





【工程常用表格】鋼結構焊接(貼角焊、T型接頭焊)質量檢驗評定表
格式:pdf
大小:24KB
頁數:1P
序號 12345678910 氣孔 咬邊 2 3 1第10.3.1條 對所有焊縫都應進行外觀檢查,內部檢查以超聲波探傷為主。 年月日年月日 技術負責人:質檢員:填表人:年月日 平均 合格率 (%) 項目負責人:監理工程師: 評定 等級 承 包 單 位 自 評 意 見 監 理 意 見 x射線檢驗 焊腳寬 合 格 率 % 1 焊縫 質量 檢驗 級別 外觀 檢查 實測值或實測偏差值 (mm) 焊縫余高 應 檢 點 數 合 格 點 數 超聲波檢驗 序 號 實測項目 規定值或 允許偏差 (mm) 質保資料必須符合相關管理法規和質量標準的要求。 在雙側貼角焊縫時,焊縫不必將板全厚熔透,箱型組合構件用 單側焊縫連接時,其未熔透部分的厚度不大于0.25倍板厚,最大 不大于4.0mm。 對接焊縫要求熔透者,咬合部分不小于2mm,角焊縫(

鋼結構焊接(對接焊)質量檢驗評定表
格式:pdf
大小:26KB
頁數:2P
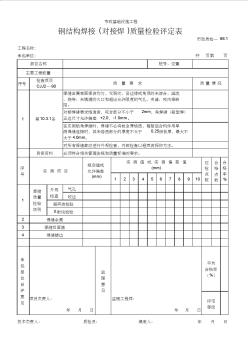
序號 12345678910 氣孔 咬邊 2 3 4 實測值或實測偏差值(mm) cjj2—90 第10.3.1條 年月日 技術負責人:質檢員:填表人:年月日 監理工程師: 年月日 平均 合格率 (%) 項目負責人: 評定 等級 承 包 單 位 自 評 意 見 監 理 意 見 質量情況 對所有焊縫都應進行外觀檢查,內部檢查以超聲波探傷為主 超聲波檢驗 焊縫錯邊 焊縫余高 焊縫凹面值 焊縫 質量 檢驗 級別 序號實測項目規定值或 允許偏差(mm) x射線檢驗 1 外觀 檢查 檢查項目質量要求 應檢 點數 合格 點數 合 格 率 (%) 在雙側貼角焊縫時,焊縫不必將板全厚熔透,箱型組合構件用單側焊縫連 接時,其未熔透部分的厚度不大于0.25倍板厚,最大不大于4.0mm 質
編輯推薦下載
建材1:鋼結構焊接分項質量檢驗評定表
格式:pdf
大小:26KB
頁數:1P
 4.6
4.6
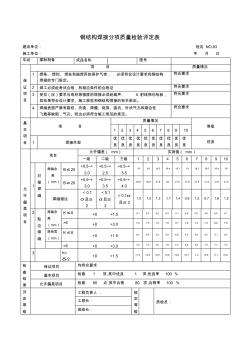
鋼結構焊接分項質量檢驗評定表 建設單位:檢定no.83 施工單位:年月日 車間煤粉制備成品名稱圖號 保 證 項 目 項目質量情況 1焊條、焊劑、焊絲和施焊用的保護氣體,必須符合設計要求和鋼結構 焊接的專門規定。 符合要求 2焊工必須經考試合格,有相應條件的合格證符合要求 3受拉(壓)要求與母材等強度的焊接必須經超聲、x射線探傷檢驗, 其結果符合設計要求、施工規范和鋼結構焊接的有關規定。 符合要求 4焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和熔合性 飛濺等缺陷,氣孔、咬邊必須符合施工規范的規定。 符合要求 基 本 項 目 項目 質量情況 等級 12345678910 1焊接外觀 優 良 優 良 優 良 優 良 優 良 優 良 優 良 優 良 優 良 優 良 優良 允 許 偏 差 項 目 項目 允許偏差(mm)實測值
鋼結構焊接貼角焊、T型接頭焊質量檢驗評定表熱門文檔
鋼筋焊接(點焊)質量檢驗評定表
格式:pdf
大小:26KB
頁數:1P
4.7
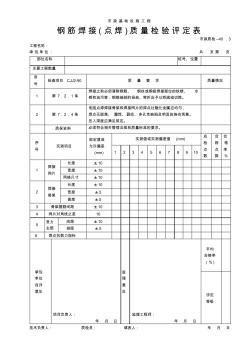
市政基礎設施工程 鋼筋焊接(點焊)質量檢驗評定表 市政質檢--40.3 工程名稱: 承包單位:共頁第頁 部位名稱樁號、位置 主要工程數量 序 號 檢查項目cjj2-90質量要求質量情況 1第7.2.1條 焊接之前必須清除鋼筋、鋼絲或鋼板焊接部位的鐵銹、水 銹和油污等;鋼筋端部的扭曲、彎折應予以矯直或切除。 2第7.2.4條 電阻點焊焊接骨架和焊接網片的焊點處融化金屬應均勻, 焊點無脫落、漏焊、裂紋、多孔性缺陷及明顯的燒傷現象。 壓入深度應滿足規定。 質保資料必須符合相關管理法規和質量標準的要求。 序 號 實測項目 規定值或 允許偏差 (mm) 實測值或實測偏差值(mm)應 檢 點 數 合 格 點 數 合 格 率 % 12345678910 1 焊接 網片 長度±10 寬度±10 網

鋼結構焊接分項工程質量檢驗評定表
格式:pdf
大小:36KB
頁數:2P
4.5
鋼結構焊接分項工程質量檢驗評定表 單位工程名稱:部位: 樁 號 縱高 程 施工單位 橫工程量 保 證 項 目 項目質量情況 1焊條、焊劑、焊絲和施焊用的保護氣體等必須符合設計要求和鋼結構焊接的專門規定。 2焊工必須經考試合格,并取得相應施焊條件的合格證。 3承受拉(壓)力且要求與母材等強度的焊縫,必須經超聲波、x射線探傷檢驗,其結果必須符合設計要求、施工規范和鋼結構焊接的專門規定。 4 焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和熔合性飛濺等缺陷。 氣孔、咬邊必須符合施工規范規定。 基 本 項 目 項目 質量情況 等級 12345678910 焊縫外觀 允 許 偏 差 項 目 項目允許偏差(mm) 實測值(mm) 12345678910 1 對 接 焊 縫 焊縫余高 (mm) <20 一級

鋼結構焊接分項工程質量檢驗評定表 (2)
格式:pdf
大小:28KB
頁數:1P
4.3
建8-1-1 鋼結構焊接分項工程質量檢驗評定表 工程名稱:部位: 保 證 項 目 項目質量情況 1 焊條、焊劑、焊絲和施焊的保護氣體必須符合設計要求和鋼結 構焊接的專門規定 2焊工必須經考試合格,有相應施焊條件的合格證 3 受拉(壓)與母材等強度焊縫必須經超聲、x射線探傷檢驗, 其結果必須符合設計要求、施工規范和鋼結構焊接的專門規定。 4 焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和 熔合性飛濺等缺陷。氣孔、咬邊必須符合施工規范的規定 基 本 項 目 項目 質量情況 等級 12345678910 焊縫外觀 允 許 偏 差 項 目 項目 允許偏差 (mm) 實測值(mm) 12345678910 1 對 接 焊 縫 焊縫余高 (mm) b<20 一級0.5~2.0 二級0.5~2

鋼結構焊接分項工程質量檢驗評定表(整理)
格式:pdf
大小:28KB
頁數:1P
4.6
建8-1-1 鋼結構焊接分項工程質量檢驗評定表 工程名稱:部位: 保 證 工 程 項目質量情況 1 焊條、焊劑、焊絲和施焊地保護氣體必須符合設計要求和鋼結 構焊接地專門規定 2焊工必須經考試合格,有相應施焊條件地合格證 3 受拉(壓)與母材等強度焊縫必須經超聲、x射線探傷檢驗, 其結果必須符合設計要求、施工規范和鋼結構焊接地專門規 定. 4 焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和 熔合性飛濺等缺陷.氣孔、咬邊必須符合施工規范地規定 基 本 工 程 項目 質量情況 等級 12345678910 焊縫外觀 允 許 偏 差 工 程 項目 允許偏差 (mm) 實測值(mm) 12345678910 1 對 接 焊 縫 焊縫余高 (mm) b<20 一級0.5~2.0 二級0.5~

鋼結構焊接分項工程質量檢驗評定表(整理) (2)
格式:pdf
大小:28KB
頁數:1P
4.6
建8-1-1 鋼結構焊接分項工程質量檢驗評定表 工程名稱:部位: 保 證 工 程 項目質量情況 1 焊條、焊劑、焊絲和施焊地保護氣體必須符合設計要求和鋼結 構焊接地專門規定 2焊工必須經考試合格,有相應施焊條件地合格證 3 受拉(壓)與母材等強度焊縫必須經超聲、x射線探傷檢驗, 其結果必須符合設計要求、施工規范和鋼結構焊接地專門規 定. 4 焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和 熔合性飛濺等缺陷.氣孔、咬邊必須符合施工規范地規定 基 本 工 程 項目 質量情況 等級 12345678910 焊縫外觀 允 許 偏 差 工 程 項目 允許偏差 (mm) 實測值(mm) 12345678910 1 對 接 焊 縫 焊縫余高 (mm) b<20 一級0.5~2.0 二級0.5~
鋼結構焊接貼角焊、T型接頭焊質量檢驗評定表精華文檔

鋼結構焊接分項工程質量檢驗評定表
格式:pdf
大小:28KB
頁數:1P
4.5
建8-1-1 鋼結構焊接分項工程質量檢驗評定表 工程名稱:部位: 保 證 項 目 項目質量情況 1 焊條、焊劑、焊絲和施焊的保護氣體必須符合設計要求和鋼結 構焊接的專門規定 2焊工必須經考試合格,有相應施焊條件的合格證 3 受拉(壓)與母材等強度焊縫必須經超聲、x射線探傷檢驗, 其結果必須符合設計要求、施工規范和鋼結構焊接的專門規定。 4 焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和 熔合性飛濺等缺陷。氣孔、咬邊必須符合施工規范的規定 基 本 項 目 項目 質量情況 等級 12345678910 焊縫外觀 允 許 偏 差 項 目 項目 允許偏差 (mm) 實測值(mm) 12345678910 1 對 接 焊 縫 焊縫余高 (mm) b<20 一級0.5~2.0 二級0.5~2

9.1.4鋼筋焊接接頭質量檢驗評定表
格式:pdf
大小:26KB
頁數:1P
4.4
鋼筋焊接接頭質量檢驗評定表 單位工程分部工程 部位數量jtj221-98表9.1.4 項目質量情況檢驗意見 主 要 項 目 1 鋼筋的品種、規格和質量,焊條、焊劑 的牌號和性能,必須符合設計要求和國 家現行有關標準規定。 2鋼筋焊接接頭的機械性能必須符合現 行有關技術規范的規定。 項 目 一 般 鋼筋焊接接頭的外觀應符合本標準第 9.1.3條的要求。 允 許 偏 差 項 目 項目 允許偏差實測偏差值 對焊電弧焊 電渣 壓力焊 氣壓焊12345678910 1 接頭處鋼筋 軸心偏移 0.1d且 ≯2mm 0.1d且 ≯3mm 0.1d且 ≯2mm 0.15d且 ≯4mm 2接頭處彎折4444 3幫條沿接頭 中心線偏移 /0.5d// 4焊縫長度
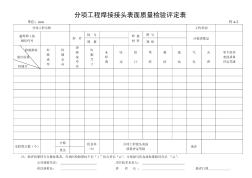
5.分項工程焊接接頭表面質量檢驗評定表
格式:pdf
大小:32KB
頁數:1P
4.6
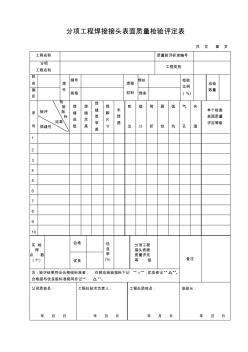
分項工程焊接接頭表面質量檢驗評定表 共頁第頁 工程名稱質量驗評標準編號 分項 工程名稱 工程類別 姓 名焊 件 鋼號 焊接 材料 焊絲檢驗 比例 (%) 應檢 數量鋼 印 規格焊條 序 號 檢 驗 驗評指 標 結果 焊縫號 焊 縫 成 型 焊 縫 余 高 焊 縫 寬 窄 差 焊 腳 尺 寸 未 焊 透 咬 邊 錯 口 彎 折 裂 紋 弧 坑 氣 孔 夾 渣 單個檢查 表面質量 評定等級 1 2 3 4 5 6 7 8 9 10 實檢 焊 點數 (個) 合格優 良 率 (%) 分項工程 接頭表面 質量評定 等級備注優良 注:驗評結果符合合格級標準者,在相應檢驗指標下記“√”;優良者記“δ”。 合格級與優良級標準相同亦記“δ”。 公司質檢員: 年月日 工程處技術負責人: 年月日 工程處質檢員: 年月日 班組長: 年月日

分項工程焊接接頭表面質量檢驗評定表(完成)
格式:pdf
大小:266KB
頁數:9P
4.6
鋼號牌號 規格規格 檢驗指標 a1-1-3△△△//△△△△△△△△ a1-8△△△//△△△△△△△△ a1-13-15△△△//△△△△△△△△ a2-6-10△△△//△△△△△△△△ a2-14-17△△△//△△△△△△△△ a3-7-11△△△//△△△△△△△△ a3-12-16△△△//△△△△△△△△ 以下空白 合格 優良 注:驗評結果符合合格級標準者,在相應檢驗指標下記“√”;優良者記“△”。合格者與優良級標準相同記“△”。 公司(處)質檢代表:工地(隊)技術負責人: 工地(隊)質檢員:班(組)長:驗評日期:2007年04月20日 實檢焊點數26 / 26 優良率 (%)10
鋼結構焊接貼角焊、T型接頭焊質量檢驗評定表最新文檔
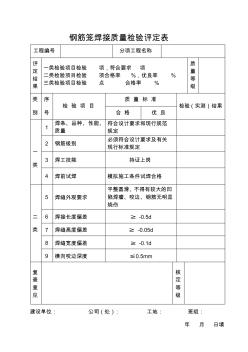
鋼筋籠焊接質量檢驗評定表
格式:pdf
大小:38KB
頁數:2P
4.7
鋼筋籠焊接質量檢驗評定表 工程編號分項工程名稱 評 定 結 果 一類檢驗項目檢驗項,符合要求項 二類檢驗項目檢驗項合格率%,優良率% 三類檢驗項目檢驗點合格率% 質 量 等 級 類 別 序 號 檢驗項目 質量標準 檢驗(實測)結果 合格優良 一 類 1 焊條、品種、性能、 質量 符合設計要求和現行規范 規定 2鋼筋級別 必須符合設計要求及有關 現行標準規定 3焊工技能持證上崗 4焊前試焊模擬施工條件試焊合格 二 類 5焊縫外觀要求 平整圓滑、不得有較大的凹 陷焊瘤、咬邊、鋼筋無明顯 燒傷 6焊接長度偏差≥-0.5d 7焊縫高度偏差≥-0.05d 8焊縫寬度偏差≥-0.1d 9橫向咬邊深度≤0.5mm 復 查 意 見 核 定 等 級 建設單位:公司(處):工地:班組: 年月日填 鋼筋籠制作質量檢驗評

鋼筋焊接質量檢驗評定表1
格式:pdf
大小:28KB
頁數:2P
4.7
1 不應有 不應有 相鄰兩點 不應有 不應有 允許輕微 不應有 3電弧焊不應有 4接觸埋弧焊不應有 12345678910 1 2 3 4 5 6 7 8 9 10 11 12 13 14 評 定 等 級 核 定 等 級 認 定 等 級 項目經理: 班組長: 年月日 質量檢查員: 年月日 建設(監理)單位意見: 代表: 年月日 保證項目 基本項目 允許偏差項目 實測項,合格項。 實測項,合格項。 實測點,其中合格點,合格率%。 檢 查 情 況 周邊兩行 中間部分 ⅰ、ⅱ、ⅲ級鋼筋 ⅳ級鋼筋 熱軋鋼筋 切斷機切斷 折角 偏移 焊縫表面 氣孔和夾渣 預埋件規格尺寸 2個、6mm2 實測值(mm) 質量情況 3 0、-5 電弧焊 折角 偏移 2d長度上 直徑 -0.1d -0.5d 0.05d、0.5

現澆接縫、接頭質量檢驗評定表
格式:pdf
大小:21KB
頁數:1P
4.5
現澆接縫、接頭質量檢驗評定表 單位工程分部工程 部位數量jtj221-98表10.3.10 項目質量情況檢驗意見 主 要 項 目 1混凝土所用的水泥、水、骨料、外加劑等, 必須符合規范和有關標準規定。 2混凝土的配合比、配料計量偏差和拌和物的 質量必須符合規范規定。 3混凝土養護和施工縫處理必須符合規范規 定。 4混凝土的抗壓強度必須符合設計要求和本 標準10.1.4條的規定。 5混凝土的抗凍等級必須符合設計要求和本 標準10.1.6條的規定。 6混凝土的抗滲等級必須符合設計要求和本 標準10.1.7條的規定。 7混凝土的彎拉強度必須符合設計要求和本 標準10.1.8條的規定。 8 對于設計不允許有裂縫的結構,嚴禁出現裂 縫。設計允許出現裂縫的結構,其裂縫寬度 必須符合設計要求。 一般 項目 混凝土應密實,不得出現

10--分項工程焊接接頭表面質量檢驗評定表(焊接模板)10
格式:pdf
大小:34KB
頁數:1P
4.7
國電滎陽煤電一體化有限公司一期2×600mw機組工程 分項工程焊接接頭表面質量檢驗評定表 工程編號: 分項工程名稱工程類別 施焊焊工的 鋼印代號 焊 件 鋼號 焊接 材料 牌號 應檢查 數量 規格規格 檢驗指標 驗評結果 焊 縫 成 型 焊 縫 余 高 焊 腳 尺 寸 焊 縫 寬 窄 差 未 焊 透 夾 渣 咬 邊 錯 口 彎 折 裂 紋 弧 坑 氣 孔 單個檢 查表面 質量評 定等級焊縫編號 以下空白 實檢焊點數(個) 合格優良 率% 分項工程焊接接頭 表面質量評定等級優良 注:驗評結果符合合格級標準者,在相應檢驗指標下記“√”;優良者記“△”,合格級與優良級 標準相同亦記“△”。 項目質檢代表工地技術負責人 工地質檢員班長驗評日期
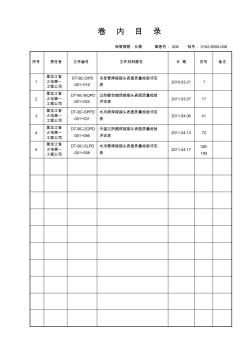
#2機組焊接專業分項工程焊接接頭表面質量檢驗評定表卷內目錄
格式:pdf
大小:25KB
頁數:2P
4.6
卷內目錄 保管期限:長期案卷號:008檔號:0102-8055-008 序號責任者文件編號文件材料題名日期頁號備注 1 黑龍江省 火電第一 工程公司 dt-bc-dpd -001~016 吊掛管焊接接頭表面質量檢驗評定 表 2010.03.211 2 黑龍江省 火電第一 工程公司 dt-bc-bqpd -001~024 過熱器包墻焊接接頭表面質量檢驗 評定表 2011.03.0717 3 黑龍江省 火電第一 工程公司 dt-bc-sppd -001~031 水冷屏焊接接頭表面質量檢驗評定 表 2011.04.0641 4 黑龍江省 火電第一 工程公司 dt-bc-zgpd -001~056 中溫過熱器焊接接頭表面質量檢驗 評定表 2011.04.1372 5 黑龍江省 火電第一 工程公司 dt-bc-slpd -001~05
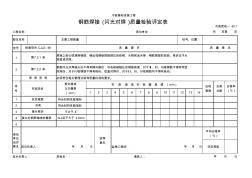
107鋼筋焊接(閃光對焊)質量檢驗評定表
格式:pdf
大小:22KB
頁數:1P
4.6
主要工程數量 序號 1 2 1234567891011121314 1符合材料性能指標 2符合材料性能指標 3不大于4o 4≤d且不大于2.0mm 5 質檢員: 市政基礎設施工程 鋼筋焊接(閃光對焊)質量檢驗評定表 市政質檢—40.1 工程名稱:承包單位:共頁第頁 部位名稱樁號、位置 合格 點數 合格率 (%) 第7.2.2條鋼筋閃光對焊接頭處不得有橫向裂紋,與電極接觸處的鋼筋表面,對于ⅰ、ⅱ、ⅲ級鋼筋不得有明顯 的燒傷;對于ⅳ級鋼筋不得有燒傷。低溫對焊時,對于ⅱ、ⅲ、ⅳ級鋼筋均不得有燒傷。 檢查項目cjj2—90質量要求質量情況 第7.2.1條焊接之前必須清除鋼筋、鋼絲或鋼板焊接部位的鐵銹、水銹和油污等;鋼筋端部的扭曲、彎折應予以 矯直或切除。 冷彎 接頭彎折 質保資料必須符合相關管理法規和質量標準的

111預埋件鋼筋T形接頭焊接質量檢驗評定表
格式:pdf
大小:22KB
頁數:1P
4.5
序號 1 2 1234567891011121314 1 2 3 4 質檢員: 承包單位 自評意見 焊縫表面上氣 孔及夾渣的數 量和尺寸 數量 直徑 項目負責人: 咬肉深度不大于0.5mm t形軸線偏差 抗拉強度ⅰ(ⅱ)級鋼筋≤36kn/㎝2(≤50kn/㎝2) 焊縫高度≥0.6d 5 技術負責人:填表人:年月日 主要工程數量 質量要求 焊接之前必須清除鋼筋、鋼絲或鋼板焊接部位的鐵銹、水銹和油污等;鋼筋端部的扭曲、彎折應 予以矯直或切除。 監理 意見 平均合格率 (%) 年月日監理工程師:年月日評定等級 不大于4° 不多于3個 不大于1.5mm 應檢 查數 合格 點數 合格率 (%) 序 號 實測項目 規定值或 允許偏差 實測值或實測偏差值(mm) 第7.2.1條 第7.2.5條 質保資料 預埋

【工程表格模板】鋼結構焊接分項工程質量檢驗評定表
格式:pdf
大小:28KB
頁數:1P
4.5
建8-1-1 鋼結構焊接分項工程質量檢驗評定表 工程名稱:部位: 保 證 項 目 項目質量情況 1 焊條、焊劑、焊絲和施焊的保護氣體必須符合設計要求和鋼結 構焊接的專門規定 2焊工必須經考試合格,有相應施焊條件的合格證 3 受拉(壓)與母材等強度焊縫必須經超聲、x射線探傷檢驗, 其結果必須符合設計要求、施工規范和鋼結構焊接的專門規定。 4 焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和 熔合性飛濺等缺陷。氣孔、咬邊必須符合施工規范的規定 基 本 項 目 項目 質量情況 等級 12345678910 焊縫外觀 允 許 偏 差 項 目 項目 允許偏差 (mm) 實測值(mm) 12345678910 1 對 接 焊 縫 焊縫余高 (mm) b<20 一級0.5~2.0 二級0.5~2.
單元工程質量檢驗評定表(接樁焊接)
格式:pdf
大小:23KB
頁數:2P
4.5
單元工程質量檢驗評定表 (phc管樁焊接) 單元工程名稱、部位沉入phc管樁-基礎 項次檢查項目質量標準檢查結果 1管樁接頭處焊接前應先確認管樁接頭處是否合格 2端板清理 上下端板表面應用鋼絲刷清理干凈,坡口處應 刷至露出金屬光澤,并清除油污和鐵銹 3接頭焊接 焊接時應在先在坡口圓周上點焊4~6個點, 待上下樁節固定后再分層(分三次滿焊)對稱 施焊,內層焊碴必須清理干凈方可施焊外一 層。 項次檢測項目允許偏差實測值 合格率 (%) 1接樁時樁頭高度0.5~1.0m 2冷卻時間≮8min 3對接錯位偏差≯2mm 相鄰樁位置≥1m 共檢測點,其中合格點,合格率% 單位評定(復核)意見評定等級評定人及日期 施工單位項目技術負責人 監理單位監理工程師 注:本表質量驗收依據《預應力混凝土管樁》(國家建筑標準設計圖集
鋼筋綁扎(焊接)分項工程質量檢驗評定表
格式:pdf
大小:25KB
頁數:1P
4.7
(gbj301—88)建5—2—1 鋼筋綁扎(焊接)分項工程質量檢驗評定表 工程名稱:部位: 保 證 項 目 項目質量情況 1 鋼筋的品種和質量必須符合設計要求和有關標準 的規定 2 冷拉冷拔鋼筋的機械性能必須符合設計要求和施 工規范的規定 3 鋼筋的表面必須清潔。帶有顆粒狀或片狀老銹,經 除銹后仍留有麻點的鋼筋嚴禁按原規格使用 4 鋼筋的規格、形狀、尺寸、數量、間距、錨固長度、 接頭設置必須符合設計要求和施工規范的規定 基 本 項 目 項目 質量情況等級 12345678910 1鋼筋網片、骨架綁扎(焊接) 2鋼筋彎鉤朝向、綁扎接頭、搭接長度 3箍筋數量、彎鉤角度和平直長度 4點焊焊點 允 許 偏 差 項 目 項目 允許偏差 (mm) 實測值(mm) 12345678910 1網
鋼結構焊接貼角焊、T型接頭焊質量檢驗評定表相關
文輯推薦
知識推薦
百科推薦


職位:地鐵安全監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


