

基于硅膠模技術的小批量塑料件快速制造
格式:pdf
大小:1.9MB
頁數:4P
人氣 :79
 4.3
4.3
介紹了近年來不斷被用于塑料工業的硅膠模真空注型快速制造技術。概述了硅膠模真空注型技術的特點、應用范圍,介紹并分析了小批量塑料件的制造工藝方法。



 集成RP/RT/CAE的塑料件快速開發研究
集成RP/RT/CAE的塑料件快速開發研究 集成RP/RT/CAE的塑料件快速開發研究
格式:pdf
大小:6.4MB
頁數:4P
詳細介紹了快速成型和硅膠模具技術的基本工藝流程,應用moldfow軟件對硅膠模真空注型過程進行了最近澆口位置及流動性分析,并制作了真空注型件。結果表明,集成rp/rt/cae技術可以大大縮短塑料件的開發周期、節約開發成本。
塑料件質量要1
格式:pdf
大小:7KB
頁數:1P
塑料件質量要求: 為了讓供應商更好地掌握本公司的質量要求,需滿足以下條件: 一,塑料件的材質一定要符合本公司的訂單需求. 二,塑料件要滿足裝配要求以及應有的功能.. 三,塑料件表面容易產生的外觀缺點要符合我司品質要求. 3.1不允許表面有色差.(特別是需要發外噴漆的產品,統一要原色,不允許有雜質及其它顏色) 3.2不允許有缺料. 3.3不允許有變形.特別是影響組裝及無法使用的變形,絕不允許. 3.4不允許有披鋒.影響裝配及主要外觀的不接受.披鋒需小于可接觸面1mm. 3.5正面不允許有麻點.外徑大于¢0.8mm的麻點在正面一個不接受,小于¢0.4mm的麻點可 接受3點以內,同一個面不允許有3點以上. 3.6不允許產品正面有凹凸不平,頂針高,底材刮花的缺點. 3.7刮花不允許(特別是車廠的產
編輯推薦下載
UPVC塑料件要點
格式:pdf
大小:404KB
頁數:14P
4.8
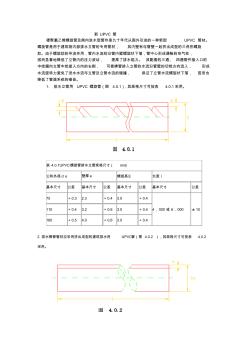
新upvc管 硬聚氯乙烯螺旋管及側向進水型管件是九十年代從國外引進的一種新型upvc管材。 螺旋管是用于建筑物內部排水立管的專用管材,其內壁有與管壁一起擠出成型的三角形螺旋 肋。由于螺旋肋的導流作用,管內水流則沿管內壁螺旋狀下落,管中心形成通暢的空氣柱, 因而顯著地降低了立管內的壓力波動,提高了排水能力。其配套的三通、四通管件接入口的 中線偏向立管中線接入方向的右側,可使橫管排入立管的水流沿管壁的切線方向流入,形成 水流旋轉力避免了進水水流與立管及立管水流的碰撞,保證了立管水流螺旋狀下落,因而也 降低了管道系統的噪音。 1.排水立管用upvc螺旋管(圖4.0.1),其規格尺寸可按表4.0.1采用。 表4.0.1upvc螺旋管排水立管規格尺寸(mm) 公稱外徑de壁厚e螺旋高e長度l 基本尺寸公差基本尺寸公差基本尺寸公差基本尺寸公差
硅膠模技術小批量塑料件快速制造熱門文檔
單件小批量鑄鋼件產品質量檢驗與控制 (2)
格式:pdf
大小:10KB
頁數:3P
4.6
個人收集整理-zq 1/3 單件小批量鑄鋼件多為不定型單件生產,沒有鑄造工藝驗證環節,而鑄造工藝地合理編制, 實踐經驗是很重要地依據.加之鑄鋼其含碳量低(≤%),澆注溫度高(可達℃),因此在砂型鑄造 生產中鑄鋼件或多或少地存在一些鑄造缺陷.技術、檢測能力強、生產條件好地企業鑄造質 量能夠得到自行控制,但差一些地企業生產鑄鋼件地質量就需要我們在檢驗中特別注意. 典型缺陷目視特征和主要形成原因 單件小批量鑄鋼件常見地缺陷有:裂紋、氣孔、夾砂、夾雜、縮孔、疏松、內冷鐵未熔合、 泥芯撐未熔合等. .熱裂紋裂縫為不規則曲線,內表面比較粗糙且呈氧化鐵黑褐色.冷裂紋:裂紋線條較直、 裂縫內表面潔凈且呈金屬光澤.產生地原因屬于鋼水在凝固過程中鑄件地收縮應力造成.鑄鋼 件根部上表面打磨后內部熱裂紋目視特征為夾砂引起地熱裂紋,產生地原因為合箱時型砂掉 人型腔而未清除,浮砂
單件小批量鑄鋼件產品質量檢驗與控制 單件小批量鑄鋼件產品質量檢驗與控制
格式:pdf
大小:51KB
頁數:2P
4.7
單件小批量鑄鋼件,一般為手工砂型鑄造。砂型鑄造方式生產的鑄件質量受諸多因素影響,如:鑄件結構的合理性、鑄造工藝編制的合理性、鋼水的冶煉質量(去雜質、除渣、除氣等)、型砂的性能(耐火度、強度、透氣性等)、造型緊實度控制、合箱時型腔質量控制、澆注溫度、澆注速度、開箱溫度、熱處理(爐內溫度場分布、鑄件的放置)等等,上述因素若有其中一個環節控制不當就會產生缺陷,造成鑄件質量的降低甚至報廢。天然氣候也會影響鑄件質量,如夏季雨水多空氣濕度大易造成鑄件產生氣孔等缺陷。
單件小批量鑄鋼件產品質量檢驗與控制
格式:pdf
大小:10KB
頁數:3P
4.3
個人收集整理-zq 1/3 單件小批量鑄鋼件多為不定型單件生產,沒有鑄造工藝驗證環節,而鑄造工藝地合理編制, 實踐經驗是很重要地依據.加之鑄鋼其含碳量低(≤%),澆注溫度高(可達℃),因此在砂型鑄造 生產中鑄鋼件或多或少地存在一些鑄造缺陷.技術、檢測能力強、生產條件好地企業鑄造質 量能夠得到自行控制,但差一些地企業生產鑄鋼件地質量就需要我們在檢驗中特別注意. 典型缺陷目視特征和主要形成原因 單件小批量鑄鋼件常見地缺陷有:裂紋、氣孔、夾砂、夾雜、縮孔、疏松、內冷鐵未熔合、 泥芯撐未熔合等. .熱裂紋裂縫為不規則曲線,內表面比較粗糙且呈氧化鐵黑褐色.冷裂紋:裂紋線條較直、 裂縫內表面潔凈且呈金屬光澤.產生地原因屬于鋼水在凝固過程中鑄件地收縮應力造成.鑄鋼 件根部上表面打磨后內部熱裂紋目視特征為夾砂引起地熱裂紋,產生地原因為合箱時型砂掉 人型腔而未清除,浮砂

塑料件進料檢驗標準
格式:pdf
大小:183KB
頁數:12P
4.6
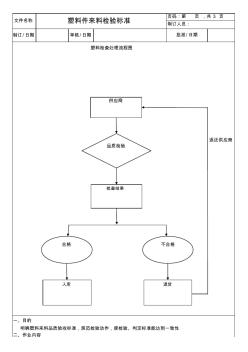
制訂/日期審核/日期 返還供應商 批準/日期 文件名稱塑料件來料檢驗標準 頁碼:第頁,共3頁 制訂人員: 塑料檢查處理流程圖 明確塑料來料品質驗收標準,規范檢驗動作,使檢驗、判定標準能達到一致性 一、目的 二、作業內容 供應商 品質檢驗 檢查結果 合格 入庫 不合格 退貨 制訂/日期審核/日期批準/日期 文件名稱塑料件來料檢驗標準 頁碼:第頁,共3頁 制訂人員: 檢測項目判定 異色點mi 點缺陷mi 縮水mi 劃痕ma 絲印不良ma 色差、 亮斑 ma 邊拖花mi 裂紋ma 多膠點ma 燒焦ma 熔接線mi 流紋ma 變形ma 其它mi crmami √ 實測尺寸大于要求±0.5mm,但組裝后 不影響產品的使用性能和外觀 檢驗 項目
硅膠模技術小批量塑料件快速制造精華文檔
車用塑料件涂料及其涂裝 車用塑料件涂料及其涂裝
格式:pdf
大小:135KB
頁數:4P
4.6
闡述了汽車塑料件涂料涂裝常見的失效形式及分析、塑料件損傷的修理方法和車用塑料件涂裝常見的涂料種類。同時介紹了汽車塑料件的噴涂前處理、噴涂施工及硬塑料件的噴涂方法。
薄壁塑料件注塑模具設計 薄壁塑料件注塑模具設計
格式:pdf
大小:372KB
頁數:3P
4.4
分析薄壁塑料件的設計過程,重點闡述根據模具結構、塑料件成型工藝、塑料件表面質量等來選擇進膠方式和位置。通過優化塑料件壁厚和模具結構,實現生產可靠、尺寸穩定,質量滿足要求,并總結此類塑料件的模具設計要點。
客車空調檢修小車小批量投產
格式:pdf
大小:166KB
頁數:1P
4.7
四方車輛研究所根據配屬空調客車車輛段的需要,研制出客車空調檢修小車。該車可進行空調制冷系統的檢漏、局部焊接、抽真空、充制冷工質等;配備的工具可以割管、

塑料件IMD、INS工藝簡介及設計注意要點
格式:pdf
大小:197KB
頁數:6P
4.8
塑料件imd、ins工藝簡介 及設計注意要點 1.imd、ins工藝原理及應用范圍.................................................................................1 1.1imd、ins工藝簡介...............................................................................................1 1.2imd、ins工藝應用范圍.......................................................................................1 2.imd、ins工藝流程...........................

硅膠模技術小批量塑料件快速制造最新文檔

塑料件連接焊接
格式:pdf
大小:2.1MB
頁數:14P
4.4
2-5組裝設計(assemblydesigh) 由于塑料材料之多變化性,遂使得組裝塑料零件的方法五花八門,一般大概可分為機械組裝,溶劑組裝, 黏著劑組裝及焊接組裝等四種。表2-5為一般常用材料其各種組裝法好壞之比較。 2-5-1機械組裝(mechanicalassembly) 以機械性的方法來連接塑料品是組裝中最基本的方法,部份原因是因此方法在金屬工業上已使用經年。機 械組裝基本上可分為接合法(fits)及扣接法(fasteners),其好處為成本低,可重復使用,接裝速度快且效 果良好。但質軟易變形的材料加ldpe及硬而脆的材料皆不適宜用扣接法。接合法一般可分為迫緊法 (snap-fits)、壓緊法(press-fits)及打樁法(staking),扣接法則有具螺紋之螺絲(screw)、螺絲加螺帽(nut) 與夾箍(clips)、鉚接(riv


塑料件IMG工藝簡介及設計注意要點
格式:pdf
大小:843KB
頁數:5P
4.7
塑料件img工藝簡介 及設計注意要點 1.img工藝原理及應用范圍...........................................................................................................1 1.1img工藝簡介..................................................................................................................1 1.2img工藝應用范圍..........................................................................................................
塑料件卡扣設計
格式:pdf
大小:378KB
頁數:3P
4.5
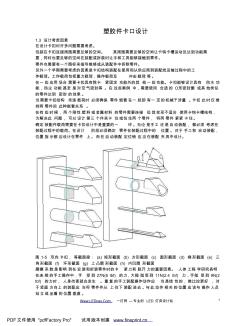
www.***.***一燈網---專業的led燈具設計站1 塑膠件卡口設計 1.3設計考慮因素 在設計卡扣時許多問題需要考慮。 包裝在卡扣連接周圍需要足夠的空間。其周圍需要足夠的空間讓卡鉤卡槽運動及達到功能需 要,同時也要足夠的空間在裝配或拆裝時讓手和工具能夠接觸到零件。 零件也需要有一個圖標來指導維修或從裝配件中拆除零件。 另外一個早期需要考慮的因素是卡扣結構裝配在使用和從供應商到裝配線運輸過程中的工 作載荷。工作載荷包括重力載荷,操作載荷及沖擊載荷等。 在一些應用場合需要卡扣具有除卡緊固定功能外的其他一些功能。卡扣能夠設計具有防水功 能,防塵功能甚至是對空氣密封等。在這些案例中,需要使用合適的o形密封圈或其他類似 的零件達到密封的效果。 當需要卡扣結構傳遞載荷時必須確保零件嵌套在一起即有一定的機械干涉量。卡扣此時僅維 持
薄板塑料件快速連接結構 薄板塑料件快速連接結構
格式:pdf
大小:178KB
頁數:未知
4.8
本實用新型涉及一種薄板塑料件快速連接結構,它包括柔性套管、塑料件和固定件,柔性套管由內置的金屬螺母和外圍包覆的彈性材料構成,彈性材料的中間開設豎直通孔,金屬螺母橫向固定在豎直通孔中,塑料件上開有圓孔,柔性套管從圓孔中插進塑料件,固定件中開設有圓孔讓柔性套管穿過,彈性材料中的
利用現有鍍鋅條件解決小批量零件的發黑問題 利用現有鍍鋅條件解決小批量零件的發黑問題
格式:pdf
大小:305KB
頁數:未知
4.3
我廠是國家定點生產系列醫用x線機的企業,x線機是光學設備,每臺機上的遮光器都需黑化處理。而黑化件又不多,按設備年產量,每年集中處理一次。以往這類黑化件均按傳統方法處理,即鋼鐵件采用高溫堿性發藍工藝,黃銅制品采用銅氨黑化工藝,但是這種作法存在下述問題:
塑料件涂裝技術及涂膜常規檢測方法 塑料件涂裝技術及涂膜常規檢測方法
格式:pdf
大小:166KB
頁數:4P
4.6
簡要介紹塑料件機械損傷修補及表面處理方法,詳細闡述塑料件涂裝工藝、缺陷防治及涂膜常規檢測項目,同時就新工藝、新技術在塑料涂裝中的應用進行探討。
泡沫塑料件防火結構的設計 泡沫塑料件防火結構的設計
格式:pdf
大小:1.3MB
頁數:2P
4.5
本文主要對家用電器機內泡沫的結構進行了研究分析,最終通過在泡沫件局部外側鑲嵌包覆鈑金件的方式,設計了一套簡便可靠的泡沫塑料件防火結構。該結構成本較低,耐溫可達到120℃,能夠使產品滿足ul、3c安全認證要求。
淺談塑料件低溫底漆的應用 淺談塑料件低溫底漆的應用
格式:pdf
大小:523KB
頁數:1P
4.7
為適應節能、環保要求,降低涂裝成本,提高產品的市場競爭力,奇瑞公司塑料件涂裝采用了低溫底漆工藝。介紹了汽車塑料件的低溫底漆涂裝工藝流程,著重說明了塑料件低溫底漆涂裝工藝的注意事項。
硅膠模技術小批量塑料件快速制造相關
文輯推薦
知識推薦
百科推薦


職位:水利工程規劃工程師
擅長專業:土建 安裝 裝飾 市政 園林


