

國產CT80級連續油管用鋼帶對接焊焊接方法探討
格式:pdf
大小:479KB
頁數:3P
人氣 :99
 4.5
4.5
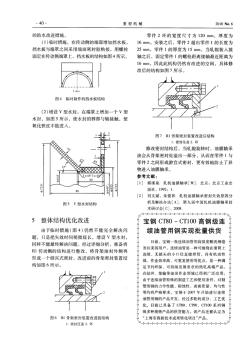
論述了連續油管(coiled-tubing,簡稱CT)用鋼帶對接焊的重要性及對接焊要求,同時就國產CT80級3.18 mm連續油管鋼帶的實驗室板-板對接焊的焊接方法進行了探討,涉及的焊接方法有MIG/MAG焊、TIG焊和等離子弧焊接。通過對各種焊接方法的線能量、焊縫成形、焊絲匹配、引熄弧板安裝、飛濺的比較,進行了焊接方法選擇的評價,初步認為TIG焊線能量可以控制,焊縫成形美觀,焊絲達到連續油管使用要求,引熄弧板安裝不傷及母材,無飛濺,是比較理想的連續油管鋼帶焊接方法。由于TIG焊焊接板厚有限,較厚板-板對接可以考慮使用等離子弧焊。



 CT80鋼級高頻焊接連續油管焊接規范初探
CT80鋼級高頻焊接連續油管焊接規范初探 CT80鋼級高頻焊接連續油管焊接規范初探
格式:pdf
大小:879KB
頁數:5P
通過宏觀、微觀金相分析和壓扁試驗結果對不同焊接規范條件下ct80鋼級φ38.1mm×3.18mm高頻焊接連續油管焊接接頭試樣進行評價,總結了按不同焊接規范生產的產品質量水平和壓扁試樣斷口特征,為評價焊接規范合理性以及確定合理焊接規范提供了依據。
連續油管管-管對接焊工藝方法分析 連續油管管-管對接焊工藝方法分析
格式:pdf
大小:402KB
頁數:未知
在分析連續油管工況條件的基礎上,考慮到連續油管的使用要求,提出了推薦的連續油管焊接操作步驟。討論分析了連續油管焊接過程中的主要工藝參數,并對連續油管焊接工藝進行了總結。
編輯推薦下載
 連續油管管-管對接焊接頭質量保證體系探討
連續油管管-管對接焊接頭質量保證體系探討 連續油管管-管對接焊接頭質量保證體系探討
格式:pdf
大小:102KB
頁數:未知
4.6
在分析連續油管焊接必要性和重要性的基礎上,總結了連續油管管-管對接焊接頭質量保證體系的五個重要組成部分,探討了各部分的主要內容及技術要求,所得結論對于連續油管的現場焊接質量保證具有重要的意義。
國產CT80級連續油管用鋼帶對接焊焊接方法熱門文檔
vga焊接方法帶圖
格式:pdf
大小:287KB
頁數:3P
4.5
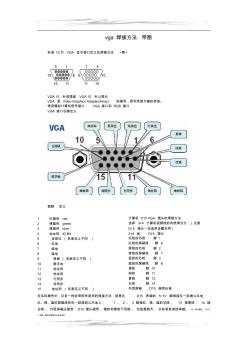
vga焊接方法帶圖 標準15針vga顯示接口定義及焊接方法 vga15針母插座vga15針公插頭 vga是videographicsadapter(array)的縮寫,信號類型為模擬類型。 常用模擬計算機信號接口:vga接口和rgb接口 vga接口引腳定義 管腳定義 1紅基色red 2綠基色green 3藍基色blue 4地址碼idbit 5自測試(各家定義不同) 6紅地 7綠地 8藍地 9保留(各家定義不同) 10數字地 11地址碼 12地址碼 13行同步 14場同步 15地址碼(各家定義不同) 計算機d15vga插頭的焊接方法 選擇3+4計算機視頻線的傳統焊法為:(注意 d15接頭一定選用金屬外殼) 3+4線d15
焊接方法分享---鋁管的焊接方法
格式:pdf
大小:9KB
頁數:1P
4.3
焊接方法分享---鋁管的焊接方法 我們焊接工在做鋁管焊接的時候需要知道的一些知識 1.焊條不能用焊槍先加熱后蘸取焊粉,因為此焊條熔點太低。 2.焊接一次性成功效果更佳,因鋁管熔旋切刀具點太低,第二次 再加熱時,鋁管極易變形。 3.內膽必須放置濕毛巾,保護到位,因為焊接空間很狹小,因此 務必注意冰箱的保護。 4.焊槍火焰不能過長,且必須用微火加熱,否則分散劑鋁管極易 熔化。 5.焊接完畢,要等尼龍絲專用漿料二、三分鐘管子冷卻后才水泥 儲存庫能接觸,否則焊點易漏。 6.焊條必須均勻涂抹焊劑,才能確保焊點的質量。 7.焊接時間不能過長,因熔點太低時間過長容易導致鋁管管壁融 化或變薄,打壓極易泄漏。 8.焊條不能用焊槍先加熱后蘸取焊粉,因為此焊條熔點太低。 更多信息請登錄中國鋁管交易網查詢。
國產CT80級連續油管用鋼帶對接焊焊接方法精華文檔
寶鋼集團成功試制出CT130超高強連續油管用鋼 寶鋼集團成功試制出CT130超高強連續油管用鋼
格式:pdf
大小:79KB
頁數:1P
4.4
日前,寶鋼集團成功試制出首批ct130超高強連續油管用鋼,標志著該集團已具備生產超高強連續油管用鋼的能力,有助于我國頁巖氣產業向更深更惡劣的工況環境進發。經檢驗,該超高強連續油管用鋼具有很高的強度和塑性,內部質量、表面潔凈度、厚度精度及性能均勻性很好,各項性能指標均滿足用戶協議要求。
寶鋼集團成功試制出CT130超高強連續油管用鋼 寶鋼集團成功試制出CT130超高強連續油管用鋼
格式:pdf
大小:79KB
頁數:1P
4.6
日前,寶鋼集團成功試制出首批ct130超高強連續油管用鋼,標志著該集團已具備生產超高強連續油管用鋼的能力,有助于我國頁巖氣產業向更深更惡劣的工況環境進發。經檢驗,該超高強連續油管用鋼具有很高的強度和塑性,內部質量、表面潔凈度、厚度精度及性能均勻性很好,各項性能指標均滿足用戶協議要求。


PE管焊接方法
格式:pdf
大小:17KB
頁數:3P
4.8
管材的連接方式 (1)熱熔對接 a.熱熔對接的原理 熱熱熔對接是將待接pe管段界面,利用加熱板加熱熔融后相互對接融合, 經冷卻固定而連接在一起的方法。 b.準備 a.對接管段均應材質一致,應盡量采用同一廠配套材料; b.對接管段外徑、壁厚應一致; c.待焊管材和管件的內外表面尤其是端口附近應光滑平整,無異狀; d.管材的尺寸偏差等應滿足要求; e.對接管段均應具有與焊機匹配的良好的加工與焊接性能; f.檢查焊接系統及電源匹配情況,清理加熱板,將焊機各部件的電源接通, 并且應有接地保護; g.按焊機給出的焊接工藝參數設置加熱板溫度至焊接溫度;若是自動焊機, 還應設置吸熱時間與冷卻時間等參數。 c.熱熔對接的操作要點 a.焊接流程 b.焊接條件 (a)導致pe熔融流動的焊接溫度; (b)焊接壓力; (c)壓力及溫度的作用時間。 c.焊接工藝曲線 d.裝夾焊管 (a)打開機架,
深水鉆井隔水管用X80鋼的焊接性能特點及焊接方法 深水鉆井隔水管用X80鋼的焊接性能特點及焊接方法
格式:pdf
大小:508KB
頁數:4P
4.4
該文詳細介紹了x80高強鋼的合金體系、組織形態和強化措施,分析了x80鋼的焊接熱影響區性能變化特點,x80鋼焊接時熱影響區會出現脆化和軟化。熱影響區脆化主要機理是粗晶脆化、組織脆化、馬氏體-奧氏體(m-a)組元脆化和組織遺傳引起的脆化。熱影響區軟化是由于在焊接熱循環作用下,不僅晶粒粗化,而且在熱影響區發生相變,再結晶,晶粒回復以及第二相質點溶解、粗化。在分析焊接性能特點的基礎上,推薦了x80鋼焊接的常用工藝方法。
國產CT80級連續油管用鋼帶對接焊焊接方法最新文檔
20鋼蒸汽管道對接焊焊接工藝 20鋼蒸汽管道對接焊焊接工藝
格式:pdf
大小:109KB
頁數:未知
4.5
焊接20鋼的蒸汽管道時采用氬弧焊打底,焊條電弧焊蓋面的焊接工藝,減少了氣孔、夾渣和未焊透等缺陷的出現幾率,提高了焊接質量和接頭的合格率,為以后此類壓力管道焊接提供了詳實的資料,此工藝經濟適用,很有推廣價值。
焊接工程學焊接方法篇
格式:pdf
大小:8KB
頁數:2P
4.4
1 《焊接工程學》課程教學大綱 第一篇焊接方法 第三章熔化極電弧焊方法 第一節mig和mag 原理:熔化極氣體保護焊屬于用電弧作為熱源的熔化焊方法,其電弧建立在連續送進的 焊絲與熔池之間。熔化的焊絲金屬與母材金屬混合而成的熔池在電弧熱源移走后結晶而形成 焊縫,并把分離的母材通過冶金方式連接起來。 熔滴過渡的方式:短路過渡(小電流,短弧),滴狀過渡(小電流,長弧),射滴過渡(mig, 鋁),射流過渡(mig,鋼焊絲,直流反接,長弧),亞射流過渡(焊縫起皺現象,鋁合金, 短弧,直流反極性接法),旋轉射流過渡(鋼焊mig焊,伸出長度長,或電流遠大于射流 臨界電流)。 噴射臨界電流:不同焊接材料不同保護氣氛等工藝參數的影響。 電流極性:直流正接和直流反接。 氣體保護方式:mig以ar或he為主,mag在ar或he中加入o2(一般小于5%)和
焊接方法代號焊接的種類
格式:pdf
大小:340KB
頁數:11P
4.6
一、焊條電弧焊 (一)、焊接電弧 電弧是兩帶電導體之間持久而強烈的氣體放電現象。 1.電弧的形成 (1)焊條與工件接觸短路 短路時,電流密集的個別接觸點被電阻熱q=i2rt所加熱,極小的氣隙的電場強度很高。 結果:①少量電子逸出。②個別接觸點被加熱、熔化,甚至蒸發、汽化。③出現很多 低電離電位的金屬蒸汽。 (2)提起焊條保持恰當距離 在熱激發和強電場作用下,負極發射電子并作高速定向運動,撞擊中性分子和原子使 之激發或電離。 結果:氣隙間的氣體迅速電離,在撞擊、激發和正負帶電粒子復合中,其能量轉換, 發出光和熱。 2.電弧的構造與溫度分布 電弧由三部分構成,即陰極區(一般為焊條端面的白亮斑點)、陽極區(工件上對應焊 條端部的溶池中的薄亮區)和弧柱區(為兩電極間空氣隙)。 3、電弧穩定燃燒的條件 (1)應有符合焊接電弧電特性要求的電源 a)當電流過小時,氣隙間氣體電離不充分,電弧電阻大
 J55鋼級焊接油套管用熱軋鋼帶性能的探討
J55鋼級焊接油套管用熱軋鋼帶性能的探討 J55鋼級焊接油套管用熱軋鋼帶性能的探討
格式:pdf
大小:417KB
頁數:5P
4.5
根據生產實踐探討了焊接油套管對板材機械性能和化學成分的要求,指出熱軋帶鋼合理的元素配比,良好的顯微組織、優良的機械性能、精確的尺寸控制是生產優質油套管的前提所在。j55低c、mn、nb、v、ti微合金化鋼采用冶煉低c、低s、高純凈度鋼技術,通過添加nb、v、ti等微合金元素控軋控冷,發揮晶粒細化和析出強化的作用,得到細晶粒的鐵素體-珠光體組織,為焊接油套管的生產創造了良好的條件
1實驗用鋼管材料和焊接方法
格式:pdf
大小:201KB
頁數:5P
4.3
1實驗用鋼管材料和焊接方法 實驗材料為長城特鋼1cr18ni9tiφ14×3mm不銹鋼管,鋼管化學成分見表1 表11cr18ni9tiφ14×3mm不銹鋼管化學成分(%) csimnspcrni ≤0.15≤1.00≤2.00≤0.030≤0.03517.00~ 19.00 8.00~10.00 焊材選用與母材化學成分和力學性能相同或相近的焊絲 2焊接工藝及方法 焊接方法:采用tig焊接方法 2.1焊前準備 焊接前用機械方法加工坡口,并用專用砂輪片對坡口面的毛刺進行清理,然后接著用丙酮或 其他有機溶劑清除坡口面及近表面的油污等。 2.2焊接設備、保護氣的選用及要求 2.2.1焊接設備 選用ws5—400系列直流氬弧焊機,要求焊機具有高頻或高壓引弧功能,提前供氣和滯后停 氣功能要人為可


VGA頭的焊接方法
格式:pdf
大小:174KB
頁數:2P
4.3
vga頭的焊接方法詳解 一般在使用投影儀等設備時,其vga接頭大多需要人工焊接,接頭多,難焊是 vga的焊接的兩個難題,弄不好要么沒信號,要么出現色差,下面我把如何焊接 vga頭的方法介紹給大家,希望大家在實際工作中有所幫助。 按照vga接頭(15hd)的標準,共各引腳的定義如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——hsync14pin——

VGA線焊接方法
格式:pdf
大小:1.1MB
頁數:4P
4.7
vga接口定義及引線焊接 一、vga接口定義及線規 1、vga接口定義:vga接口就是顯卡上輸出模擬信號的接口,vga(videographicsarray) 接口,也叫d-sub15接口,有15針頭(公頭)和15孔座(母口)之分,如下圖: vga座(母口)實物(圖1) vga頭(公頭)實物(圖2) 標準15針vga接口定義(圖3) 2、vga常見線規 vga線分“3+2,3+4,3+6,3+8”等多種規格,“3”表示三根同軸線(粗):紅色、綠 色、藍色,“6”指六根絕緣導線(細):棕色、橙色、黑色、白色、黃色、灰色(或紅色、 綠色、黑色、白色、黃色、灰色)等。 “3+2接法”純平顯示器適用,不適用大屏液晶、電視和投影; “3+4接法”多數液晶適用,但不適合定位屏幕數據的類型液晶等顯示設備,不適用投影; “3+6接法”適用絕大多數顯示
國產CT80級連續油管用鋼帶對接焊焊接方法相關
文輯推薦
知識推薦
百科推薦


職位:建筑物安全檢定員
擅長專業:土建 安裝 裝飾 市政 園林


