

拱北水廠12萬m~3/d制水流程閥門改造
格式:pdf
大小:203KB
頁數:3P
人氣 :63
 4.7
4.7
拱北水廠是珠海市城市供水的主力水廠,該廠的供水量約占市區供水量的60%。該廠制水流程于1993年建設完成投入生產。由于城市發展迅速,用水量大增,近5年來,該流程超負荷生產,日制水量達到20萬m~3。目前該流程選用的閥門使用時間長久,漏水嚴重,導致給水處理過程中水損較大。在水資源日益緊缺,咸潮問題日益突出的今天,在保證水質的前提下,如何降低制水流程的水損,進行節水改造顯得尤為重要。 1、設計規模為 12萬m~3/d的制水流程運行簡述




閥門制作流程
格式:pdf
大小:7KB
頁數:2P
閥門生產工藝流程 3.2.2.1閥體 閥門閥體(鑄造,密封面堆焊) 鑄件采購(按標準)——入廠檢驗(按標準)——堆焊槽 ——超聲波探傷(按圖樣)——堆焊及焊后熱處理——精加工——研磨密封面——密封面硬 度檢驗、著色探傷。 3.2.2.2閥門內件制造工序 a、需堆焊密封面的內件如閥瓣、閥座等 原材料采購(按標準)——入廠檢驗(按標準)——制作毛坯(圓鋼或鍛件,按圖紙工藝 要求)——粗加工超聲波探傷面(圖樣要求時)——粗加工堆焊槽——堆焊及焊后熱處理—— 精加工各部——研磨密封面——密封面硬度檢驗、著色探傷。 b、閥桿 原材料采購(按標準)——入廠檢驗(按標準)——制作毛坯(圓鋼或鍛件,按圖紙工藝要 求)——粗加工堆焊槽——堆焊及焊后熱處理——精加工各部——磨削外圓——閥桿表面處 理(氮化、淬火、化學鍍層)——最終處理(拋光、磨削等)——
水廠更換閥門方案
格式:pdf
大小:19KB
頁數:2P
1 水廠供水泵房更換閥門方案 一、內部方案 1、工作內容:更換a、b、c三個泵組的回水蝶閥、緩閉止回 閥、管道伸縮器, 共計:dn500蝶閥2臺、dn300蝶閥1臺,dn500緩閉止回閥2 臺、dn300緩閉止回閥1臺,dn500管道伸縮器2臺、dn300管道伸 縮器1臺。 2、實施步驟: (1)為將停產時間降到最低,集中主要力量更換a組設備, 同時完成b、c兩組的回水蝶閥更換,a組設備更換完成后馬上恢復 供水,預計2小時。 (2)為保證實施時的快速,在施工前一天先將三組回水蝶閥 與出水管道連接處、緩閉止回閥與漸縮管連接處的螺絲逐條進行替 換,為拆除節省時間。 (3)拆除前先將新的a組設備進行組裝(蝶閥+伸縮器一體、 緩閉止回閥一體),新的b、c組設備進行組裝(蝶閥一體、緩閉止 回閥+伸縮器一體)。 (4)使用泵房內天車先拆除a組設備,拆除后馬上進
編輯推薦下載
水廠更換閥門方案
格式:pdf
大小:5KB
頁數:2P
4.7
水廠供水泵房更換閥門方案 一、內部方案 1、工作內容:更換a、b、c三個泵組的回水蝶閥、緩閉止回 閥、管道伸縮器, 共計:dn500蝶閥2臺、dn300蝶閥1臺,dn500緩閉止回閥2 臺、dn300緩閉止回閥1臺,dn500管道伸縮器2臺、dn300管道伸 縮器1臺。 2、實施步驟: (1)為將停產時間降到最低,集中主要力量更換a組設備, 同時完成b、c兩組的回水蝶閥更換,a組設備更換完成后馬上恢復 供水,預計2小時。 (2)為保證實施時的快速,在施工前一天先將三組回水蝶閥 與出水管道連接處、緩閉止回閥與漸縮管連接處的螺絲逐條進行替 換,為拆除節省時間。 (3)拆除前先將新的a組設備進行組裝(蝶閥+伸縮器一體、 緩閉止回閥一體),新的b、c組設備進行組裝(蝶閥一體、緩閉止 回閥+伸縮器一體)。 (4)使用泵房內天車先拆除a組設備,拆除后馬上進行蝶閥
改造制氧冷水流程,降低氮氣生產成本
格式:pdf
大小:653KB
頁數:4P
4.7
由于用戶氧氮產品需求比例的變化,使部分制氧機在許多情況下只生產氮氣,氧氣白白放空。針對這種情況,我們對制氧機的流程進行了改造,將本來用于氮水預冷的氮氣置換出來,做為氮壓機的原料氣,達到制氧機經濟運行的目的。
拱北水廠12萬m~3/d制水流程閥門改造熱門文檔

閥門生產和檢驗流程
格式:pdf
大小:5KB
頁數:2P
4.4
產品生產及檢驗流程 1、公司采購的各種規格的原材料。 2、用我公司從意大利進口的光譜分析儀對原材料進行材質化驗,并打印出原材料材質 化驗報告進行備份。 3、用下料機進行原材料切割。 4、檢驗人員檢驗原材料切割直徑及長度。 5、鍛壓車間對原材料進行鍛壓成型處理。 6、檢驗人員對成型進行毛坯各種尺寸檢驗。 7、工人在進行毛坯廢邊切除。 8、拋砂工人對毛坯進行表面噴砂處理。 9、檢驗人員進行噴沙后表面處理檢驗。 10、工人進行毛坯機加工。 11、閥體密封螺紋加工---員工在進行加工自檢驗檢驗人員對產品后產品進行加工后檢 驗。 12、閥體連接螺紋加工。 13、中孔加工。 14、檢驗人員進行總檢驗。 15、合格的半成品被送往半成品倉庫。 16、半成品進行電鍍。 17、半成品電鍍表面處理檢驗。 18、各種配件(球,閥桿,密封閥座)的檢驗。 19、總裝車間進行產品裝配—裝配線檢驗人員對產品進行檢驗。
水廠更換閥門方案(完整版)
格式:pdf
大小:13KB
頁數:2P
4.6
水廠供水泵房更換閥門方案 一、內部方案 1、工作內容:更換a、b、c三個泵組的回水蝶閥、緩閉止回 閥、管道伸縮器, 共計:dn500蝶閥2臺、dn300蝶閥1臺,dn500緩閉止回閥2 臺、dn300緩閉止回閥1臺,dn500管道伸縮器2臺、dn300管道伸 縮器1臺。 2、實施步驟: (1)為將停產時間降到最低,集中主要力量更換a組設備, 同時完成b、c兩組的回水蝶閥更換,a組設備更換完成后馬上恢復 供水,預計2小時。 (2)為保證實施時的快速,在施工前一天先將三組回水蝶閥 與出水管道連接處、緩閉止回閥與漸縮管連接處的螺絲逐條進行替 換,為拆除節省時間。 (3)拆除前先將新的a組設備進行組裝(蝶閥+伸縮器一體、 緩閉止回閥一體),新的b、c組設備進行組裝(蝶閥一體、緩閉止 回閥+伸縮器一體)。 (4)使用泵房內天車先拆除a組設備,拆除后馬上進行蝶閥

水廠更換閥門方案(最新)
格式:pdf
大小:5KB
頁數:2P
4.5
精品 水廠供水泵房更換閥門方案 一、內部方案 1、工作內容:更換a、b、c三個泵組的回水蝶閥、緩閉止回 閥、管道伸縮器, 共計:dn500蝶閥2臺、dn300蝶閥1臺,dn500緩閉止回閥2 臺、dn300緩閉止回閥1臺,dn500管道伸縮器2臺、dn300管道伸 縮器1臺。 2、實施步驟: (1)為將停產時間降到最低,集中主要力量更換a組設備, 同時完成b、c兩組的回水蝶閥更換,a組設備更換完成后馬上恢復 供水,預計2小時。 (2)為保證實施時的快速,在施工前一天先將三組回水蝶閥 與出水管道連接處、緩閉止回閥與漸縮管連接處的螺絲逐條進行替 換,為拆除節省時間。 (3)拆除前先將新的a組設備進行組裝(蝶閥+伸縮器一體、 緩閉止回閥一體),新的b、c組設備進行組裝(蝶閥一體、緩閉止 回閥+伸縮器一體)。 (4)使用泵房內天車先拆除a組設備,拆除后馬上進
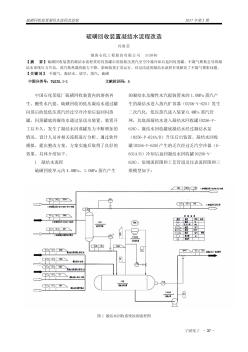
硫磺回收裝置凝結水流程改造
格式:pdf
大小:1.4MB
頁數:4P
4.5
硫磺回收裝置的凝結水流程采用閃蒸罐后的低低壓蒸汽至空冷器冷卻后返回閃蒸罐。不凝氣聚集會導致凝結水系統壓力升高,蒸汽換熱器的能力下降,影響裝置正常運行。經過改造的凝結水流程有效解決了不凝氣聚集問題。
合成氨生產中冷卻水流程的改造
格式:pdf
大小:449KB
頁數:3P
4.5
分別介紹了襄樊天九化工有限公司合成氨生產裝置冷卻系統改造前后的工藝流程,指出原工藝流程存在循環水溫度高、甲醇合成冷卻效果差、碳化塔溫度高、氨吸收不完全等問題。新工藝通過在甲醇合成工段安裝冷卻塔、將一次吸氨裝置改成二次吸氨裝置、改變碳化塔冷卻水流程等措施,克服了原工藝流程存在的缺點,并且生產1t氨的煤耗降低252kg,電耗降低182kw·h,成本降低180元。
拱北水廠12萬m~3/d制水流程閥門改造精華文檔

珠海市拱北水質凈化廠改擴建工程
格式:pdf
大小:65KB
頁數:1P
4.4
聯系單位:珠海市城市排水有限公司 項目介紹:本工程總占地面積約11hm^2,設計規模為5.5萬m^3/d,是對該廠一、二期工程改擴建,可利用預留用地面積約3.3hm^2。主體工程擬采用改良型a^2/o污水處理工藝;污泥處理擬采用離心式濃縮脫水一體機,最終處置待污泥處理專項規劃出臺后確定,現暫按送至南區污水處理廠污泥集中處理地點以進行進一步減量化、無害化和資源化的方式處理處置;尾水消毒采用紫外線消毒方法;除臭采用生物濾池法,同時各構筑物均加蓋收集臭氣。
閥門設計標準及流程 (2)
格式:pdf
大小:26KB
頁數:20P
4.5
閥門設計標準及流程 美國標準:asme-美國機械工程師協會,ansi-美國國家標準協會,api-美國石油協會, msssp-美國閥門和管件制造廠標準化協會 英國標準:bs 德國國家標準:din 日本工業標準:jis/jpi 法國國家標準:nf 最終用戶閥門標準:shellmesc,dow,ak 通用閥門標準:asmeb16.34法蘭端、對接焊端和螺紋端閥門 閘閥標準: api600/iso10434石油、天然氣螺栓連接鋼制閘閥 bs1414石油、石化及煉油工業鋼制閘閥 api603150lb耐腐蝕法蘭端鑄造閘閥 gb/t12234法蘭和對焊連接鋼制閘閥 din3352閘閥 shellspe77/103按iso10434鋼制閘閥 截止閥標準 bs1873鋼制截止閥和截止止回閥 gb/t122
拱北水廠12萬m~3/d制水流程閥門改造最新文檔
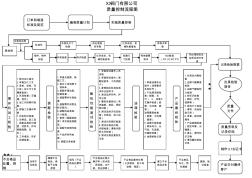
閥門質量控制總流程圖
格式:pdf
大小:58KB
頁數:1P
4.6
殼體壁厚 測試 原材料 標準件 外觀及尺寸 檢查 熱處理報 告審查 鍛件、鑄件 檢驗 外觀檢查 化學成份、機 械性能復檢 xx閥門有限公司 質量控制流程圖 標識檢查 化學成份、機 械性能檢測 熱處理報告及 材質證明書審 查 合格供應商 質保書審 查 輪廓尺 寸檢測 ndt檢測 (rt.ut.mt.pt) 跟蹤、驗 證檢查 建立不合 格品臺帳 不合格品最終處理 (讓步接收、返工或 返修、報廢) 1.審查測試操作人員 資格 2.審查測試指令(裝 配檢驗單、工序流程 卡) 3.參照相關標準及測 試作業指導書 4.測試品序列號、爐 號記錄 5.整機性能測試(殼 體強度、密封、扭矩 等試驗) 6.測試品標識狀態檢 查(合格品、返工品 等) 7.測試代碼鋼印檢查 8.測試合格品外觀、 內腔檢查(清除內腔 積水并防銹) 9.測試合格品復檢及 記錄 1.審查油漆作業 指令(涂漆要求 及色標號) 2.產品清

閥門生產工藝流程
格式:pdf
大小:27KB
頁數:1P
4.6
閥門生產工藝流程 閥門產品主要組成部分有、閥體、閥蓋、支架、壓蓋、手輪(鑄件或鍛件都是外協采購。)閥桿、銅螺母、軸承、標準件、密封件等配件。公司主要是外購 半成品在、加工中心、數控車床、車床、洗床、鏜床、刨床、鉆床等各類機器上進行精加工。組裝成品銷售。材質有不銹鋼、鑄鋼、鑄鐵等材料。 理閥體鑄件或鍛件鑄件熱處理鑄件化學、力學檢驗鑄件進廠檢驗鑄件補焊 閥體車削加工 閥蓋車削加工 密封件車削加工 其它鑄件車削加工 硬密封 軟密封 其它配件原料采購其它配件原料檢驗其它配件車削加工 閥桿化學、力學、硬度檢驗閥桿棒料采購 密封件采購 緊固件采購 檢驗合格成品出廠 閥桿調質處理 密封件檢驗 緊固件檢驗 閥桿車削加工鉆銑刨插加工 密封形式 去毛刺打磨 清洗吹干防銹入庫 密封面精加工 密封面研磨 密封面堆焊 鉆銑刨插加工 去毛刺打磨 閥門噴漆包裝閥門試壓檢驗閥門組裝 密封件入庫 緊
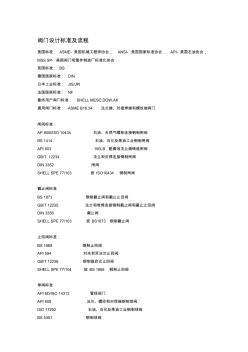
閥門設計標準及流程
格式:pdf
大小:35KB
頁數:23P
4.7
.... 閥門設計標準及流程 美國標準:asme-美國機械工程師協會,ansi-美國國家標準協會,api-美國石油協會, msssp-美國閥門和管件制造廠標準化協會 英國標準:bs 德國國家標準:din 日本工業標準:jis/jpi 法國國家標準:nf 最終用戶閥門標準:shellmesc,dow,ak 通用閥門標準:asmeb16.34法蘭端、對接焊端和螺紋端閥門 閘閥標準: api600/iso10434石油、天然氣螺栓連接鋼制閘閥 bs1414石油、石化及煉油工業鋼制閘閥 api603150lb耐腐蝕法蘭端鑄造閘閥 gb/t12234法蘭和對焊連接鋼制閘閥 din3352閘閥 shellspe77/103按iso10434

珠海拱北水質凈化廠改擴建工藝設計及特點
格式:pdf
大小:254KB
頁數:5P
4.7
通過對珠海拱北水質凈化廠改擴建工程主要工藝構筑物的詳細介紹及分析,總結了新技術、新工藝在本工程中的應用和設計方面的特點。
 關于全流程工藝凈水廠高程布置的優化設計
關于全流程工藝凈水廠高程布置的優化設計 關于全流程工藝凈水廠高程布置的優化設計
格式:pdf
大小:1.0MB
頁數:3P
4.5
全流程工藝的凈水廠因流程長、凈水單元較多,通常需要設置多個中間提升泵房,運行管理較為復雜。該文以鄭州龍湖水廠工程為例,通過高程布置的優化設計,創新性地實現了全流程僅設置1座中間提升泵房,減少了初期投資和后期的運行成本,同時能夠實現多方案的超越工況,以期為國內同類型水廠的設計運行提供一定的參考。


鄭州市柿園水廠40萬m^3/d普快濾池工藝改造創新方案
格式:pdf
大小:1.7MB
頁數:5P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
拱北水廠12萬m~3/d制水流程閥門改造相關
文輯推薦
知識推薦
百科推薦


職位:大數據工程師
擅長專業:土建 安裝 裝飾 市政 園林


