

多高層勁性砼柱鋼骨螺柱焊接制作施工工法
格式:pdf
大小:6.3MB
頁數:23P
人氣 :94
 4.3
4.3
***** 有限責任公司 (WJGF- - ) 2010年 6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 第 2 頁 共 23 頁 編制人員一覽表 姓 名 職 稱 職 務 簽字 編制 審核 審批 會簽日期: 2010 年 6 月 第 3 頁 共 23 頁 目錄 1.前言 .......................................................................................................... 4 2.工法特點 .................................................................................................. 4 3.適用范圍 ..............




多高層勁性砼柱鋼骨螺柱焊接制作施工工法資料
格式:pdf
大小:6.3MB
頁數:23P
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言...........................................................................................................4 2.工法特點...................................................................................................4 3.適用范圍.......................................

多高層勁性砼柱鋼骨螺柱焊接制作施工工法 (2)
格式:pdf
大小:6.3MB
頁數:23P
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言.............................................................................................4 2.工法特點.....................................................................................4 3.適用范圍.....................................................................
編輯推薦下載

多高層勁性砼柱鋼骨螺柱焊接制作施工工法精品
格式:pdf
大小:6.3MB
頁數:23P
4.4
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言...........................................................................................................4 2.工法特點...................................................................................................4 3.適用范圍.......................................

多高層勁性砼柱鋼骨螺柱焊接制作施工工法收集資料
格式:pdf
大小:6.3MB
頁數:23P
4.5
*****有限責任公司 (wjgf--) 2010年6月 多 高 層 勁 性 砼 柱 鋼 骨 螺 柱 焊 接 制 作 施 工 工 法 編制人員一覽表 姓名職稱職務簽字 編制 審核 審批 會簽日期:2010年6月 目錄 1.前言...........................................................................................................4 2.工法特點...................................................................................................4 3.適用范圍.......................................
高層勁性砼柱鋼骨螺柱焊接制作施工工法熱門文檔
DIN32500-5氣體保護焊焊接柱快速螺柱焊接用帶凹槽螺柱
格式:pdf
大小:107KB
頁數:3P
4.6
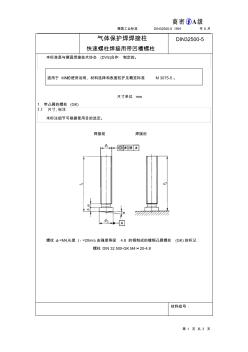
德國工業標準din32500-51991年6月 第1頁共3頁 氣體保護焊焊接柱 快速螺柱焊接用帶凹槽螺柱 din32500-5 本標準是與德國焊接技術協會(dvs)合作制定的。 適用于mn的使用說明、材料選擇和表面防護見概覽標準m3075-5。 尺寸單位mm 1帶凸肩的螺柱(gk) 1.1尺寸,標注 未標注細節可根據使用目的選定。 焊接前焊接后 螺紋d1=m4,長度l1=20mm,由強度等級4.8的鋼制成的鍍銅凸肩螺柱(gk)的標記: 螺柱din32500-gkm4×20-4.8 材料組號: 德國工業標準din32500-51991年
 機器人在不銹鋼高壓箱體螺柱焊接中的應用
機器人在不銹鋼高壓箱體螺柱焊接中的應用 機器人在不銹鋼高壓箱體螺柱焊接中的應用
格式:pdf
大小:244KB
頁數:3P
4.6
機器人螺柱焊接技術主要是通過機器人編程將不同規格的螺釘焊接到不銹鋼高壓箱體上,其具有焊接精度高、焊接效率快、焊接質量好等優點。本文從機器人焊槍更換、工件位置偏移檢測和工件表面平整度修正這三個方面介紹了機器人技術在螺柱焊接中的具體應用。

 電弧螺柱焊用圓柱頭焊釘的焊接
電弧螺柱焊用圓柱頭焊釘的焊接 電弧螺柱焊用圓柱頭焊釘的焊接
格式:pdf
大小:185KB
頁數:3P
4.6
電弧螺柱焊用圓柱頭焊釘(以下簡稱焊釘),俗稱栓釘、剪力釘,主要用于鋼結構工程中各類結構的抗剪(如樓層板)、埋設與錨固(如柱腳)。產品標準為gb/t10433—2002。
高層勁性砼柱鋼骨螺柱焊接制作施工工法精華文檔
勁性砼柱施工方案
格式:pdf
大小:30KB
頁數:5P
4.4
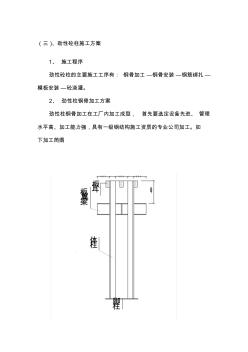
(三)、勁性砼柱施工方案 1、施工程序 勁性砼柱的主要施工工序有:鋼骨加工—鋼骨安裝—鋼筋綁扎— 模板安裝—砼澆灌。 2、勁性柱鋼骨加工方案 勁性柱鋼骨加工在工廠內加工成型,首先要選定設備先進、管理 水平高、加工能力強,具有一級鋼結構施工資質的專業公司加工。如 下加工簡圖 300300300 100 0 梁 翼板 柱 體 腳 柱 耳 板 3、鋼構件驗收檢查 1)外觀檢查驗收 所有焊縫外觀質量達到二級質量要求:表面不得有咬邊、裂紋、 弧坑裂紋、電弧擦傷、夾渣、氣孔等缺陷;其它缺陷控制在二級要求 以內。允許偏差見下表: 序號檢查項目允許偏差 1截面高度3.0mm 2截面寬度3.0mm 3腹板中心偏移2.0mm 4翼緣板垂直度3.0mm 5扭曲5.0mm 6腹板局部平面度2.0mm 2)焊縫探傷檢查 焊接完成24h后,對焊縫進行超聲
勁性鋼骨砼柱梁施工技術
格式:pdf
大小:15KB
頁數:7P
4.7
翠湖賓館商務綜合樓勁性鋼骨砼柱梁施工技術 作者:李貞燕(云南建工第六建筑工程有限公司) [摘要]本文介紹了鋼骨砼結構中鋼柱、鋼梁的制作、吊裝、焊接,以及鋼筋、模板 和砼的施工。 [關鍵詞]鋼骨砼結構鋼柱、鋼梁的制作吊裝鋼筋模板砼施工 一、工程概況 昆明翠湖賓館商務綜合樓位于昆明市翠湖南路6號,與翠湖公園毗鄰。是一座集會議、 餐飲、娛樂、休閑等多功能于一體,功能齊全、設施完善、造型美觀、裝飾豪華的現代化 智能建筑。 工程按高層一類建筑設計,抗震設防烈度為八度。建筑面積23179m2,建筑總高度24m, 鋼骨混凝土框架結構,地下一層,地上四層。 本工程鋼骨混凝土框架結構的設計及施工,在云南省同類建筑中具有領先水平,鋼骨 柱、鋼骨梁構件鋼材選用q345gj-c低合金鋼,要求熱軋或正火狀態交貨,其碳當量 ceg≦0.42,焊接裂紋敏感性系數pcm≦0.29。底腳
HRB400級超細晶粒鋼筋埋弧螺柱焊接頭的組織與性能 HRB400級超細晶粒鋼筋埋弧螺柱焊接頭的組織與性能
格式:pdf
大小:440KB
頁數:3P
4.3
結合焊接接頭的微觀金相試驗和力學性能試驗,對hrb400級超細晶粒鋼筋埋弧螺柱焊的適應性進行了研究。試驗結果表明:經過焊接熱循環作用,雖然鋼筋埋弧螺柱焊接頭的熱影響區晶粒明顯粗化,但并無軟化,焊接接頭具有良好的力學性能。

混凝土鋼骨柱結構施工工法
格式:pdf
大小:157KB
頁數:7P
4.8
目錄 1.前言??????????????????????1 2.工法特點????????????????????1 3.適用范圍????????????????????1 4.工藝原理????????????????????1 5.施工工藝流程及操作要點?????????????2 6.材料與設備???????????????????4 7.勞動組織????????????????????5 8.質量控制????????????????????5 9.安全措施????????????????????5 10.環保措施????????????????????5 -1- 11.效益分析????????????????????5 12.應用實例????????????????????6 混凝土鋼骨柱結構施工工法 武
PLC在釘頭管埋弧螺柱焊中的應用 PLC在釘頭管埋弧螺柱焊中的應用
格式:pdf
大小:304KB
頁數:5P
4.6
為了對釘頭管焊接過程進行精確控制,將plc應用于釘頭管埋弧螺柱焊焊接控制。介紹了釘頭管埋弧螺柱焊焊接控制系統的組成及控制要求,選用了艾默生ec10-2416bta型可編程控制器,采用艾默生編程軟件controlstart編制控制程序,實現了釘頭管埋弧螺柱焊的自動化焊接。該系統高效節能,并克服了手工焊勞動強度大、接頭質量差、焊接效率低等缺點,具有故障診斷和報警功能,并作出相應的處理,保證穩定焊接質量。
高層勁性砼柱鋼骨螺柱焊接制作施工工法最新文檔
預埋件鋼筋埋弧螺柱焊及其應用 預埋件鋼筋埋弧螺柱焊及其應用
格式:pdf
大小:370KB
頁數:5P
4.8
介紹了預埋件鋼筋埋弧螺柱焊,它是將螺柱焊與埋弧焊很好結合,經試驗研究而發明的一種新技術。其基本原理是,采用螺柱焊焊槍將鋼筋夾緊,頂壓在鋼板上,利用螺柱焊機輸出強電流,熔化鋼筋和鋼板在焊劑層下形成熔池,加壓完成一種壓焊接頭。還介紹了該項技術在北京國家體育場和上海世博園工程中的成功應用。
高層鋼結構箱形柱制作的焊接工藝控制 高層鋼結構箱形柱制作的焊接工藝控制
格式:pdf
大小:149KB
頁數:3P
4.6
分析和介紹了箱形柱制造過程中的質量控制關鍵點和難點,提出保證質量的關鍵工序和工藝要求,特別對多種焊接方法的工藝控制進行了合理的優化,為保障產品質量和提高經濟效益提供了科學依據。
鋼骨砼柱箍筋安裝工藝攻關
格式:pdf
大小:1.3MB
頁數:14P
4.6
qc小組活動 成果報告書 鋼骨砼柱箍筋安裝工藝攻關 發布單位:江蘇省華建建設股份有限公司深圳分公司 小組名稱:深圳國際商會中心項目部qc小組 發布人:吳碧橋唐兵 二○○三年四月 -1- 鋼骨砼柱箍筋安裝工藝攻關 吳碧橋唐兵 一、前言 1.企業簡介 江蘇省華建建設股份有限公司(原江蘇一建)是國家房屋建筑工程施工總承包特 級企業,1982年5月進入深圳參加特區建設。公司以“嚴守法規、奉獻用戶、精益求 精、質量興業”為質量方針,近年來多次獲得省、市優質工程獎,十次榮獲“魯班獎”, 被評為“全國工程建設質量管理優秀企業”,樹立了良好的質量信譽。 2.工程概況 深圳國際商會中心是一座超高層寫字樓,地下3層,地上55層,建筑面積 134081m2,建筑高度214.5m,地下1層至4層層高分別為4.8m、7.0m、5.5m、5.5m、 6.0m,標準層層高
勁性鋼骨混凝土柱施工工法_secret
格式:pdf
大小:473KB
頁數:9P
4.6
第1頁共9頁 勁性鋼骨砼柱施工工法 1、前言 隨著國民經濟的發展,高層、超高層建筑的崛起,單幢建筑的高度越來越高,鋼骨砼柱 作為主要承重結構的應用越來越廣。 ***市***建筑安裝工程有限公司承建的江蘇省********綜合樓工程,在鋼骨砼柱的施工 中,采用了單件安裝整體復核澆筑砼的施工工藝,確保工程質量,加快施工進度,降低工程 成本,取得了明顯的經濟效益。該施工工藝經過項目部的攻關,其qc成果獲***市2003年 優秀qc成果一等獎。 2特點 鋼骨砼柱是以勁性十字鋼骨架為柱芯,鋼骨架與砼組合,共同承受荷載的作用,見圖1, 增加柱結構的剛度。這種結構,具有鋼結構和鋼筋砼結構的雙重優點,充分發揮了砼(受壓) 和鋼材(受拉)兩種不同材料的特性,與鋼筋砼結構相比,提高了柱的承載力,減小了柱截 面,減少了砼量,減輕結構自重,減少了對地基的荷載。與鋼結構相比
鋼骨混凝土桁架柱施工工法_secret
格式:pdf
大小:2.7MB
頁數:17P
4.4
鋼骨混凝土桁架柱施工工法 1前言 據悉國內實際工程中,很少采用鋼骨混凝土構件,我司管理實施的營口經濟 技術開發區奧體中心項目體育場等工程桁架柱部分,設計采用了少量鋼骨混凝土 構件,主要用于具有抗拔作用力的桁架柱,根據中華人民共和國黑色冶金行業標 準《鋼骨混凝土結構技術規程》yb9082-2006定義:屬“鋼骨混凝土部分組合框 架”。目前,尚未見到鋼骨混凝土結構技術的國家規范,只有這個行業標準。(下 文中將黑色冶金行業標準《鋼骨混凝土結構技術規程》yb9082-2006簡稱為 《yb9082-2006規程》),我們在施工中遇到一些比較棘手的施工工法問題,謹根 據我們的實踐,編制《鋼骨混凝土桁架施工工法》,提交與業內同仁商榷。 2特點 2.1本施工工法的目的性明確:要準確理解鋼骨混凝土桁架柱的原設計意 圖,銓譯原設計圖未能完全反映的鋼骨混凝土桁架柱的技術難點和施工
高層建筑中鋼柱和鋼骨砼柱連接的試驗研究 高層建筑中鋼柱和鋼骨砼柱連接的試驗研究
格式:pdf
大小:164KB
頁數:未知
4.6
1.前言在高層建筑鋼結構中,常常在上部鋼結構和包含基礎在內的底部鋼筋砼結構之間,插入二、三層鋼骨砼結構(以下簡稱src,圖1),它有利于力的平穩傳遞,增加結構下部的整體性和剛度,在大震時還可防止過大的側向位移。在鋼結構和src
型鋼砼組合柱施工工法
格式:pdf
大小:151KB
頁數:12P
4.7
1 型鋼砼組合柱施工工法 中冶集團華冶資源公司青島分公司 王杰陳春香豆素芬趙志杰徐學利 1前言 型鋼砼組合柱結構(早期為勁性砼結構),是多層、高層建筑及大型公共建筑的核心技 術,掌握應用其制作、安裝等技術是決定建筑產品的質量優劣的關鍵。隨著科學技術的進步 和發展,對型鋼砼組合結構的制作、安裝也提出了更高的要求,為了保證型鋼結構制作、安 裝質量和速度,我們在型鋼組合結構制作、安裝施工過程中逐步建立起一套成熟的工藝方法, 較快、較好的完成了多個多層、高層及大型公共建筑工程。 型鋼砼組合柱結構是把型鋼埋入鋼筋砼中的一種獨立的結構形式,由于在其鋼筋砼中增 加了型鋼,型鋼以其固有強度和延性,以及型鋼、鋼筋、砼三位一體地工作,使其具備了比 傳統鋼筋砼結構承載力大、剛度大、抗震性好等特性,與鋼結構比,具有防火性能好,結構 局部和整體穩定性好,節約鋼材等優點。 目前,在國
風管保溫釘螺柱焊技術 (2)
格式:pdf
大小:227KB
頁數:2P
4.5
風管保溫釘螺柱焊技術的應用 風管保溫釘螺柱焊技術是近年來逐漸興起的一種施工方式,主要 應用在風管保溫層固定上,這項工藝具有提高生產效率,減少生產環 節,改進設計工藝,降低生產(人工、材料、電力能源)成本,焊接 強度高,工件不變形和各種位置都可以方便焊接的特點,操作方便, 而且操作工藝簡單,易學易會。它主要是利用電容儲能螺柱焊機來完 成施工。 電容儲能螺柱焊機是利用進行電容儲能放電,螺柱尖端引弧式原 理,瞬間將螺栓或相應螺桿與工件表面熔化,借助一定壓力,牢固地 焊接在工件上。可以取代鉚接、鉆孔、手工焊接、打磨等螺柱固定方 式,焊接時間僅為3-6毫秒,可以將螺柱焊到厚度僅為0.4-3毫米的 薄板上,不致引起變形、變色或燒穿,不會損壞焊接工件背面的油漆 或鍍膜層。 一、首先介紹一下保溫釘螺柱焊技術與風管普通保溫技術的區別 保溫釘螺柱焊技術與膠水粘接保溫釘工藝,是二種不同順序的
風管保溫釘螺柱焊技術
格式:pdf
大小:227KB
頁數:2P
4.7
風管保溫釘螺柱焊技術的應用 風管保溫釘螺柱焊技術是近年來逐漸興起的一種施工方式,主要 應用在風管保溫層固定上,這項工藝具有提高生產效率,減少生產環 節,改進設計工藝,降低生產(人工、材料、電力能源)成本,焊接 強度高,工件不變形和各種位置都可以方便焊接的特點,操作方便, 而且操作工藝簡單,易學易會。它主要是利用電容儲能螺柱焊機來完 成施工。 電容儲能螺柱焊機是利用進行電容儲能放電,螺柱尖端引弧式原 理,瞬間將螺栓或相應螺桿與工件表面熔化,借助一定壓力,牢固地 焊接在工件上。可以取代鉚接、鉆孔、手工焊接、打磨等螺柱固定方 式,焊接時間僅為3-6毫秒,可以將螺柱焊到厚度僅為0.4-3毫米的 薄板上,不致引起變形、變色或燒穿,不會損壞焊接工件背面的油漆 或鍍膜層。 一、首先介紹一下保溫釘螺柱焊技術與風管普通保溫技術的區別 保溫釘螺柱焊技術與膠水粘接保溫釘工藝,是二種不同順序的
V型錨固釘電弧螺柱焊的應用 V型錨固釘電弧螺柱焊的應用
格式:pdf
大小:158KB
頁數:未知
4.5
鞍鋼11~#高爐在改造性大修中,根據設計要求,需在上升管、下降管、除塵器上部三通管、熱風圍管、爐體爐殼由鋼磚至爐頂鋼圈部位噴涂一層厚度為50~150mm不定型耐火材料。為此,在耐火材料噴涂之前,應在爐殼或者管道的內壁焊接v型錨固釘。主要目的是為
高層勁性砼柱鋼骨螺柱焊接制作施工工法相關
文輯推薦
知識推薦
百科推薦


職位:二級建造師
擅長專業:土建 安裝 裝飾 市政 園林


