




 一種鋼管和圓棒材矯直機的換輥裝置
一種鋼管和圓棒材矯直機的換輥裝置 一種鋼管和圓棒材矯直機的換輥裝置
格式:pdf
大小:73KB
頁數:1P
涉及鋼管和圓棒材的生產設備——矯直機的換輥裝置。該裝置解決了現有矯直機換輥裝置的驅動裝置體積和質量大、制造成本高、操作及控制復雜、故障多且維修不方便、能源消耗多的問題。其特征在于:驅動裝置是帶內制動的減速電機,減速電機經聯軸器與絲桿連接,拉桿為叉頭型式,推拉連接件為扁頭型式。與現有管棒材矯直機的換輥裝置相比,該新型換輥
連桿機構在鋼管矯直機進料輥道設計中的應用 連桿機構在鋼管矯直機進料輥道設計中的應用
格式:pdf
大小:817KB
頁數:4P
矯直機進料輥道是鋼管矯直工藝中必不可少的輔機設備之一。采用兩個簡單的連桿機構,來設計輥道升降機構和撥料翻蓋機構,達到了設計要求,實現了預定功能。整個設備結構簡單,各運動機構協調一致,節約了設計制造成本,提高了企業經濟效益。
編輯推薦下載

管材矯直機的輥形設計
格式:pdf
大小:770KB
頁數:3P
 4.4
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
鋼管和圓棒材矯直機換輥裝置熱門文檔
 大直徑薄壁鋼管用六輥矯直機的設計
大直徑薄壁鋼管用六輥矯直機的設計 大直徑薄壁鋼管用六輥矯直機的設計
格式:pdf
大小:185KB
頁數:3P
4.5
介紹了一種新型六輥矯直機的設計方法。該方法改進了矯直機上下矯直輥結構,加長了矯直輥輥身長度,增加了鋼管與矯直輥在單位長度上形成的包絡范圍,同時增加了新型邊側輥裝置。通過上述改進設計,解決了大直徑薄壁鋼管在傳統六輥矯直機矯直過程中容易產生的鋼管跑偏、矯直變橢圓、鋼管斷面畸變等質量缺陷問題,顯著提高了鋼管的矯直精度和成品質量。
斜六輥鋼管矯直機平衡-鎖緊液壓系統改進設計 斜六輥鋼管矯直機平衡-鎖緊液壓系統改進設計
格式:pdf
大小:1.7MB
頁數:2P
4.5
文中介紹了兩種斜六輥管矯直機的平衡-鎖緊液壓系統,并對兩種系統進行比較,通過使用不同常規液壓閥的設計組合,達到一種更加合理的矯直機平衡-鎖緊液壓控制系統。
鋼管和圓棒材矯直機換輥裝置精華文檔
印度ITL公司開發出6輥、10輥及14輥鋼管矯直機 印度ITL公司開發出6輥、10輥及14輥鋼管矯直機
格式:pdf
大小:33KB
頁數:1P
4.5
印度itl公司是一家專業從事矯直機生產的制造商。該公司制造的矯直機可用來矯直黑色金屬管及有色金屬管,有6輥、10輥和14輥三種型號,矯直精度分別為1/1000、1/3000和1/5000。
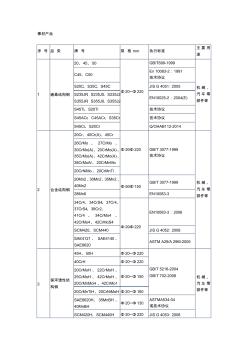
棒材產品,圓鋼
格式:pdf
大小:38KB
頁數:2P
4.5
棒材產品 序號品類牌號規格mm執行標準 主要用 途 1碳素結構鋼 20、45、50 φ20~φ220 gb/t699-1999 機械、 汽車零 部件等 c45、c50 en10083-2:1991 技術協議 s20c、s35c、s45cjisg4051:2005 s235jr、s235j0、s235j2 s355jr、s355j0、s355j2 en10025-2:2004(e) s45ti、s20ti技術協議 s45acr、c45acr、s35cr技術協議 s45cr、s20crq/ohab112-2014 2合金結構鋼 20cr、40cr(a)、45cr φ20-φ220gb/t3077-1999 技術協議 機械、 汽車零 部件等 26crmo、27crmo、 30crmo(a)、20crmo(a)
新型精密管材矯直機矯直輥角度檢測機構 新型精密管材矯直機矯直輥角度檢測機構
格式:pdf
大小:422KB
頁數:4P
4.4
介紹了一種新型精密管材矯直機角度檢測機構,該檢測機構在對矯直輥角度原點值進行標識后,能夠準確地檢測、控制矯直輥角度,從而有效地保證了矯直精度。該機構的設計不僅能夠減輕工藝調整強度,回避矯直機的加工缺陷,而且有利于提高被矯管材的矯直質量,避免矯直缺陷。
六輥矯直機消除無縫鋼管矯后管端壓扁的工藝研究 六輥矯直機消除無縫鋼管矯后管端壓扁的工藝研究
格式:pdf
大小:412KB
頁數:4P
4.6
本文通過對六輥矯直工藝技術參數的研究、優化和改進,消除了無縫鋼管矯直后管端壓扁的產生,提高了無縫管的成材率,降低了生產成本。

玻璃鋼圓棒
格式:pdf
大小:9KB
頁數:1P
4.6
玻璃鋼圓棒 玻璃鋼圓棒專為工業和化學處理的阻燃性要求的應用程序。此聚酯樹脂配方提供 了火焰蔓延等級astm更少,低煙。 玻璃鋼圓棒應用范圍。 玻璃鋼圓棒可以使用在任何新的應用程序或取代現有的應用程序,這是暴露在腐 蝕性環境中。該應用程序可以發現在所有類型的行業如:海上和陸上,娛樂,食 品,公共設施,發電廠,電子政務性能,電氣,石油和天然氣,污染控制,化 工,水/廢棄物處理和海洋。 玻璃鋼圓棒分為哪幾種? 玻璃鋼圓棒是采用玻璃纖維和熱固性樹脂經過特殊加工工藝加工而成的管狀玻 璃鋼產品,因為具有金屬產品所不具有的特殊性能而被多個行業所認可,被越來 越多的應用在多種行業中,我們現在就林森玻璃鋼玻璃鋼圓棒相關的一些知識 進行簡單的介紹。 1、根據生產工藝,林森玻璃鋼圓棒分為纏繞管——被廣泛應用在管道等,優點 是橫向強度高,缺點是縱向強度低,一般不能連續生產,產品定尺。纏布管
鋼管和圓棒材矯直機換輥裝置最新文檔
宣鋼棒材輥道設備的應用與改造
格式:pdf
大小:415KB
頁數:1P
4.4
介紹了宣鋼棒材的輥道運行現狀,結合自身設備的特點提出適當的方案,通過實施出入爐輥道改造、水除鱗及預穿水輥道改造、收集輥道的優化改造共三個方面的內容,改造后的設備事故停機率要比改造前大幅度降低,設備運行穩定.

21輥矯直機電控系統技術協議
格式:pdf
大小:81KB
頁數:14P
4.6
21輥矯直機組自動化控制設備 技術方案及報價 ****有限公司 二〇一一年八月 1/12 目錄 一、概述........................................................................................................................................................2 1.設計原則............................................................................................................................................2 2.標準規范..............................
南鋼Φ180七輥矯直機操作說明書
格式:pdf
大小:60KB
頁數:7P
4.4
南京鋼鐵聯合有限公司 φ180七輥棒材矯直機組控制系統 使用說明書 編寫:樊萍 審查:王仕杰 中國重型機械研究院 2008年8月 南鋼φ180七輥棒材矯直機組自動化控制系統使用說明書 中國重型機械研究院1 前言 七輥棒材矯直機電氣控制系統使用西門子s7-300的plc和6se70變頻裝置,采 用集散控制系統,通過profibus網將傳動裝置、顯示操作系統、各遠程站連接起來, 實現相互間的數據和指令傳遞,大大提高了設備的可靠性及工藝的靈活性。 在操作上力求簡單、直觀,程序中設置必要的安全聯鎖。在使用設備前,請 認真閱讀該說明的系統組成、操作方式、日常維護及注意事項。 一、電氣設備組成: 七輥管材矯直機自動化控制系統主要由下列部分組成: 1、+p1電源開關柜; 2、+p2-11#主電機(出料側)電源柜; 3、+p2-21#主電機(出料側)變頻傳動柜
電銅導電棒矯直機結構參數及矯直壓彎撓度設計 電銅導電棒矯直機結構參數及矯直壓彎撓度設計
格式:pdf
大小:821KB
頁數:5P
4.6
給出了電銅導電棒矯直機的關鍵結構參數輥數、輥距、輥徑及矯直工藝規程中各輥壓彎撓度的精確理論解。采用matlab軟件編寫了輥數及壓彎撓度設計的計算機程序,簡化了設計計算的工作量。對同類型的型材矯直機的設計研究具有一定的指導意義。
 寶鋼φ250mm十輥棒材矯直機的研制與應用
寶鋼φ250mm十輥棒材矯直機的研制與應用 寶鋼φ250mm十輥棒材矯直機的研制與應用
格式:pdf
大小:207KB
頁數:未知
4.3
闡述了中國重型機械研究院為寶鋼研制的新型十輥棒材矯直機的主要結構特點:設備采用了準雙曲線和深淺凹型曲線相結合的復合輥系、可變恒壓動態矯直技術、采用嵌入式預應力機架,保證了設備整體剛性和棒材的矯直精度。經過長期使用,用戶反映使用情況良好。
二輥薄壁管材矯直機輥型曲線的研究 二輥薄壁管材矯直機輥型曲線的研究
格式:pdf
大小:256KB
頁數:未知
4.3
為了提高二輥薄壁管材矯直機矯直質量,求解出一種等曲率二輥矯直機輥型曲線。二輥矯直機輥型曲線的主要參量是曲率半徑和塑性變形區,曲率半徑主要影響薄壁管材進入輥縫后受壓彎曲變形程度,塑性變形區主要影響輥型曲線長度。以彈塑性彎曲理論為基礎,求解出曲率半徑的計算公式,并基于vb語言,設計出輥型參量計算程序,確定塑性變形區。通過輥與薄壁管接觸點切線斜率相同,求解出輥型曲線方程,運用matlab、cad軟件設計出凹輥、凸輥輥型曲線圖。
大型型鋼,重軌高精度輥式矯直機 大型型鋼,重軌高精度輥式矯直機
格式:pdf
大小:69KB
頁數:2P
4.6
目前市場上需求的型鋼有許多種類和規格,軋鋼廠家和鋼廠股東將它們區分為型鋼,鋼軌和鐵路配件以及鋼板樁。sms將設計,制造現代化推廣到了連鑄車間和生產包括精整作業線在內的大型型鋼熱軋廠,這條作業線的核心是按物流方向布置的多輥矯直機,用于精確矯直熱軋型鋼,最佳矯直工藝需要選擇一個良好的矯直系統。本文將論述水平或垂直輥式矯直機。
關于板材輥式矯直機輥數的分析研究 關于板材輥式矯直機輥數的分析研究
格式:pdf
大小:133KB
頁數:3P
4.4
從理論計算的角度,給出了大變形、小變形矯直方案輥數確定流程圖,并以5輥和7輥為例,從矯后殘余曲率、達到的最大塑性變形率、矯后鋼板厚度方向的殘余應力、矯直力、功率等多方面深入分析輥數多少的區別,為板材輥式矯直機輥數選取時提供依據.
鋼管和圓棒材矯直機換輥裝置相關
文輯推薦
知識推薦
百科推薦


職位:堤壩工程師
擅長專業:土建 安裝 裝飾 市政 園林


