

.鋼筋閃光對焊工藝標準完成
格式:pdf
大小:62KB
頁數:4P
人氣 :65
 4.5
4.5
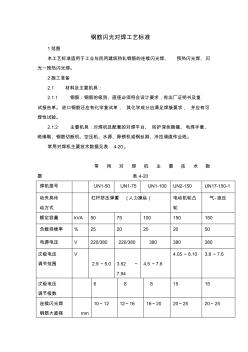
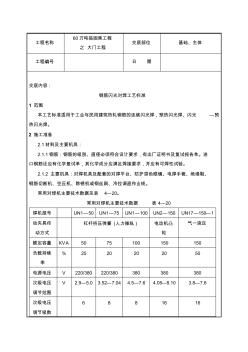
工程名稱 中國人民解放軍第 91中心醫 院綜合樓二期 交底部位 地下室 工程編號 日期 2011-10-27 交底內容: 鋼筋閃光對焊工藝標準 1、材料要求 鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。 2、主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 冷拉調直作業線。 常用對焊機主要技術數據見表 4—20。 常用對焊機主要技術數據表 4—20 焊機型號 UN1—50 UN1—75 UN1—100 UN2—150 UN17—150—1 動夾具傳動方 式 杠桿擠壓彈簧 (人力操縱 ) 電動機凸輪 氣一液壓 額定容量 KVA 50 75 100 150 150 負載持續率 % 25 20 20 20 50 電源電壓 V 220/380 220/380 380 380 380 次級電壓調節 范圍 V 2.9—5.0 3.52—7.0



鋼筋閃光對焊工藝標準 (3)
格式:pdf
大小:57KB
頁數:7P
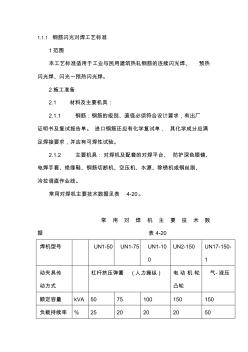
鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃 光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復 試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可 焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、 絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數 據表4-20 焊機型號un1-50un1-75un1-100un2-150un17-150-1 動夾具傳 動方式 杠桿擠壓彈簧(人力操縱)電動機輪凸 輪 氣-液壓 額定容量kva5075100150150 負載持續率%
鋼筋閃光對焊工藝標準 (4)
格式:pdf
大小:92KB
頁數:10P
1.1.1鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱 閃光焊、閃光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠 證明書及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿 足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、 電焊手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、 冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數 據表4-20 焊機型號un1-50un1-75un1-10 0 un2-150un17-150- 1 動夾具傳 動方式 杠桿擠壓彈簧(人力操縱)電動機輪 凸輪 氣-液壓 額定容量kva5075100150150
編輯推薦下載
鋼筋閃光對焊工藝標準
格式:pdf
大小:706KB
頁數:10P
4.4
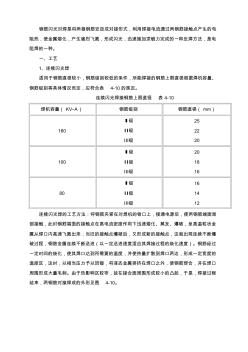
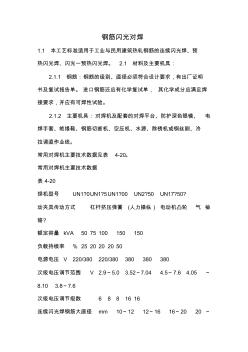
鋼筋閃光對焊是將兩根鋼筋安放成對接形式,利用焊接電流通過兩鋼筋接觸點產生的電 阻熱,使金屬熔化,產生強烈飛濺,形成閃光,迅速施加頂鍛力完成的一種壓焊方法,是電 阻焊的一種。 一、工藝 1、連續閃光焊 適用于鋼筋直徑較小,鋼筋級別較低的條件,所能焊接的鋼筋上限直徑根據焊機容量、 鋼筋級別等具體情況而定,應符合表4-10的規定。 連續閃光焊接鋼筋上限直徑表4-10 焊機容量(kv·a)鋼筋級別鋼筋直徑(mm) 160 ⅰ級 ⅱ級 ⅲ級 25 22 20 100 ⅰ級 ⅱ級 ⅲ級 20 18 16 80 ⅰ級 ⅱ級 ⅲ級 16 14 12 連續閃光焊的工藝方法:將鋼筋夾緊在對焊機的鉗口上,接通電源后,使兩鋼筋端面局 部接觸,此時鋼筋端面的接觸點在高電流密度作用下迅速熔化、蒸發、爆破,呈高溫粒狀金 屬從焊口內高速飛濺出來;當舊的接觸點爆破后,又形成新的接觸點
鋼筋閃光對焊工藝標準
格式:pdf
大小:57KB
頁數:7P
4.4
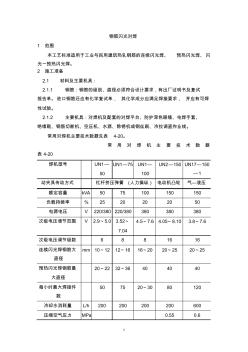
鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃 光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復 試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可 焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、 絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數 據表4-20 焊機型號un1-50un1-75un1-100un2-150un17-150-1 動夾具傳 動方式 杠桿擠壓彈簧(人力操縱)電動機輪凸 輪 氣-液壓 額定容量kva5075100150150 負載持續率%
鋼筋項目工程鋼筋閃光對焊工藝標準熱門文檔
鋼筋閃光對焊工藝標準 (6)
格式:pdf
大小:81KB
頁數:5P
4.3
技術、質量交底記錄 c2-03 大慶市工程質量監督管理協會監制 工程名稱編號 交底項目交底日期年月日 交底內容鋼筋閃光對焊工藝標準 文字說明或附圖: 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有化學復試單, 其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、空壓機、除 銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(
鋼筋閃光對焊工藝標準 (7)
格式:pdf
大小:83KB
頁數:6P
4.5
1 2020年4月19日 鋼筋閃光對焊工藝 標準 文檔僅供參考 2 2020年4月19日 工程名稱 河南新龍礦業有限公司梁北 礦井選煤廠主廠房 交底部位配電所主體 工程編號日期月日 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷 機、空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常見對焊機主要技術數據見表4—20。 常見對焊機主要技術數據表4—20 焊機型號un1—50un1—
鋼筋閃光對焊工藝標準2
格式:pdf
大小:
頁數:6P
4.6
鋼筋閃光對焊分項工程質量技術交底技1-5 年月日 工程名稱分部工程鋼筋混凝土 分項工程名稱鋼筋閃光對焊 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方 式 杠桿擠壓彈簧(人力操縱
鋼筋閃光對焊工藝標準 (2)
格式:pdf
大小:90KB
頁數:6P
4.6
表c1-3技術交底記錄 工程名稱交底部位 工程編號日期 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方 式 杠桿擠壓彈簧(人力操縱)電動機凸輪氣
鋼筋閃光對焊工藝標準 (5)
格式:pdf
大小:66KB
頁數:5P
4.4
技術交底記錄 年月日 技術負責人:交底人:接收人: 工程名稱分部工程 分項工程名稱 交底內容: 鋼筋閃光對焊 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應 有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據表4-20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)
鋼筋項目工程鋼筋閃光對焊工藝標準精華文檔

鋼筋閃光對焊工藝
格式:pdf
大小:106KB
頁數:8P
4.4
工程名稱 錢江療養院改造項目 工程 交底部位 工程編號日期 工程名稱 錢江療養院改造項目 工程 交底部位 工程編號日期 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光— 預熱閃光焊。 2施工準備 2.1材料及主要機具: 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動 方式 杠桿擠壓彈簧(人力操縱)電動機凸輪氣一液壓 額定容量kva5075100150150 負載持續率%2520202050 電源電壓v220/380220/380380380380 次級電壓調 節范圍 v2.9—5.03.52—7.0 4 4.5—7.64.05—8.103.8—7.6
鋼筋閃光對焊工藝標準(1199)
格式:pdf
大小:35KB
頁數:5P
4.7
個人資料總結僅限參考 1/5 鋼筋閃光對焊工藝標準414-1996) 范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光 焊、閃光一預熱閃光焊。 施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書 及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并 應有可焊性實驗。rkue0rt0kw 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊 手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業 線。rkue0rt0kw 常用對焊機主要技術數據見表4-20。 常用對焊機主 要技術數據表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣椧貉? 額定容
鋼筋閃光對焊工藝標準02 (2)
格式:pdf
大小:90KB
頁數:7P
4.6
技術交底記錄 工程名稱 漢水名城二期南區11#、14#、 16#、19#樓 交底部位結構層梁、板 工程編號02日期2011.11.5 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應 有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表1。 常用對焊機主要技術數據表1 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方 式 杠
鋼筋閃光對焊工藝標準02
格式:pdf
大小:90KB
頁數:6P
4.7
技術交底記錄 工程名稱 漢水名城二期南區11#、14#、 16#、19#樓 交底部位結構層梁、板 工程編號02日期2011.11.5 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應 有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表1。 常用對焊機主要技術數據表1 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方 式 杠
2.鋼筋閃光對焊工藝標準
格式:pdf
大小:119KB
頁數:8P
4.6
工程名稱 60萬噸搗固焦工程 之大門工程 交底部位基礎、主體 工程編號日期 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預 熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進 口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、 鋼筋切斷機、空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳 動方式 杠桿擠壓彈簧(人力操縱)電動機凸 輪 氣一液壓 額定容量kv
鋼筋項目工程鋼筋閃光對焊工藝標準最新文檔
鋼筋工程-鋼筋閃光對焊工藝標準
格式:pdf
大小:140KB
頁數:11P
4.4
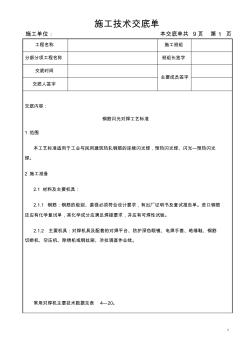
施工技術交底單 施工單位:本交底單共9頁第頁1 1 工程名稱施工班組 分部分項工程名稱班組長簽字 交底時間 主要成員簽字 交底人簽字 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光 焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋 還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋 切斷機、空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 施工技術交底單 施工單位:本交底單共9頁第頁2 2 工程名稱施工班組 分部分項工程名稱班組長簽字 交底時間 主要成員簽字 交底人簽字 常

鋼筋閃光對焊連接工藝標準
格式:pdf
大小:79KB
頁數:7P
4.3
天津市建工工程總承包有限公司文件題名:鋼筋閃光對焊連接工程 工藝標準頁數:共7頁 -51- dd鋼筋閃光對焊連接工程規范 一、適用范圍: 適用于鋼筋直徑較小的情況,所能焊接的最大最大鋼筋直徑應隨著焊機容 量的降低和鋼筋級別的提高而減小。 連續閃光焊鋼筋上限直徑 焊機容量 (kva) 15010075 鋼筋級別i級ii級iii級i級ii級iii級i級ii級iii級 鋼筋直徑 (mm) 252220201816161412 (二)預熱閃光焊: 適用范圍: 此工藝適用于端面比較平整,直徑較大的鋼筋。 (三)閃光——預熱——閃光焊: 此工藝適用于鋼筋端面不夠平整的情況。 二、施工準備: (一)設備準備: 根據鋼筋品種、直徑選用un1-75型、un1-100型、un2-150型、
![[整理]鋼筋閃光對焊工藝試驗](https://files.zjtcn.com/group1/M00/2F/DE/CgoBZ2AczGeAQxWRAAAyrNf_SC4405.jpg)
[整理]鋼筋閃光對焊工藝試驗
格式:pdf
大小:87KB
頁數:12P
4.5
鋼筋閃光對焊工藝試驗 1、工程概況 南水北調中線一期工程總干渠設計樁號為ⅳ33+700~ⅳ38+000,標段長度4.3km, 標段內共有各種建筑物8座,其中:河渠交叉建筑2座(普濟河倒虹吸、閆河倒虹吸), 節制閘、退水閘各1座,公路橋4座,抽排泵站8座。混凝土工程量約16.35萬m3, 鋼筋約11480t。 倒虹吸施工過程中,b18、b20、b22鋼筋采用閃光對焊連接(閃光——預熱—— 閃光焊)。為確保鋼筋加工質量,在正式進行鋼筋連接施工前,先進行鋼筋閃光對焊工 藝試驗。 2、試驗目的 通過鋼筋閃光對焊工藝性試驗,確定閃光對焊時待焊鋼筋的調伸長度、燒化留量、 頂鍛留量以及變壓器級數等焊接參數。確保現場鋼筋焊接的質量。 3、編制的依據 (1)《水工混凝土鋼筋施工規范》(dl/t5169-2002); (2)《鋼筋焊接及驗收規程》(jgj18-2003
鋼筋閃光對焊
格式:pdf
大小:13KB
頁數:8P
4.8
鋼筋閃光對焊 1.1本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預 熱閃光焊、閃光一預熱閃光焊。2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明 書及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊 接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電 焊手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷 拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據 表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣椧 貉? 額定容量kva5075100150150 負載持續率%2520202050 電源電壓v220/
鋼筋閃光對焊
格式:pdf
大小:58KB
頁數:7P
4.5
1 鋼筋閃光對焊 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃 光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試 報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊 性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、 絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據 表4-20 焊機型號un1— 50 un1—75un1— 100 un2—150un17—150 —1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣—液壓 額定容量kva50751001


鋼筋閃光對焊工藝標準技術交底
格式:doc
大小:57KB
頁數:7P
4.4
工程名稱 交底部位 工程編號 日期 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號 un1—50 un1—75 un1—100 un2—150 un17—150—1 動夾具傳動方式 杠桿擠壓彈簧(人力操縱) 電動機凸輪 氣一液壓


鋼筋閃光對焊工藝標準(414-1996).txt
格式:txt
大小:7KB
頁數:未知
4.6
鋼筋閃光對焊工藝標準(414-1996) 范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光焊、閃光一預熱閃光焊。 施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主要技術數據表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式

2019年1.3_鋼筋閃光對焊工藝標準完成
格式:pdf
大小:159KB
頁數:13P
4.7
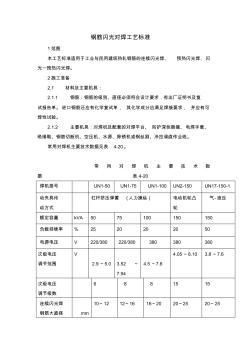
表c1-3技術交底記錄 工程名稱 中國人民解放軍第91中心醫 院綜合樓二期 交底部位地下室 工程編號日期2011-10-27 交底內容: 鋼筋閃光對焊工藝標準 1、材料要求 鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。 2、主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方 式 杠桿擠壓彈簧(人力操縱)電動機凸輪氣一液壓 額定容量kva5075100150150 負載持續率%2520202050 電源電壓v220/380220/3803803

大型購物廣場鋼筋閃光對焊工藝標準技術交底
格式:pdf
大小:85KB
頁數:5P
4.8
c2-4技術交底記錄編號: 工程名稱大型購物廣場日期2017年5月12日 交底部位鋼筋閃光對焊工藝標準頁數共5頁,第頁 交底內容: 鋼筋閃光對焊工藝標準 1范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊,預熱閃光焊、閃光—預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應有 化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4—20。 常用對焊機主要技術數據表4—20 焊機型號un1—50un1—75un1—100un2—150un17—15
![鋼筋閃光對焊工藝標準(4141996)[001]](https://files.zjtcn.com/group1/M00/6C/1E/CgoBZ2A6dVKATQLpAAA0JQ-fFWo456.jpg)
鋼筋閃光對焊工藝標準(4141996)[001]
格式:pdf
大小:16KB
頁數:7P
4.4
個人資料整理,僅供個人學習使用 1/7 鋼筋閃光對焊工藝標準(414-1996) 范圍 本工藝標準適用于工業與民用建筑熱軋鋼筋的連續閃光焊、預熱閃光 焊、閃光一預熱閃光焊。 施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書 及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應 有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊 手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業線。 常用對焊機主要技術數據見表4-20。 常用對焊機主 要技術數據表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣椧貉? 額定容量kva5075100
鋼筋項目工程鋼筋閃光對焊工藝標準相關
文輯推薦
知識推薦
百科推薦


職位:內裝施工員
擅長專業:土建 安裝 裝飾 市政 園林


