

國產焊機大口徑管道多焊槍內焊+雙絲外焊焊接技術
格式:pdf
大小:503KB
頁數:4P
人氣 :90
 4.6
4.6
大口徑管道全自動焊焊接技術以其高效、高質量、尤其適用高鋼級管道焊接的一系列特點,受到國內外建設公司的青睞并被推廣應用,但相關設備及技術全部被國外壟斷。本文對采用國產全自動設備進行自動焊焊接技術研究過程進行了較詳細地論述,對焊接過程中技術要點做了較全面地介紹。該技術已在西氣東輸二線X80級大口徑管道焊接工程中成功運用,取得了良好效果。



大口徑管道自動焊接
格式:pdf
大小:1.2MB
頁數:4P
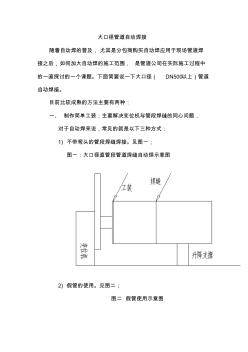
大口徑管道自動焊接 隨著自動焊的普及,尤其是分包商購買自動焊應用于現場管道焊 接之后,如何加大自動焊的施工范圍,是管道公司在實際施工過程中 的一直探討的一個課題。下面簡要說一下大口徑(dn500以上)管道 自動焊接。 目前比較成熟的方法主要有兩種: 一、制作簡單工裝;主要解決變位機與管段焊縫的同心問題, 對于自動焊來說,常見的就是以下三種方式: 1)不帶彎頭的管段焊縫焊接。見圖一; 圖一:大口徑直管段管道焊縫自動焊示意圖 2)假管的使用。見圖二; 圖二假管使用示意圖 3)對于彎管變位機,假管(一般為彎頭)做配重,目的是為 了平衡重心(通常說的s彎)。見圖三; 圖三假管做配重 4)實際應用圖片。見圖四、五; 圖四中天合創項目dn900焊縫自動焊 圖五中天合創項目dn1000管道焊縫自動焊 二、將焊機整體墊高; 1)焊機墊高是解決彎頭較大造成變位機旋轉距離不夠
編輯推薦下載
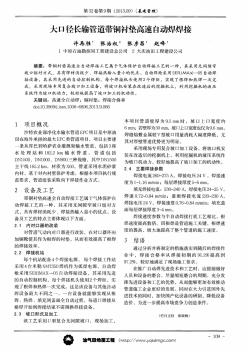
大口徑管道自動焊技術的設計及施工要求??
格式:pdf
大小:273KB
頁數:4P
4.4
隨著大口徑、高壓力、大壁厚銅管的使用,油氣長輸管道自動焊技術的應用越來越廣泛。本文針對大口徑油氣管道自動焊技長.從設計思路、設計手段、焊接及施工技術要求等方面進行了詳細論述,為設計人員合理設計并提出自動焊的應用地段及技術要求、充分發揮自動焊的優勢提供了借鑒。
國產焊機大口徑管道多焊槍內焊雙絲外焊焊接技術熱門文檔
 PWT-CWS.02NRT管道全自動焊機大口徑管道根焊技術
PWT-CWS.02NRT管道全自動焊機大口徑管道根焊技術 PWT-CWS.02NRT管道全自動焊機大口徑管道根焊技術
格式:pdf
大小:99KB
頁數:未知
4.5
對采用意大利pwt-cws.02nrt管道全自動焊機對"0.8設計系數x80鋼級大口徑管道"進行單面焊雙面成形根焊的焊接技術進行了較全面的介紹。該技術已成功運用于"西氣東輸三線0.8設計系數x80鋼管管線工程"施工中,取得了良好效果。該技術在大口徑長輸管線自動焊施工中有廣闊的應用前景。
大口徑厚壁管道焊接技術講解
格式:pdf
大小:8KB
頁數:4P
4.6
大口徑厚壁管道焊接技術講解 全自動焊接大口徑、厚壁(大于21mm)管線經常采用u型坡口 或復合型坡口,由于u型坡口、復合坡口加工耗時、耗力制約管 道焊接效率。v形坡口加工簡單,省時、省力,但大口徑、厚壁 管線v型坡口全自動焊接時,如焊接工藝參數選擇不當,將導致 焊接缺陷產生。 隨著管道建設用鋼管強度等級提高至x70、x80級別,管徑和壁 厚的增大,從2003年起在管道施工中逐漸開始應用自動焊技術。 管道自動焊技術由于焊接效率高,勞動強度小,焊接過程受人為 因素影響小等優勢,在大口徑、厚壁管道建設的應用中具有很大 潛力。 但我國的管道自動焊接技術正處于發展階段,焊接中的一些問題 如根部未熔合、側壁未融合、坡口復雜等還沒有徹底解決;自動 焊接大口徑、厚壁管線經常采用u型坡口或復合型坡口,管端坡 口整形機等配套設施尚未成熟,所以研究大口徑、厚壁管道v型 坡
 火力發電廠大口徑管道坡口的制作與對口、焊接
火力發電廠大口徑管道坡口的制作與對口、焊接 火力發電廠大口徑管道坡口的制作與對口、焊接
格式:pdf
大小:105KB
頁數:1P
4.8
社會經濟的發展促進了火力發電廠的建設步伐。但在火力發電廠的建設中遇到了坡口制作與對口、焊接等方面的問題。因此,本文通過結合大管壁比較厚的特點來幫助處理坡口制作存在的各種問題,并致力于探索有效減少焊接量的最佳方法,提高焊縫成型的效果和降低焊縫的應力。
火力發電廠大口徑管道坡口的制作與對口、焊接 火力發電廠大口徑管道坡口的制作與對口、焊接
格式:pdf
大小:97KB
頁數:2P
4.7
根據大管壁厚的特點,解決坡口制作過程中存在的實際問題,探索科學利用現代電動工具方法,利用角磨砂輪片外延,使鉗工出最小的工作量,也使焊工的焊接量減至最小,最終焊縫成型好、焊縫應力低。無損檢測合格。
國產焊機大口徑管道多焊槍內焊雙絲外焊焊接技術精華文檔
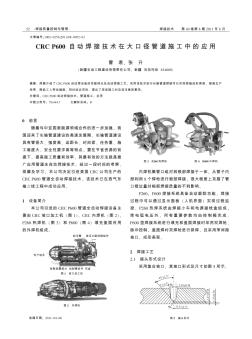
CRC P600自動焊接技術在大口徑管道施工中的應用
格式:pdf
大小:560KB
頁數:3P
4.3
簡要介紹了crcp600自動焊設備的性能特點及自動焊接工藝。采用該技術進行長輸管道焊接可以實現焊縫成形美觀、提高生產效率、降低工人勞動強度。同時結合實際,提出了現場施工時應該注意的事項。
下向焊大口徑管對接接頭焊接缺陷分析 下向焊大口徑管對接接頭焊接缺陷分析
格式:pdf
大小:659KB
頁數:3P
4.4
為提高下向焊大口徑管的焊接質量,針對下向焊大口徑管的焊接工藝特點,選擇適當的射線透照工藝和技術參數,對下向焊大口徑管對接焊縫進行100%x射線探傷。通過所拍x光底片,分析焊接時生成缺陷的類型、位置以及產生原因。
螺旋焊管內焊多絲焊接機構 螺旋焊管內焊多絲焊接機構
格式:pdf
大小:77KB
頁數:未知
4.3
涉及一種焊接機構,是一種螺旋焊管內焊多絲焊接機構,包括焊接臂。焊接臂上設有送絲管和三維調整機構,送絲管是柔性送絲軟管,其前端設有固定在三維調整機構上的送絲機頭。該焊接機構傳動精度高、穩定性好、承重能力強和適應能力強,一臺設備即可實現單絲焊、雙絲焊、多絲焊,安裝調整方便。
大口徑厚壁P91鋼管的焊接技術 大口徑厚壁P91鋼管的焊接技術
格式:pdf
大小:134KB
頁數:未知
4.4
在對p91鋼進行焊接性能分析的基礎上,提出了大口徑厚壁p91鋼管的焊接工藝方案以及焊接注意事項,包括坡口檢查及清理、焊口組對及定位焊、背面充氬保護、焊前預熱、手工鎢極氬弧焊打底、焊條電弧填充及蓋面,以及焊后熱處理等。
國產焊機大口徑管道多焊槍內焊雙絲外焊焊接技術最新文檔
大口徑厚壁P91鋼管道埋弧焊焊接工藝研究 大口徑厚壁P91鋼管道埋弧焊焊接工藝研究
格式:pdf
大小:182KB
頁數:未知
4.3
介紹了采用手工鎢極氬弧焊打底、埋弧焊填充、蓋面的焊接工藝對大口徑厚壁p91鋼管道進行焊接的工藝。在整個焊接及管理過程中研制出了一套適用的裝置和施工方法。這種應用自動焊設備采用新工藝的施工方法將制造廠焊接工藝與現場施工特點、難點相結合,具有一定的借鑒意義。
大口徑厚壁P91鋼管道埋弧焊焊接工藝研究 大口徑厚壁P91鋼管道埋弧焊焊接工藝研究
格式:pdf
大小:179KB
頁數:未知
4.3
介紹了采用手工鎢極氬弧焊打底、埋弧焊填充、蓋面的焊接工藝對大口徑厚壁p91鋼管道進行焊接的工藝。在整個焊接及管理過程中研制出了一套適用的裝置和施工方法。這種應用自動焊設備采用新工藝的施工方法將制造廠焊接工藝與現場施工特點、難點相結合,具有一定的借鑒意義。
管道接頭全位置活性焊劑焊接技術 管道接頭全位置活性焊劑焊接技術
格式:pdf
大小:477KB
頁數:3P
4.4
采用活性焊劑氬弧焊技術進行了奧氏體鋼管和珠光體鋼管環縫的全位置焊接工藝試驗研究,并且與不加焊劑的常規氬弧焊進行了工藝對比。結果表明,活性焊劑的加入使奧氏體鋼管焊縫及熱影響區的組織明顯改善,晶粒細化;降低了珠光體鋼管產生焊縫氣孔的傾向,焊接接頭性能與母材相當,進一步完善了奧氏體和珠光體鋼管全位置氣體保護焊工藝。
大直徑氣保焊絲焊接技術開發 大直徑氣保焊絲焊接技術開發
格式:pdf
大小:1.6MB
頁數:3P
4.8
隨著鋼結構行業中厚板的廣泛使用,焊接要求也在不斷增加,如何最大限度地節省焊材,提高焊接效率,也成為各單位努力實現的目標。在此基礎上我司通過ф1.6mm氣保焊絲和ф1.2mm氣保焊絲,在實際鋼構生產中的對比試驗,來得出ф1.6mm氣保焊絲的優點,并取得不錯的成效,大大地提高了生產效率。
基于T型管焊接數控焊槍運動方法的研究 基于T型管焊接數控焊槍運動方法的研究
格式:pdf
大小:626KB
頁數:3P
4.5
通過數學建模,利用數學表達式表示出t型管的焊接空間軌跡,然后利用delphi軟件和pcl-839運動控制卡實現自動控制,使焊接機床按照所需要的行走路線進行插補,從而完成焊接過程
 基于T型管焊接數控焊槍運動方法的研究
基于T型管焊接數控焊槍運動方法的研究 基于T型管焊接數控焊槍運動方法的研究
格式:pdf
大小:852KB
頁數:4P
4.6
通過數學建模,利用數學表達式表示出t型管的焊接空間軌跡,然后利用delphi軟件和pcl—839運動控制卡實現自動控制,使焊接機床按照我們所需要的行走路線進行插補,從而完成焊接過程。
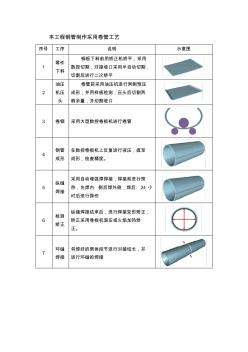
大口徑鋼管焊接-卷管
格式:pdf
大小:576KB
頁數:2P
4.6
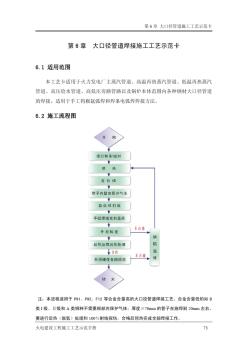
本工程鋼管制作采用卷管工藝 序號工序說明示意圖 1 零件 下料 鋼板下料前用矯正機矯平,采用 數控切割,對接坡口采用半自動切割, 切割后進行二次矯平 2 油壓 機壓 頭 卷管前采用油壓機進行兩側預壓 成形,并用樣板檢測,壓頭后切割兩 側余量,并切割坡口 3卷鋼采用大型數控卷板機進行卷管 4 鋼管 成形 在數控卷板機上反復進行液壓,直至 成形,檢查精度。 5 縱縫 焊接 采用自動埋弧焊焊接,焊接前進行預 熱,先焊內側后焊外側,焊后24小 時后進行探傷 6 檢測 矯正 縱縫焊接結束后,進行焊接變形矯正, 矯正采用卷板機滾壓或火焰加熱矯 正。 7 環縫 焊接 將焊好的筒體段節進行對接結長,并 進行環縫的焊接 主材切割 主材預熱 卷板機 合縫卷圓 內部焊接 氣刨 外部焊接 熱矯正 尺寸外觀檢查 探傷檢查 成品檢查 主材開坡口 a1 a2 a3 a4 a5 卷板
大口徑壓制鋼管縱縫焊接工藝 大口徑壓制鋼管縱縫焊接工藝
格式:pdf
大小:520KB
頁數:4P
4.4
通過對大口徑有縫鋼管壓制及縱縫焊接工藝的研究.確定了合理的坡口形式,以及內縫co_2焊+外縫窄間隙埋弧焊的焊接工藝參數.工藝評定結果證明,接頭性能均滿足有關技術條件的要求.評定結果已應用于大口徑管的制造.

大口徑螺旋焊管焊接施工專業技術方案
格式:pdf
大小:10KB
頁數:6P
4.8
大口徑螺旋焊管焊接施工方案 1工程簡況 該工程是雅安市二、三水廠輸水管網災后恢復重建工程。材質為螺 旋焊管,壁厚分別為10mm和8mm,鋼管接口形式為手工電弧焊接,焊 縫質量等級為ⅱ級,焊縫接口形式為x型,坡口形式a=60o無損探 傷抽檢比例為50%,射線透照為5%,技術等級為b級,焊縫低點 為必測點,焊縫評定等級達到ⅲ級為合格,全線路采用單管安裝, 全長a段為5056m。 2編制依據 1)雅安市二、三水廠輸水管網災后恢復重建工程施工圖紙及相關說 明文件。 2)gb50268-97,給水排水管道施工及驗收規范。 3)gb50235-97,工業金屬管道工程施工及驗收規范。 4)gb50236-98,現場設備、工業管道焊接工程施工及驗收規范。 3施工準備 1)組織有關操作人員、熟悉施工圖紙及規程規范、制定焊接工藝、 編制焊接作業指導書。
國產焊機大口徑管道多焊槍內焊雙絲外焊焊接技術相關
文輯推薦
知識推薦
百科推薦


職位:現場施工員
擅長專業:土建 安裝 裝飾 市政 園林


