

鋼筋套筒連接要求
格式:pdf
大小:7KB
頁數:3P
人氣 :70
 4.6
4.6
鋼筋套筒連接要求 一、鋼筋套筒施工準備 1、材料準備 (1)鋼筋:用于施工的鋼筋是經過進場檢驗并符合要求的鋼筋。鋼筋端頭進行 預處理,將彎頭矯直或切除,要求鋼筋端面與鋼筋軸線基本垂直。 (2)套筒:由廠家提供,其規格型號必須與進場的鋼筋相對應,套筒必須有出 廠合格證,經檢驗確認后方可使用。 (3)水溶性切削液,加工絲頭時用。 (4)絲頭保護帽。 2、機具準備 (1)無齒鋸或專用鋼筋切斷設備,角磨機,扳手,管鉗等。 (2)鋼筋剝肋滾壓直螺紋機,檢查設備完好,按規定的鋼筋規格調試好設備。 絲頭加工時采用水溶性切削液,嚴禁用機油,嚴禁不加切削液加工。 3、技術準備 (1)按照圖紙確定好鋼筋的連接位置,為下料做準備。 (2)參加絲頭加工及連接施工的人員必須進行技術培訓,經考核合格并頒發上 崗操作證,方可上崗操作。 二、施工工藝 1、工藝流程 鋼筋絲頭加工:鋼筋端面平頭→絲頭加工→絲頭質量檢驗→帶



鋼筋套筒連接計算
格式:pdf
大小:46KB
頁數:2P
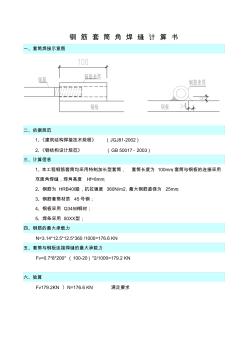
鋼筋套筒角焊縫計算書 一、套筒焊接示意圖 二、依據規范 1、《建筑結構焊接技術規程》(jgj81-2002) 2、《鋼結構設計規范》(gb50017-2003) 三、計算信息 1、本工程鋼筋套筒均采用特制加長型套筒,套筒長度為100mm;套筒與鋼板的連接采用 雙面角焊縫,焊角高度hf=8mm; 2、鋼筋為hrb400級,抗拉強度360n/m2,最大鋼筋直徑為25mm; 3、鋼筋套筒材質45號鋼; 4、鋼板采用q345b鋼材; 5、焊條采用50xx型; 四、鋼筋的最大承載力 n=3.14*12.5*12.5*360/1000=176.6kn 五、套筒與鋼板連接焊縫的最大承載力 fv=0.7*8*200*(100-20)*2/1000=179.2kn 六、驗算 fv179.2kn〉n=176.6kn滿足要求 鋼筋角焊縫計算
編輯推薦下載
鋼筋套筒連接要求規范
格式:pdf
大小:70KB
頁數:10P
4.4
實用文檔 標準文案大全 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內 容,單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊
00鋼筋套筒連接規范.
格式:pdf
大小:80KB
頁數:12P
4.7
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔態氣壓
鋼筋套筒連接要求熱門文檔
直螺紋帶肋鋼筋套筒連接
格式:pdf
大小:21KB
頁數:4P
4.6
直螺紋帶肋鋼筋套筒連接 直螺紋鋼筋套筒接頭,通過鋼筋端部特制的直螺紋和直螺紋套 筒咬合形成的接頭。 1、套筒 擠壓接頭所用套筒材料應選用適于壓延加工的鋼材。 (1)其材料力學性能應滿足下表。 項目力學性能指標 屈服強度(n/mm2)225-325 抗拉強度(n/mm2)375-500 延伸率δs(%)≥20 硬度(hrb)60-80 或(hb)102-133 2、套筒尺寸的允許偏差 套筒外徑(d)外徑允許偏差壁厚(b)允許偏差長度允許偏差 ≤50±±0.5 +0.12b -0.10b±2 >50±0.01d +0.12b -0.10b±2 (3)套筒必須有出廠合格證、套筒應庫內存放,不得露天堆放, 防止銹蝕和沾污。 3、擠壓設備 主要由擠壓機、超高壓泵、平衡器,吊掛小車等組成。 (1)擠壓器技術性能 內容指數 額定工作油壓
鋼筋套筒連接技術規程
格式:pdf
大小:112KB
頁數:11P
4.6
鋼筋等強度剝肋滾軋直螺紋連接技術規程》(2009/07/1914:39) 一、總則 1、為在混凝土結構中使用鋼筋等強度剝肋滾軋直螺紋接頭,做到經濟合理,確 保質量,特制定本規程。 2、本規程適用于鋼筋剝肋滾軋直螺紋接頭的施工應用與驗收。剝肋滾軋直螺紋 接頭適用于工業與民用建筑的混凝土結構中直徑為16—40mm的hrb335、hrb400帶 肋鋼筋的連接。 3、用于等強度剝肋滾軋直螺紋鋼筋接頭的鋼筋應符合現行國家標準的要求。本 規程應與現行行業標準《鋼筋機械連接通用技術規程》jgj107-2003配套使用,尚 應符合國家現行標準的有關規定。 二、術語 1、鋼筋等強度剝肋滾軋直螺紋接頭(以下簡稱直螺紋接頭)fullpcrformancc knob-cutrolledparallelthreeadsplicingofredars 把待連接的鋼筋端部剝肋


鋼筋套筒連接技術交底
格式:pdf
大小:111KB
頁數:5P
4.8
第1頁共5頁 技術交底記錄蘇tj2.1.3 工程名稱x分部工程名稱鋼筋工程 分項工程名稱直螺紋鋼筋機械連接交底部位±0.00以下及地庫 一、施工依據 1、本工程設計圖紙及設計文件 2、《鋼筋機械連接通用技術規程》jgj107-2010 3、本工程施工組織設計及鋼筋工程施工方案 二、施工準備 1、參加滾壓直螺紋連接接頭施工的人員必須經過技術培訓,經考試合格后方可持證上 崗操作。 2、鋼筋應先調直再加工,切口斷面要與鋼筋軸線垂直,端頭彎曲、馬蹄形嚴重的要切 去,但不得用氣割下料。 三、材料要求 1、鋼筋的級別、規格應符合設計要求,并且有材質證明及復試報告。 2、連接套應符合以下要求:套筒采取購買成品,廠家必須提供合格怔。套筒原材料選 用優質碳素結構鋼,符合《優質碳素結構鋼》gb/t699-1999標準的要求。套筒表面沒有 裂紋,表面及內螺紋沒有嚴重的
鋼筋套筒連接規范標準 (2)
格式:pdf
大小:83KB
頁數:12P
4.4
...... .專業word可編輯. 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶肋 鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于 焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12m
鋼筋套筒連接要求精華文檔
鋼筋套筒連接技術交底
格式:pdf
大小:95KB
頁數:3P
4.5
技術交底記錄 施工單位:中鐵一局寶蘭客專項目經理部五工區編號:jsjd-b015 單位工程杏園李家河大橋施工里程dk904+518.15-907.85 交底內容鋼筋套筒連接技術交底 接底部門 (架子隊) 倪其祥班組 交底內容: 隧道二次襯砌鋼筋φ18、φ20、φ22、φ25鋼筋采用等強度剝肋滾軋直螺紋連接。 施工準備: 1、滾軋直螺紋接頭施工的人員必須進行技術培訓,經考核合格后方可持證上崗操作。 2、鋼筋先調直再加工。 絲頭加工: a)鋼筋嚴禁用沖切、電焊、氣割下料,應使用砂輪切割機下料;切口斷面應平整并與鋼筋 軸線垂直,不得有馬蹄形或扭曲;鋼筋端部不得有彎曲,出現彎曲時應調直,馬蹄形應 切去。 這是保證鋼筋絲頭長度、直徑質量的關鍵。 b)絲頭加工時應使用水性潤滑液,嚴禁使用油性潤滑液或不加潤滑液。 c)絲頭中徑、牙型及絲頭有效螺紋中徑尺寸公差滿足相關要求。
鋼筋套筒連接規范 (2)
格式:pdf
大小:26KB
頁數:5P
4.8
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋 帶肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增 加了適用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增 補內容,單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔態氣 壓焊的內容; ⑦在預埋件t形接頭焊接中增加了鋼筋埋弧螺柱焊。 鋼筋氧液化石油氣熔態氣壓焊:鋼

鋼筋套筒連接規范-Word-文檔
格式:pdf
大小:601KB
頁數:6P
4.6
1 鋼筋套筒知識 時間:2010-07-1105:44來源:unknown作者:355點擊:109次 6.1試驗速率的節制 由于在接頭的單向拉伸強度實驗規范中并沒有專門指出試驗速率如何節制,但它 對實驗結果會產生影響,很明顯不能參照鋼 6.1試驗速率的節制 由于在接頭的單向拉伸強度實驗規范中并沒有專門指出試驗速率如何節制,但它 對實驗結果會產生影響,很明顯不能參照鋼筋焊接接頭實驗方法,我們施用的是 gb/t228-2002《金屬質料室溫檢測方法》中涉及測定拉伸強度的劃定:如實驗不 包孕屈就強度或劃定強度的測定,平行長度的應變速率不該超過0.008/s,如果 試驗機無力測量或節制應變速率,直至屈就完成,應接納等效于下表劃定的應力 速率的試驗機夾頭分離速率鋼筋等強剝肋滾壓直螺紋連接技能可連接直徑 16-40mm的(近期又擴展到直徑12-50m

鋼筋套筒連接技術交底 (2)
格式:pdf
大小:136KB
頁數:3P
4.4
精選 除特別注明外,地下室底板和相應的基礎梁按倒置板、倒置梁要求,連接部 位上部縱筋一般在跨中1/3范圍之外連接或錨固在支座內,下部縱筋一般在跨中 1/3范圍之內連接。 樓層梁縱筋和樓板鋼筋的連接部位:上部縱筋一般在跨中1/3范圍內連接; 下部縱筋一般錨固在支座內,或在跨中1/3范圍之外彎矩較小處連接。 ①鋼筋絲頭加工 采用鋼筋切斷機下料,要保證其端部不因擠陷而導致絲扣不飽滿。要求下料 斷面垂直鋼筋軸線,無馬蹄形或彎曲頭,否則用砂輪切割機切掉。 滾扎鋼筋直螺紋時,采用水溶性切削潤滑液,不得用機油作切削潤滑液或不 加潤滑液滾扎絲頭。 鋼筋套絲完成后,要求用牙形規、環規逐個檢查鋼筋絲頭的加工質量; 自檢合格的絲頭,一頭擰上同規格的保護帽,另一頭擰上同規格的連接套; 質檢人員用牙形規、環規,按10%的加工數量抽檢鋼筋絲頭加工質量,并填 寫鋼筋螺紋加工檢驗記錄,

鋼筋套筒連接技術規程 (2)
格式:pdf
大小:569KB
頁數:7P
4.7
鋼筋等強度剝肋滾軋直螺紋連接技術規程》(2009/07/1914:39) 一、總則 1、為在混凝土結構中使用鋼筋等強度剝肋滾軋直螺紋接頭,做到經濟合理,確保質量,特 制定本規程。 2、本規程適用于鋼筋剝肋滾軋直螺紋接頭的施工應用與驗收。剝肋滾軋直螺紋接頭適用于 工業與民用建筑的混凝土結構中直徑為16—40mm的hrb335、hrb400帶肋鋼筋的連接。 3、用于等強度剝肋滾軋直螺紋鋼筋接頭的鋼筋應符合現行國家標準的要求。本規程應與現 行行業標準《鋼筋機械連接通用技術規程》jgj107-2003配套使用,尚應符合國家現行標準 的有關規定。 二、術語 1、鋼筋等強度剝肋滾軋直螺紋接頭(以下簡稱直螺紋接頭)fullpcrformanccknob-cut rolledparallelthreeadsplicingofredars 把待連接的鋼筋端部剝肋后
鋼筋套筒連接要求最新文檔

鋼筋套筒連接技術規程 (3)
格式:pdf
大小:62KB
頁數:6P
4.3
鋼筋等強度剝肋滾軋直螺紋連接技術規程》(2009/07/1914:39) 一、總則 1、為在混凝土結構中使用鋼筋等強度剝肋滾軋直螺紋接頭,做到經濟合理,確保質量,特 制定本規程。 2、本規程適用于鋼筋剝肋滾軋直螺紋接頭的施工應用與驗收。剝肋滾軋直螺紋接頭適用于 工業與民用建筑的混凝土結構中直徑為16—40mm的hrb335、hrb400帶肋鋼筋的連接。 3、用于等強度剝肋滾軋直螺紋鋼筋接頭的鋼筋應符合現行國家標準的要求。本規程應與現 行行業標準《鋼筋機械連接通用技術規程》jgj107-2003配套使用,尚應符合國家現行標準 的有關規定。 二、術語 1、鋼筋等強度剝肋滾軋直螺紋接頭(以下簡稱直螺紋接頭)fullpcrformanccknob-cut rolledparallelthreeadsplicingofredars 把待連接的鋼筋端部剝肋后

鋼筋套筒連接施工方案
格式:pdf
大小:96KB
頁數:7P
4.6
鋼筋套筒連接施工工藝性試驗方案 批準: 審核: 編制: 1/7 目錄 1、概述...........................................................................................................................................................0 1.1工程概況...........................................................................................................................................0 2、試驗依據..................................
鋼筋套筒連接規范 (2)
格式:pdf
大小:43KB
頁數:12P
4.3
精選 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔
鋼筋套筒連接規范 (3)
格式:pdf
大小:170KB
頁數:12P
4.3
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于 焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石

鋼筋套筒連接規范
格式:pdf
大小:14KB
頁數:5P
4.4
業規范和通用規程共同評定4檢驗規則 接頭的檢驗分為型式檢驗、工藝檢驗和施工現場檢驗 型式檢驗的首要效用是確定接頭性能等級,另有當質料、工藝、規格進行改動和質量監督部 門提出專門要求時也需要進行型式檢驗鋼筋連接工程起頭前及施工歷程中,應對每批進場鋼 筋進行接頭工藝檢驗,這是非常重要的,但是現在往往得不到重視,首要緣故原由是擴大了 連接工程施工單位提供的型式檢驗陳訴的效用,往往只要有了型式檢驗陳訴就萬事大吉,或 者將工藝檢驗和現場檢驗混為一談,合二為一,工藝檢驗是檢驗技能提供單位所確定的工藝 參數是否與本工程中的進場鋼筋相順應,發現工藝檢驗不合格,可實時調解工藝參數,這樣 可提高實際工程中抽樣試件的合格率,減少在工程應用后再發現問題釀成的經濟喪失現場檢 驗是由檢驗部門在施工現場進行的抽樣檢驗,需在設置設備擺設單位或監理單位的見證下取 樣,一般只進行外觀質量
鋼筋套筒連接規范標準
格式:pdf
大小:80KB
頁數:12P
4.4
.\ 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣
![鋼筋套筒連接規范標準[詳]](https://files.zjtcn.com/group1/M00/8D/FD/CgoBZ2A_RdGAPvrxAAA2dk3XCb8285.jpg)
鋼筋套筒連接規范標準[詳]
格式:pdf
大小:186KB
頁數:19P
4.5
...... 學習參考 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋
 鋼筋焊接與鋼筋套筒連接技術的經濟比較
鋼筋焊接與鋼筋套筒連接技術的經濟比較 鋼筋焊接與鋼筋套筒連接技術的經濟比較
格式:pdf
大小:465KB
頁數:2P
4.5
1概述在水工工程中,現澆鋼筋混凝土工程,鋼筋連接一般采用綁焊及碰焊等傳統工藝。隨著科學技術的進一步發展,一種新的鋼筋連接工藝——帶肋鋼筋套筒擠壓連接技術應運而生(見圖1)。這是上海鋼鐵研究所研制成功并榮獲國家發明三等獎的專利產品和工
鋼筋套筒連接要求相關
文輯推薦
知識推薦
百科推薦


職位:巖土科研人員
擅長專業:土建 安裝 裝飾 市政 園林


