梁的整體造型精度.




H型鋼組裝工藝
格式:pdf
大小:119KB
頁數:9P
組裝工藝 編號:lr-zcgy-zz-004 編制: 審核: 日期: 1.號料 1.1鋼材材質:a.鋼板:鋼板厚度t≤16時,材質為q345b;16<t≤30時材質為q345c;時,30<t<40 時材質為q345gjc,t≥40時材質為q345gjc且厚度方向為z15。b.型鋼:h型鋼材質為q345c,且 單個規格使用<60t時材質為q345b;槽鋼材質為q345b;角鋼材質為q235b。 放樣人員開草圖時,必須先看清楚圖紙中構件的材質、板厚、尺寸,發現問題及時找技術人員解決, 未經技術人員同意任何人不得私自修改圖紙中構件的材質、板厚、尺寸。 對復雜節點及節點連接件進行1:1放樣,放樣時應根據設計圖確定各構件的實際尺寸, 放樣工作完成后,對所放大樣和樣板進行檢驗。 1.4箱型、焊接h型鋼的翼緣板拼接縫和腹板拼接縫的間距不應小于20
H型鋼組裝工藝
格式:pdf
大小:139KB
頁數:11P
h型鋼組裝工藝 組裝工藝 編號:lr-zcgy-zz-004 編制: 審核: 日期: h型鋼組裝工藝 1.號料 1.1鋼材材質:a.鋼板:鋼板厚度t≤16時,材質為q345b;16<t≤30時材質為q345c;時,30<t <40時材質為q345gjc,t≥40時材質為q345gjc且厚度方向為z15。b.型鋼:h型鋼材質為 q345c,且單個規格使用<60t時材質為q345b;槽鋼材質為q345b;角鋼材質為q235b。 1.2放樣人員開草圖時,必須先看清楚圖紙中構件的材質、板厚、尺寸,發現問題及時找技術人員解決, 未經技術人員同意任何人不得私自修改圖紙中構件的材質、板厚、尺寸。 1.3對復雜節點及節點連接件進行1:1放樣,放樣時應根據設計圖確定各構件的實際尺寸, 放樣工作完成后,對所放大樣和樣板進行檢
編輯推薦下載
鋼結構組裝工藝
格式:pdf
大小:3.3MB
頁數:8P
4.4
鋼結構組裝工藝 一、鋼結構安裝預備工作 在鋼結構安裝預備階段,需做好以下工作: 1.編制鋼結構工程的施工組織設計 其內容包括:計算鋼結構構件和連接的數量;選擇起重機械;確定流水程序;確定吊裝方法;制定進 度計劃;確定勞動組織;規劃鋼構件堆場;確定質量標準、安全措施和特別施工技術等。 選擇起重機械是鋼結構安裝的要害。起重機械的型號和數量必須滿意鋼構件的吊裝要求和工期要求; 但層工業廠房面積大,宜采用自行式起重機械。對重型鋼結構廠房,可選用cc2000-30t履帶式起重 機和ⅱ-ⅱ1495-100t履帶式起重機等。 在確定吊裝流水程序時,首先要確定每臺起重機械的工作內容和各臺起重機械之間的相互配合。其內 容深度,要達到要害構件反映到單件,豎向構件反映柱列,屋面部分反映到節間。對重型鋼結構廠房, 柱子重量大,要分節吊裝。 在確定吊裝順序時,要考慮安裝構件方便和滿意生產
單元體組裝工藝
格式:pdf
大小:17KB
頁數:3P
4.3
1.單元板塊組裝工藝流程 產前準備t材料領用t組件t框架組合t板塊組裝t板塊清洗t檢 驗t固化 1.1組裝前的準備工作 a.板塊尺寸較大,需用專用組裝平臺。 b.根據工藝文件的工序安排合理排布生產線。 c.配備單元組裝所需各種工具,對工具進行檢驗,試用,能正常工作。 d.領料,根據每批單元幕墻的加工細目,領取標準件、膠條、玻璃組件、 單元連接件、鋁型材框架材料、密封膠等。 1.2單元幕墻板塊的組裝 a.在組裝每一個單元板塊前都應認真清理工作臺面,防止在組裝過程中 劃傷鋁型材。 b.在所有橫、豎龍骨交接面涂耐候密封膠后,按組裝圖組框,在用螺釘 聯接橫豎框前,應在釘孔內注入耐候密封膠,以確保螺釘的防松及釘孔 處的水密性。 c.在組框時應著重控制型材拼接處的平整,板塊的外形尺寸及對角線的 差值。 d.凡打膠外型材表面必須用溶脂性、去污性
公路橋組合鋼箱梁工廠整胎組裝工藝設計熱門文檔

節段組裝工藝及預拼裝
格式:pdf
大小:913KB
頁數:13P
4.7
一、施工準備....................................................................................2 二、桁架節段劃分............................................................................2 三、拼接鋼板的裝配........................................................................3 四、節段組裝工藝............................................................................3 4.1、節段a、b、c組裝..........................
低泄高封閥組裝工藝
格式:pdf
大小:28KB
頁數:1P
4.4
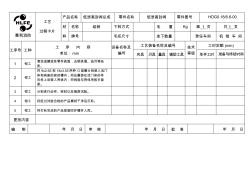
惠利消防 工藝 過程卡片 產品名稱低泄高封閥總成零件名稱低泄高封閥零件圖號hdg0.18/6.6-00 材 料 名稱組裝下料方式毛重kg第1頁共1頁 牌號毛坯尺寸連下數量責任車間機鉗車間 工序號工種 工序內容 單位:mm 設備名稱及 編號 工藝裝備名稱及編號技術 等級 工時定額(min) 夾具刃具量具輔助工具單件工時準備與終結時間 1鉗工清洗或擦拭各零件表面,去除鐵屑、油污等雜 質。 2鉗工 將9x2.65和18x3.55兩種o型圈分別裝入活門 體和閥座的密封槽內;將壓簧裝在活門體的導 向柱上后裝入殼體內;將閥座與殼體用扳手旋 緊。 3鉗工分別進行動作、密封以及強度試驗。 4鉗工將經過試驗合格的產品擦拭干凈后打標。 5鉗工將打標完成的產品按裝防護帽并入庫。 更改內容 編制年月日審核

組裝工藝流程
格式:pdf
大小:101KB
頁數:2P
4.3
編號版本 日期頁碼11 作業時人力配設備儀器及 間(秒)置(人)治工具/站 蘋果接頭青稞紙 1接頭貼青稞紙 91 保護板2接頭與pcb板焊接603烙鐵 電芯3電芯焊接202烙鐵 半成品4半成品測試202手機電腦 上蓋5上蓋加工122電批 裝飾件6裝飾件定位51 螺絲7鎖pcb板螺絲51電批 螺絲8裝飾件鎖螺絲51電批 9固定電芯61 14 加工人員節拍 裝配人員14人周期時間 修理工平衡率10秒 qc人員標準工時1h 物料員標準產能360 助拉1人人均產能26 拉長1人瓶頸工序焊接 重點工序 易聯科技電子科技(深圳)有限公司 文件名稱背夾組裝排拉流程 a.0 所需物料及數量流程圖作業名稱輔料/站sop編號 合計 工 程 分 析 人員狀況 s
熔斷器組裝工藝介紹
格式:pdf
大小:517KB
頁數:7P
4.4
主題:熔斷器組裝工藝 關鍵字:熔斷器組裝工藝 目標:iso9002:2000質量體系文件 應用范圍:珠海瓦特電力設備有限公司 相關文件:質量策劃控制程序 應用地址:珠海市瓦特電力設備有限公司 文件地址:珠海市瓦特電力設備有限公司質量部 分發范圍:副總經理、生產部、質量部 控制狀態:受控文件 重要說明: 姓名簽名姓名簽名姓名簽名 版本日期修改起草審核批準 珠海瓦特電力設備有限公司 版本更新 v1.0第一版初次建立質量體系文件2006-1-4 一、目的 用于機柜裝配車間在熔斷器組裝環節的生產作業指導,保證該過程的規律性、標準性和準確性 二、適用范圍 生產部進行熔斷器組裝的生產環節。 三、定義 無 四、職責區分 生產部:機柜車間裝配時根據此規定施行 質量部:根據此規定檢驗熔斷器的組裝。 五、規定內容:
微組裝工藝流程
格式:pdf
大小:3.5MB
頁數:21P
4.7
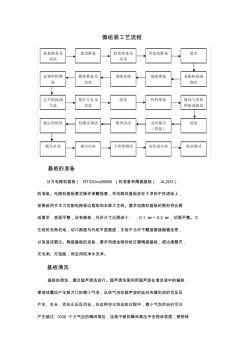
微組裝工藝流程 基板的準備 分為電路軟基板(rt/duroid5880)的準備和陶瓷基板(al2o3) 的準備。電路軟基板要求操作者戴指套,將電路軟基板放在干凈的中性濾紙上, 按圖紙用手術刀切割電路板邊框線和去除工藝線。要求電路軟基板的圖形符合圖 紙要求,表面平整,沒有翹曲,外形尺寸比圖紙小0.1㎜~0.2㎜,切面平整。工 藝線的去除切地,切口斷面與代線平面垂直,手指不允許不戴指套接觸鍍金層, 以免造成氧化。陶瓷基板的準備,要求用細金剛砂紙打磨陶瓷基板,使邊緣整齊, 無毛刺、無短路,然后用純凈水洗凈。 基板清洗 基板的清洗,通過超聲清洗進行。超聲清洗是利用超聲波在清洗液中的輻射, 使液體震動產生數萬計的微小氣泡,這些氣泡在超聲波的縱向傳播形成的負壓區 產生、生長,而在正壓區閉合,在這種空化效應的過程中,微小氣泡閉合時可以 產生超過1000個大氣壓的瞬間高壓,連續不斷的
公路橋組合鋼箱梁工廠整胎組裝工藝設計精華文檔
10鋼構件組裝工藝標準
格式:pdf
大小:90KB
頁數:14P
4.5
-1- 10鋼構件組裝工藝標準 10.1適用范圍 本標準給出了鋼構件組裝的方法和組裝方面的規定,適用于(鋼結構 安裝工程的主體結構、地下鋼結構、檁條及墻架等次要構件、鋼平臺、 鋼梯、護欄等的施工。除應符合本標準外,尚應符合國家現行的有關強 制性標準的規定。 10.2編制依據的標準、規范 jgf99-1998《高層民用建筑鋼結構技術規程》 gb50205——2001《鋼結構工程施工質量驗收規范》 jgj81——2002《建筑鋼結構焊接技術規程》 jgj82——91《鋼結構高強度螺栓連接的設計、施工及驗收規范》 10.3術語和符號 (1)設計文件:設計圖紙、施工技術要求和設計變更文件等的統稱。 (2)材質證明書:由鋼材生產部門或銷售單位委托有資質的質量檢 測部門出具的某批鋼材質量的證明文件。 (3)零件:組成部件或構件的最小單元,如腹板、翼緣板、連接板、 節
 鐵路貨運平車端渡板組裝工藝研究
鐵路貨運平車端渡板組裝工藝研究 鐵路貨運平車端渡板組裝工藝研究
格式:pdf
大小:203KB
頁數:3P
4.7
鐵路貨運平車端渡板結構復雜,關鍵參數較難控制,對端渡板的結構及組裝工藝進行深入系統的研究,制定合理可靠的組裝工藝,保證端渡板的組裝質量。
立柱組裝工藝流程
格式:pdf
大小:8KB
頁數:1P
4.5
立柱組裝工藝流程 一、前期準備 1、裝配現場地面應當平整開闊,保證清潔,無灰塵、油污及污水。 裝配前必須仔細核對圖紙,了解具體裝配技術工藝要求。 2、需要使用的工裝、工具等設備必須保持清潔。待裝零部件應當 具有合格標記,操作人員應當洗凈雙手且禁止佩戴手套作業。 二、部件打磨 1、對外缸、中缸和導向套的螺紋進行去除飛邊毛刺性打磨處理, 打磨完畢后,要用導向套對螺紋進行試驗,反復打磨直至導向 套能順利旋入。 2、對零部件的缸口、倒角、底閥孔、閥座、接頭孔及密封槽進行 拋光處理,同時去除高點及飛邊毛刺,對螺紋孔要進行攻絲打 磨,并試驗。 三、部件清洗 1、將缸筒與地面成15°俯角放置,用高溫高壓液體對接頭座、閥 板座、缸口、螺紋、外表面及內表面進行沖洗,直至流出的液 體無渾濁現象。 2、滌特純等專用清洗劑進行浸泡導向套,使用毛刷等相應工具, 剔除導向套密封溝槽及螺紋內的雜質
高速PCB電鍍組裝工藝和特性化
格式:pdf
大小:30KB
頁數:14P
4.3
... .... 高速0201組裝工藝和特性化(2) 再談硫酸鹽光亮鍍銅的磷銅陽極 摘要:在裝飾性和pcb電鍍中,酸性光亮鍍銅的陽極最 佳含磷量為0.035—0.070%,磷化銅(cu3p)黑膜的生成對陽 極性能具有決定性的意義。 關鍵詞:陽極磷銅0.035—0.070%磷含量 硫酸鹽光亮鍍銅具有許多優良的品質:出光快、整平性 好、效率高、成本低。這一鍍種被廣泛應用于裝飾性五金塑料電 鍍、電鑄、制版和印制線路板(pcb)電鍍中。一種鍍種被廣泛應 用,就值得我們傾心研究。 目前的研究多在于光亮劑上。國外的“210”、“mht”、 “pcm”光亮劑,國的“m、n、sp、p”體系和“320”等光亮劑 都是應用頗為廣泛并卓有成效的。然而研究陰極過程的多,研究 陽極狀態的少,陽極常常被人們忽視。筆者曾在1987年中國電 鍍協會第二屆電鍍學術年會上發表過論文《硫酸
【工程通用表格】單元體組裝工藝
格式:pdf
大小:11KB
頁數:3P
4.5
1.單元板塊組裝工藝流程 產前準備→材料領用→組件→框架組合→板塊組裝→板塊清洗→檢 驗→固化 1.1組裝前的準備工作 a.板塊尺寸較大,需用專用組裝平臺。 b.根據工藝文件的工序安排合理排布生產線。 c.配備單元組裝所需各種工具,對工具進行檢驗,試用,能正常工作。 d.領料,根據每批單元幕墻的加工細目,領取標準件、膠條、玻璃組 件、單元連接件、鋁型材框架材料、密封膠等。 1.2單元幕墻板塊的組裝 a.在組裝每一個單元板塊前都應認真清理工作臺面,防止在組裝過程 中劃傷鋁型材。 b.在所有橫、豎龍骨交接面涂耐候密封膠后,按組裝圖組框,在用螺 釘聯接橫豎框前,應在釘孔內注入耐候密封膠,以確保螺釘的防松及 釘孔處的水密性。 c.在組框時應著重控制型材拼接處的平整,板塊的外形尺寸及對角線 的差值。 d.凡打膠外型材表面必須用溶脂性、去污性、揮發性強的清潔劑清洗。 及時用專用的
公路橋組合鋼箱梁工廠整胎組裝工藝設計最新文檔

手機組裝工藝流程
格式:pdf
大小:54KB
頁數:1P
4.4
作業時 間(秒) 攝像頭*1; 喇叭*1: 震動喇叭*1: 裝天線支架*1: 馬達*1; 咪頭*1: 聽筒*1; 按鍵板*1; 按鍵板支架*1; lcd*1: 電池*1; 手寫筆*1; 泡棉*1; 高溫膠*1; 導電布*1; (已加工)面殼*1; 裝音量鍵*1: 拍照鍵*1; 底殼*1: 螺釘*4: 電池*4; 電池*2; 前攝像頭鏡片*1; 后攝像頭鏡片*1; 喇叭裝飾件*1; 貼保護膜*1; 左螺釘塞*1; 右螺釘塞*1; 螺絲標*1; 網標*1; imei貼標*1; 電池*2; 電池*2; 電池蓋*1; 手機袋*1; 審核 裝按鍵板支架,固定按 鍵板 貼泡棉,高溫膠,導
AQFN焊接組裝工藝研究 AQFN焊接組裝工藝研究
格式:pdf
大小:1.7MB
頁數:未知
4.3
aqfn封裝作為新一代封裝技術的革新,在smt業界已引起了強烈的反響,aqfn集成了數字基頻(dbb),模擬基頻(abb),電源管理(pm),射頻收發器(rf)。支持手機相機,高速usb,及d類音頻功放技術,aqfn集成強大的功能背后也帶來了高難度的焊接組裝工藝,同時對不良品的返修也提出了更高的要求。
東方發電機轉子組裝工藝 東方發電機轉子組裝工藝
格式:pdf
大小:140KB
頁數:未知
4.5
根據構皮灘轉子的結構特點及組裝控制尺寸要求,制訂嚴格的工藝措施,并通過對首臺機轉子轉子組裝工藝的分析和實踐,總結、優化下一臺轉子組裝的工藝方案,成功地控制了轉子支架的焊接變形、熱打鍵的脹量、轉子鐵芯及轉子的圓度和同心度,保證二臺轉子組裝各項控制尺寸要求。
離心泵組裝工藝培訓教材-專篇
格式:pdf
大小:302KB
頁數:4P
4.4
離心泵組裝工藝、故障及維修-----------組裝工藝 -1- 離心泵組裝工藝 一、裝配工藝守則 1裝配中的一般要求 1.1泵的零部件必須是合格品,并已完成各防銹處理。 1.2零部件在裝配時要清洗干凈,不允許有油污、臟物和鐵屑存在。 1.3對碳鋼和鑄鐵材料零部件外露的加工表面應涂防銹油或油脂。 1.4泵組裝后必須有泵旋轉方向的箭頭標志。 1.5泵組裝后必須進行標識,方法按q/spcn.g.28001《產品標識及可追溯性控制程 序》標準規定執行。 1.6泵性能試驗合格后,應除凈泵內積水,對碳鋼泵體流道、碳鋼葉輪流道和外表面, 碳鋼泵軸等件應涂防銹油或油脂,參照《泵整機防銹工藝》。 1.7泵包裝前應對泵體的進出口安裝5mm厚q235-a材料的盲板。若有配套的法蘭, 也同時安裝在盲板上。 2部裝和總裝的要求 2.1平鍵及軸承裝配時,不得用鐵錘直接敲打
 射頻電纜組件組裝工藝淺談
射頻電纜組件組裝工藝淺談 射頻電纜組件組裝工藝淺談
格式:pdf
大小:214KB
頁數:2P
4.6
近年來國內外射頻電纜組件的發展很快,射頻電纜組件的性能不斷提高,對射頻電纜組件組裝工藝也提出了更高的要求。射頻電纜組件組裝過程多是手工操作,產品的一致性及性能很難控制,要求有良好的工藝保證,為此介紹了射頻電纜組件組裝工藝,包括電纜的裁剪及剝皮、內導體的連接、外導體的連接和電氣性能的測試;探討了在組裝過程中應注意的問題,以及針對內導體焊接易出現虛焊問題進行研究。
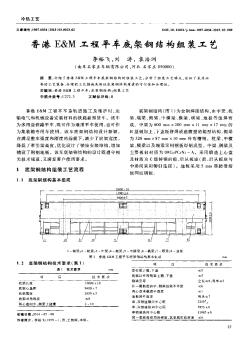
香港E&M工程平車底架鋼結構組裝工藝
格式:pdf
大小:125KB
頁數:2P
4.4
介紹了香港e&m工程平車底架鋼結構的組裝工藝,分析了組裝工藝難點,論證了采用必要的工藝裝備、合理的工藝措施來保證底架鋼結構質量的可行性和合理性。
公路橋組合鋼箱梁工廠整胎組裝工藝設計相關
文輯推薦
知識推薦
百科推薦


職位:預結算員造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


