




00鋼筋套筒連接規范.
格式:pdf
大小:80KB
頁數:12P
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔態氣壓
編輯推薦下載

鋼筋套筒連接規范標準 (2)
格式:pdf
大小:83KB
頁數:12P
 4.4
4.4
...... .專業word可編輯. 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶肋 鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于 焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12m
鋼筋套筒連接規范PPT熱門文檔
鋼筋套筒連接規范 (2)
格式:pdf
大小:26KB
頁數:5P
4.8
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋 帶肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增 加了適用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增 補內容,單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔態氣 壓焊的內容; ⑦在預埋件t形接頭焊接中增加了鋼筋埋弧螺柱焊。 鋼筋氧液化石油氣熔態氣壓焊:鋼

鋼筋套筒連接規范-Word-文檔
格式:pdf
大小:601KB
頁數:6P
4.6
1 鋼筋套筒知識 時間:2010-07-1105:44來源:unknown作者:355點擊:109次 6.1試驗速率的節制 由于在接頭的單向拉伸強度實驗規范中并沒有專門指出試驗速率如何節制,但它 對實驗結果會產生影響,很明顯不能參照鋼 6.1試驗速率的節制 由于在接頭的單向拉伸強度實驗規范中并沒有專門指出試驗速率如何節制,但它 對實驗結果會產生影響,很明顯不能參照鋼筋焊接接頭實驗方法,我們施用的是 gb/t228-2002《金屬質料室溫檢測方法》中涉及測定拉伸強度的劃定:如實驗不 包孕屈就強度或劃定強度的測定,平行長度的應變速率不該超過0.008/s,如果 試驗機無力測量或節制應變速率,直至屈就完成,應接納等效于下表劃定的應力 速率的試驗機夾頭分離速率鋼筋等強剝肋滾壓直螺紋連接技能可連接直徑 16-40mm的(近期又擴展到直徑12-50m
鋼筋套筒連接規范 (2)
格式:pdf
大小:43KB
頁數:12P
4.3
精選 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔
鋼筋套筒連接規范 (3)
格式:pdf
大小:170KB
頁數:12P
4.3
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于 焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石
鋼筋套筒連接規范PPT精華文檔

鋼筋套筒連接規范
格式:pdf
大小:14KB
頁數:5P
4.4
業規范和通用規程共同評定4檢驗規則 接頭的檢驗分為型式檢驗、工藝檢驗和施工現場檢驗 型式檢驗的首要效用是確定接頭性能等級,另有當質料、工藝、規格進行改動和質量監督部 門提出專門要求時也需要進行型式檢驗鋼筋連接工程起頭前及施工歷程中,應對每批進場鋼 筋進行接頭工藝檢驗,這是非常重要的,但是現在往往得不到重視,首要緣故原由是擴大了 連接工程施工單位提供的型式檢驗陳訴的效用,往往只要有了型式檢驗陳訴就萬事大吉,或 者將工藝檢驗和現場檢驗混為一談,合二為一,工藝檢驗是檢驗技能提供單位所確定的工藝 參數是否與本工程中的進場鋼筋相順應,發現工藝檢驗不合格,可實時調解工藝參數,這樣 可提高實際工程中抽樣試件的合格率,減少在工程應用后再發現問題釀成的經濟喪失現場檢 驗是由檢驗部門在施工現場進行的抽樣檢驗,需在設置設備擺設單位或監理單位的見證下取 樣,一般只進行外觀質量
鋼筋套筒連接規范標準
格式:pdf
大小:80KB
頁數:12P
4.4
.\ 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣
![鋼筋套筒連接規范標準[詳]](https://files.zjtcn.com/group1/M00/8D/FD/CgoBZ2A_RdGAPvrxAAA2dk3XCb8285.jpg)
鋼筋套筒連接規范標準[詳]
格式:pdf
大小:186KB
頁數:19P
4.5
...... 學習參考 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋
鋼筋套筒連接規范-(48638)
格式:pdf
大小:109KB
頁數:18P
4.6
-- -- 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》 gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝 土用鋼第2部分:熱軋帶肋鋼筋》中細晶粒鋼筋的出現, 做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于焊 接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸 至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋 閃光對焊”中列出,增補內容,單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼
鋼筋套筒連接規范PPT最新文檔
鋼筋套筒連接規范(20200929113928)
格式:pdf
大小:258KB
頁數:12P
4.6
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于 焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液

鋼筋套筒連接規范(20200929114026)
格式:pdf
大小:27KB
頁數:6P
4.7
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是《鋼筋混凝土用鋼第2部分:熱軋帶肋鋼筋》中 細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于焊 接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增 補內容,單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔態 氣壓焊的內容; ⑦在預埋件t形接頭焊接中增加了鋼筋埋弧螺柱焊。 鋼筋氧液化石油氣熔態氣壓焊:鋼筋氣壓焊的基本原理是采用氧

鋼筋套筒連接規范(20200929114029)
格式:pdf
大小:36KB
頁數:5P
4.4
建筑 業規范和通用規程共同評定4檢驗規則 接頭的檢驗分為型式檢驗、工藝檢驗和施工現場檢驗 型式檢驗的首要效用是確定接頭性能等級,另有當質料、工藝、規格進行改動和質量監督部 門提出專門要求時也需要進行型式檢驗鋼筋連接工程起頭前及施工歷程中,應對每批進場鋼 筋進行接頭工藝檢驗,這是非常重要的,但是現在往往得不到重視,首要緣故原由是擴大了 連接工程施工單位提供的型式檢驗陳訴的效用,往往只要有了型式檢驗陳訴就萬事大吉,或 者將工藝檢驗和現場檢驗混為一談,合二為一,工藝檢驗是檢驗技能提供單位所確定的工藝 參數是否與本工程中的進場鋼筋相順應,發現工藝檢驗不合格,可實時調解工藝參數,這樣 可提高實際工程中抽樣試件的合格率,減少在工程應用后再發現問題釀成的經濟喪失現場檢 驗是由檢驗部門在施工現場進行的抽樣檢驗,需在設置設備擺設單位或監理單位的見證下取 樣,一般只進行外

鋼筋套筒連接規范(20200930103326)
格式:pdf
大小:29KB
頁數:10P
4.8
一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是《鋼筋混凝土用鋼第2部分:熱軋帶肋鋼筋》中細晶 粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適用于焊接的鋼筋 牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內容, 單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊和鋼筋氧液化石油氣熔態氣壓 焊的內容; ⑦在預埋件t形接頭焊接中增加了鋼筋埋弧螺柱焊。 鋼筋氧液化石油氣熔態氣壓焊:鋼筋氣壓焊的基本原理是采用氧-

鋼筋套筒連接要求
格式:pdf
大小:7KB
頁數:3P
4.6
鋼筋套筒連接要求 一、鋼筋套筒施工準備 1、材料準備 (1)鋼筋:用于施工的鋼筋是經過進場檢驗并符合要求的鋼筋。鋼筋端頭進行 預處理,將彎頭矯直或切除,要求鋼筋端面與鋼筋軸線基本垂直。 (2)套筒:由廠家提供,其規格型號必須與進場的鋼筋相對應,套筒必須有出 廠合格證,經檢驗確認后方可使用。 (3)水溶性切削液,加工絲頭時用。 (4)絲頭保護帽。 2、機具準備 (1)無齒鋸或專用鋼筋切斷設備,角磨機,扳手,管鉗等。 (2)鋼筋剝肋滾壓直螺紋機,檢查設備完好,按規定的鋼筋規格調試好設備。 絲頭加工時采用水溶性切削液,嚴禁用機油,嚴禁不加切削液加工。 3、技術準備 (1)按照圖紙確定好鋼筋的連接位置,為下料做準備。 (2)參加絲頭加工及連接施工的人員必須進行技術培訓,經考核合格并頒發上 崗操作證,方可上崗操作。 二、施工工藝 1、工藝流程 鋼筋絲頭加工:鋼筋端面平頭→絲頭加工→絲頭質量檢驗→帶
鋼筋套筒連接計算
格式:pdf
大小:46KB
頁數:2P
4.6
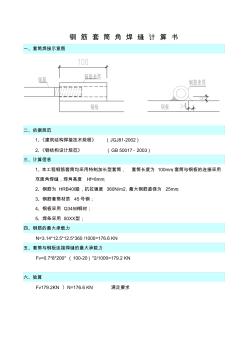
鋼筋套筒角焊縫計算書 一、套筒焊接示意圖 二、依據規范 1、《建筑結構焊接技術規程》(jgj81-2002) 2、《鋼結構設計規范》(gb50017-2003) 三、計算信息 1、本工程鋼筋套筒均采用特制加長型套筒,套筒長度為100mm;套筒與鋼板的連接采用 雙面角焊縫,焊角高度hf=8mm; 2、鋼筋為hrb400級,抗拉強度360n/m2,最大鋼筋直徑為25mm; 3、鋼筋套筒材質45號鋼; 4、鋼板采用q345b鋼材; 5、焊條采用50xx型; 四、鋼筋的最大承載力 n=3.14*12.5*12.5*360/1000=176.6kn 五、套筒與鋼板連接焊縫的最大承載力 fv=0.7*8*200*(100-20)*2/1000=179.2kn 六、驗算 fv179.2kn〉n=176.6kn滿足要求 鋼筋角焊縫計算
鋼筋套筒連接要求規范
格式:pdf
大小:70KB
頁數:10P
4.4
實用文檔 標準文案大全 一、鋼筋的連接方式及執行標準情況 1.綁扎搭接接頭 有關要求及規定《混凝土結構工程施工質量及驗收規范》gb50204-2002第5.4.6條 2.鋼筋焊接接頭 現行標準《鋼筋焊接及驗收規程》jgj182003 標準正在進行修訂,修訂的主要內容有: ①增加了術語和符號; ②根據國家現行標準,特別是gb1499.2-2007《鋼筋混凝土用鋼第2部分:熱軋帶 肋鋼筋》中細晶粒鋼筋的出現,做了細晶粒鋼筋各種焊接方法的試驗后,增加了適 用于焊接的鋼筋牌號和規格; ③對用于鋼筋電渣壓力焊的鋼筋下限直徑,從14mm延伸至12mm; ④在焊接工藝方法方面,將箍筋閃光對焊從原來“鋼筋閃光對焊”中列出,增補內 容,單獨成節; ⑤在鋼筋電弧焊中,增加了co2氣體保護電弧焊的內容; ⑥在鋼筋氣壓焊方面,增加了半自動鋼筋固態氣壓焊
直螺紋帶肋鋼筋套筒連接
格式:pdf
大小:21KB
頁數:4P
4.6
直螺紋帶肋鋼筋套筒連接 直螺紋鋼筋套筒接頭,通過鋼筋端部特制的直螺紋和直螺紋套 筒咬合形成的接頭。 1、套筒 擠壓接頭所用套筒材料應選用適于壓延加工的鋼材。 (1)其材料力學性能應滿足下表。 項目力學性能指標 屈服強度(n/mm2)225-325 抗拉強度(n/mm2)375-500 延伸率δs(%)≥20 硬度(hrb)60-80 或(hb)102-133 2、套筒尺寸的允許偏差 套筒外徑(d)外徑允許偏差壁厚(b)允許偏差長度允許偏差 ≤50±±0.5 +0.12b -0.10b±2 >50±0.01d +0.12b -0.10b±2 (3)套筒必須有出廠合格證、套筒應庫內存放,不得露天堆放, 防止銹蝕和沾污。 3、擠壓設備 主要由擠壓機、超高壓泵、平衡器,吊掛小車等組成。 (1)擠壓器技術性能 內容指數 額定工作油壓
鋼筋套筒連接規范PPT相關
文輯推薦
知識推薦
百科推薦


職位:木門結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


