

仿形焊接原理在涼篷三通接頭焊接中的應用
格式:pdf
大小:724KB
頁數:3P
人氣 :94
 4.4
4.4
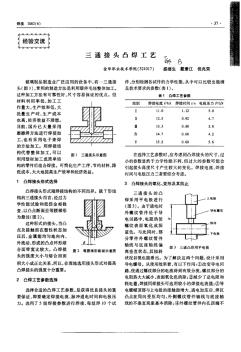
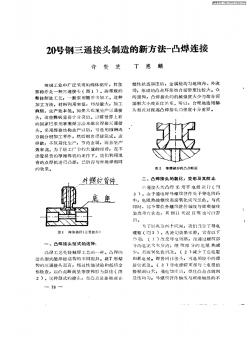
在接插式鋼管涼篷的結構中,通常是用三通零件(見圖1)把其他直管連接成整體,組成涼篷框架(見圖2),框架外面再配以用不同的面料做成的篷布,就可以組合成各種不同用途的帳篷了。




三通接頭
格式:pdf
大小:57KB
頁數:2P
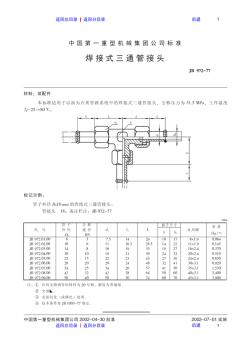
3.8三通接頭應用見表3-15 表3-15 應用 管材標準號簡圖 材料 通徑 dn 備注 全部一般應用 鋼 不銹鋼 ≤50高壓管 不銹鋼 銅 銅合金 銅q/sws34-003.1-2003 同管材 ≤50一般應用 3.9三通接頭結構和基本尺寸 3.9.1鋼三通接頭的結構和基本尺寸見圖3-11和表3-16。 t l d1 h 1/2l d2 圖3-11 表3-16 公稱通徑 dn1/dn2 外徑 d1/d2 厚度 t 長度 l 高度 h 公稱通徑 dn1/dn2 外徑 d1/d2 厚度 t 長度 l 高度 h 15/1522/222~35025100/100114/1144.5~9105 20/2027/273~4100/801
編輯推薦下載

仿形焊接原理在涼篷三通接頭焊接中的應用熱門文檔
如何靈活把三通接頭改成直通接頭
格式:pdf
大小:212KB
頁數:2P
4.5
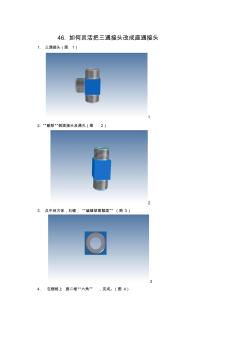
46.如何靈活把三通接頭改成直通接頭 1.三通接頭(圖1) 1 2.“刪除”側面接頭及通孔(圖2) 2 3.點中間方體,右鍵,“編輯草圖截面”(圖3) 3 4.在柵格上.畫二維“六角”,完成。(圖4) 4 5.“旋轉向導”,“除料”點六棱體上中點,用“三維球”旋轉“柵格”90°,在六棱體上 下畫除料倒角部分,渲染,完成(圖5) 5
 三通接頭注射模設計與工藝
三通接頭注射模設計與工藝 三通接頭注射模設計與工藝
格式:pdf
大小:805KB
頁數:3P
4.4
通過對三通接頭的產品結構和注射成型存在的工藝問題研究,選擇苯hpvc的成型工藝參數,確定了該塑件的注射模結構為一模一腔。設計了螺紋脫模機構、澆注系統和溫度控制系統。結果表明,液壓驅動螺紋脫模機構解決了內螺紋成型問題。
三通接頭加工夾具的改進 三通接頭加工夾具的改進
格式:pdf
大小:1.2MB
頁數:2P
4.6
某工廠接獲10萬件不銹鋼三通接頭(如圖1)的加工任務,要求交貨期為兩個月。此時工廠能參與加工的設備主要是數控車床13臺,采用傳統的加工方法——三爪卡盤很難完全加工好工件;而用四爪卡盤裝夾該三通接頭加工,工效低,質量很難保證,且成本高,無法滿足交貨期要求。為此,筆者設計了一套專用夾具。
仿形焊接原理在涼篷三通接頭焊接中的應用精華文檔

銅異徑三通接頭
格式:pdf
大小:38KB
頁數:2P
4.4
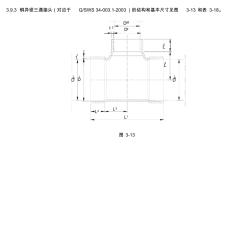
3.9.3銅異徑三通接頭(對應于q/sws34-003.1-2003)的結構和基本尺寸見圖3-13和表3-18。 l1 d1 t1 l2l4 t2 l5 l3 d2 dw2 dw 1 dw 1 圖3-13 表3-18 公稱通徑 dn1/dn2 適用管子外徑 dw1/dw2 d1d2l1l2l3t1t2l4l5 重量 (kg) 20/1525/2025.5641726150.25 25/1530/20 20.5 31 1.614 25/2030/25 30.5 25.5 7220 25 1.8 1.8 16 15 0.32 32/1535/2020.5391.614 32/2035/2525.53715 32/2535/30 35.5 30.5 9027 34 1.8 18
20號鋼三通接頭制造的新方法—凸焊連接
格式:pdf
大小:1.3MB
頁數:5P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

焊接三通相貫接頭坡口面的數控切割
格式:pdf
大小:1.2MB
頁數:4P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
仿形焊接原理在涼篷三通接頭焊接中的應用最新文檔

焊接接頭論文
格式:pdf
大小:155KB
頁數:3P
4.6
焊接接頭論文 基于國外標準的焊接接頭疲勞設計與工藝實現一體化研究 摘要:綜述了基于國外標準的焊接接頭疲勞設計與工藝實現一體 化研究的重要性,設計了相應的數據庫。嵌套了bsi/iiw/din6700標 準。基于bsi和iiw標準中接頭形式,可確定焊接接頭的疲勞等級; 根據已知的焊接接頭的應力譜,基于miner疲勞積累損傷理論,可計 算出焊接接頭的疲勞壽命:根據din6700標準,自動打印焊接工藝 文件,從而實現基于國外標準的焊接接頭疲勞壽命預測與工藝要求的 一體化。算例證明該系統具有很好的工程應用價值。 關鍵詞:焊接接頭;數據庫;一體化 在工程機械使用中,焊接結構件的焊接接頭或焊縫金屬容易引發 結構疲勞破壞,嚴重影響機械設備的壽命。通過計算焊接接頭的疲勞 壽命預測可以預先知道焊接接頭的壽命,從而保證產品的運行的安全 性。bs標準和iiw標準提供了各種焊
鋼制凸形封頭拼接焊接接頭的焊接工藝評定 鋼制凸形封頭拼接焊接接頭的焊接工藝評定
格式:pdf
大小:432KB
頁數:3P
4.4
本文按照凸形封頭的成形加工工藝、封頭材料種類,封頭拼接焊接接頭的焊接方法和焊后熱處理類別,分別敘述封頭拼接焊接接頭的焊接工藝評定所需項目。


焊接接頭組織
格式:pdf
大小:25KB
頁數:5P
4.5
焊接接頭組織 電弧焊接時,焊接電弧使焊件局部加熱和熔化,同時加入填充金屬(焊條或焊 絲),形成金屬熔池,并不斷把熱量傳給周圍冷的母材金屬。當電弧移開后,熔 池的溫度迅速降低,熔池中液體金屬凝固成焊縫。由于熱傳導的作用,母材將受 到不同程度的加熱和冷卻,相當于進行了一次熱處理,使其組織和性能發生了變 化,這部分金屬所占的區域就稱為焊縫的熱影響區。焊接接頭是焊縫和熱影響區 的總稱。 由于電弧對焊接接頭的加熱是不均勻的,焊縫區溫度達到金屬的熔化溫度, 而在整個熱影響區中,離焊縫越近溫度就越高。因此,在焊接接頭組織中不僅組 織和性能都不均勻,而且在焊縫和熱影響區中還容易產生各種焊接缺陷,存在焊 接殘余應力和應力集中。焊接接頭組織和性能與焊接方法、焊接規范、接頭形式 等因素有關,并直接影響焊接結構的性能和可靠性。 熱影響區某點加熱的最高溫度、高溫停留時間及冷卻速度
 車削T形三通接頭的簡易夾套
車削T形三通接頭的簡易夾套 車削T形三通接頭的簡易夾套
格式:pdf
大小:142KB
頁數:未知
4.3
我廠生產的“鐵馬”重型載重汽車上,有多個大小不一的t字形三通管接頭,如圖1所示。在車床上車削該工件垂直端時,一般均要采用四爪卡盤夾持工件來進行車削加工。其次,四爪卡盤夾持工件時要進行工件對中的校正調整,顯得麻煩費事,影響工效。根據我們加工這類零件的經驗,現介紹一種直接用三爪卡盤夾持車削這類零件的簡易夾套。
焊接位置&接頭形式
格式:pdf
大小:1.2MB
頁數:8P
4.6
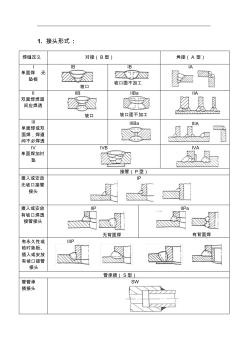
1.接頭形式: 焊縫定義對接(b型)角接(a型) i 單面焊無 墊板 ib 坡口 ib 坡口面不加工 ia ii 雙面焊焊道 間應焊透 iib 坡口 iiba 坡口面不加工 iia iii 單面焊或雙 面焊,焊道 間不必焊透 iiibaiiia iv 單面焊加襯 墊 ivbiva 接管(p型) 插入或安放 無坡口接管 接頭 ip 插入或安放 有坡口焊透 接管接頭 iip 無背面焊 iipa 有背面焊 有永久性或 臨時墊板、 插入或安放 有坡口接管 接頭 iiip 管承插(s型) 管管承 插接頭 sw 2.焊接位置 對接焊縫角接焊縫 平焊:試板位于水平位 置,由上面熔敷 填充金屬 1 g 船形焊:試板的配置使焊縫位于水 平位置,焊縫喉部位于垂 直位置。 1f 橫焊:試板位于垂直位 置,焊縫軸線位 于水平位置 2
仿形焊接原理在涼篷三通接頭焊接中的應用相關
文輯推薦
知識推薦
百科推薦


職位:消防預結算設計員
擅長專業:土建 安裝 裝飾 市政 園林


