

氟碳涂層鋁單板產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)的分析探討
格式:pdf
大小:717KB
頁(yè)數(shù):9P
人氣 :82
 4.4
4.4
簡(jiǎn)單介紹了標(biāo)準(zhǔn)的制定、屬性等,闡述了標(biāo)準(zhǔn)在產(chǎn)品應(yīng)用和生產(chǎn)領(lǐng)域中的重要意義,敘述了國(guó)內(nèi)外相關(guān)氟碳涂層單板產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)的現(xiàn)狀,并對(duì)主要檢驗(yàn)項(xiàng)目的檢測(cè)指標(biāo)進(jìn)行對(duì)比分析,提出了探討意見。




涂料、涂裝產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)及計(jì)劃(按涂層分)
格式:pdf
大小:56KB
頁(yè)數(shù):2P
編制審核批準(zhǔn) 袁隆偉劉鋼將之春 頻次檢查方式 漆膜顏色符合標(biāo)準(zhǔn)色板全檢每月監(jiān)察一次色差計(jì) 附著力油漆剝落率≤i級(jí)1次/50件每月監(jiān)察一次gb/t9286劃格儀 膜厚膜厚14~25μm1次/每批每月監(jiān)察一次gb/t1720-89膜厚儀 柔韌性抗彎試驗(yàn)≤1mm(樣板)2次/年制作樣板送我司檢測(cè)gb/t1731-93軸棒測(cè)定器 抗沖擊抗沖試驗(yàn)≥50kg·cm(樣板)2次/年制作樣板送我司檢測(cè)gb/t1732-93抗沖試驗(yàn)儀 硬度硬度(鉛筆)2h以上1次/每批每月監(jiān)察一次gb/t6739-2006中華鉛筆 鹽霧試驗(yàn)中性鹽霧試驗(yàn)≥800h(樣板)2次/年制作樣板送我司檢測(cè)gb/t1771-91鹽霧試驗(yàn)箱 外觀質(zhì)量 涂層表面光潔,無(wú)麻點(diǎn)、顆 粒、針孔、花斑、縮孔、陰 陽(yáng)面、水痕、橘皮等現(xiàn)象 全檢

控制器產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)
格式:pdf
大小:210KB
頁(yè)數(shù):4P
深圳市日上光電有限公司 文件編號(hào):rs-wi-3-qc-7 控制器產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn) 版本號(hào):a/1頁(yè)次:1/4 作成部門:品保部生效日期:2017-5-15 修 改 記 錄 版次修訂日期批準(zhǔn)審核編寫 ※※※資料文件版權(quán)為rs-wi所有,不得私自打印、復(fù)印※※※ 1.0目的 為使本公司生產(chǎn)的控制器及驅(qū)動(dòng)器產(chǎn)品之半成品制作、成品入庫(kù)、出貨檢驗(yàn)作 業(yè)有所依據(jù),特定此檢驗(yàn)規(guī)范。 2.0適用范圍 本規(guī)范適用于控制器及驅(qū)動(dòng)器產(chǎn)品生產(chǎn)的制程中檢驗(yàn)、qa成品抽檢、出貨檢驗(yàn) 過(guò)程。 3.0抽樣計(jì)劃(針對(duì)抽檢工序): 依《數(shù)字抽樣計(jì)劃使用規(guī)范》 3.1抽樣水準(zhǔn) 參考標(biāo)準(zhǔn)mil-std-105e單次正常檢查水準(zhǔn)ⅱ級(jí) 3.2允許水準(zhǔn)(aql):2/1000 3.3到45cm 3.4目視角度:與被測(cè)物成30度到45度角范圍 4.
編輯推薦下載
![噴涂產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)[1]](https://files.zjtcn.com/group1/M00/3B/9F/CgoBZ2AeJLOAB4O6AAA8JcmVhFI052.jpg)
噴涂產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)[1]
格式:pdf
大小:69KB
頁(yè)數(shù):3P
4.5
1 噴涂產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn) q/htl006-2009/07 代替qb/s006-2007/12 1范圍 本標(biāo)準(zhǔn)規(guī)定了噴涂產(chǎn)品表面質(zhì)量要求、降級(jí)接收標(biāo)準(zhǔn)和檢驗(yàn)方法。 本標(biāo)準(zhǔn)適用于噴涂產(chǎn)品表面質(zhì)量的檢驗(yàn)。 2要求 噴涂合格品按表1執(zhí)行,降級(jí)接收的噴涂產(chǎn)品按表2執(zhí)行。 表1噴涂合格品要求 檢驗(yàn)項(xiàng)目標(biāo)準(zhǔn)要求 1表面外觀 涂層表面 1、不允許有雜質(zhì)或顆粒狀粘附。 2、不允許有氣泡、氣孔。 3、不允許有噴涂流掛、桔皮狀現(xiàn)象 4、涂層色澤符合要求,不允許有色差、雜色。 5、無(wú)脫涂層現(xiàn)象 6、不允許有噴涂厚度不夠尺寸要求和漏噴現(xiàn)象。 7、表面無(wú)明顯的掛具印痕現(xiàn)象。 防護(hù)方面 1、不允許有壓傷、碰傷、擦花、變形。 2、不允許有銹跡、臟污。 配合性能 有配合要求的產(chǎn)品,噴涂后需達(dá)到配合要求,不能因噴涂層過(guò)厚導(dǎo)致不能 配合。 2噴涂層結(jié)合力涂層與基體金屬結(jié)合牢固,附著力強(qiáng)。
 氟碳涂層的研究現(xiàn)狀
氟碳涂層的研究現(xiàn)狀 氟碳涂層的研究現(xiàn)狀
格式:pdf
大小:789KB
頁(yè)數(shù):4P
4.7
隨著工業(yè)的發(fā)展,對(duì)鋼鐵防腐提出了越來(lái)越高的要求,涂層作為一種經(jīng)典的防護(hù)方法得到了廣泛應(yīng)用。氟碳樹脂因其特殊的分子結(jié)構(gòu),賦予其優(yōu)異的耐候性和耐蝕性。重點(diǎn)論述了氟碳涂層在耐蝕性和耐候性方面的研究現(xiàn)狀及應(yīng)用狀況,對(duì)應(yīng)用于緊固件上的氟碳涂層進(jìn)行了介紹,并對(duì)feve(三氟氯乙烯-乙烯基醚)氟碳涂層在緊固件防護(hù)方面的應(yīng)用前景進(jìn)行了展望。
氟碳涂層鋁單板產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)分析熱門文檔
氟碳涂層介紹資料
格式:pdf
大小:152KB
頁(yè)數(shù):14P
4.8
氟碳涂層介紹 在各種塑料之中,氟碳樹脂塑料由于引入的氟元素電負(fù)性大,碳氟鍵鍵能強(qiáng), 使得氟碳樹脂具有特別優(yōu)越的各項(xiàng)特性:耐候性、耐熱性、耐低溫型、耐化學(xué)藥 品性,而且還具有獨(dú)特的不粘性和低摩擦性。這些優(yōu)良的特性,使得氟碳樹脂廣 泛應(yīng)用于建筑、化學(xué)工業(yè)、電氣電子工業(yè)、機(jī)械工業(yè)、航空航天產(chǎn)業(yè)、家庭用品 等各個(gè)領(lǐng)域。 1.氟碳樹脂的種類 氟碳樹脂家族常見的有ptfe、pvdf、feve、pvf四種。 ptfe(polytetrafluoroethylene)即聚四氟乙烯樹脂,于1938年美國(guó)研發(fā)成 功,其優(yōu)異的防腐性能,有“塑料王”之稱。“特富龍”是其別稱,經(jīng)常處在糖、 油脂、鹽等多種成分在高溫反應(yīng)復(fù)雜環(huán)境中能保持不粘、自潔,ptfe軸承不需 要潤(rùn)滑油,具有自潤(rùn)滑性。 pvdf即聚偏二氟乙烯樹脂,60年代出現(xiàn),主要作為建筑涂料應(yīng)用于金屬裝 飾板材保護(hù)涂層。經(jīng)過(guò)三十年真
氟碳鋁單板
格式:pdf
大小:24KB
頁(yè)數(shù):4P
4.4
氟碳鋁單板以高等級(jí)鋁合金為主要材料,經(jīng)過(guò)模壓成型等多種加工工藝處理,再經(jīng)表面噴涂美國(guó)ppg或阿克蘇烤漆精制 而成。氟碳鋁單板幕墻系統(tǒng)表面平整光滑,耐風(fēng)壓性能好,有多種顏色涂層可供選擇,讓建筑傳遞出一種與眾不同的現(xiàn)代 感。系統(tǒng)設(shè)計(jì)合理,可滿足多種功能需要,廣泛應(yīng)用于各種商業(yè)或工業(yè)建筑的墻體裝飾。 幕墻氟碳鋁單板主要由面板、加強(qiáng)筋骨,掛耳等組成;其常用厚度為2.0mm、2.5mm、3.0mm。 氟碳鋁單板的特點(diǎn): (1)重量輕、剛性好、強(qiáng)度高 (2)不燃燒性、防火性佳 (3)極佳的耐候性能、抗紫外線,優(yōu)異的耐酸堿性能 (4)加工工藝性好、可加工成平面、弧形等各種復(fù)雜的形狀 (5)色彩可選性廣,裝飾效果極佳 (6)易回收,無(wú)污染,利于環(huán)保 氟碳鋁單板的應(yīng)用范圍: 除了應(yīng)用于建筑墻體裝飾外還可以應(yīng)用于柱梁、陽(yáng)臺(tái)、隔板包飾、室內(nèi)裝飾、廣告標(biāo)志牌、車輛、家具、展臺(tái)、儀器外殼、 地鐵海運(yùn)工具
氟碳鋁單板
格式:pdf
大小:1.0MB
頁(yè)數(shù):4P
4.6
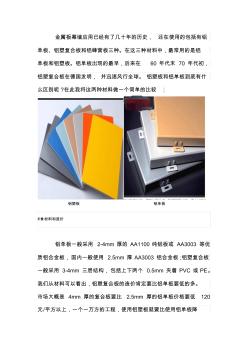
金屬板幕墻應(yīng)用已經(jīng)有了幾十年的歷史,還在使用的包括有鋁 單板、鋁塑復(fù)合板和鋁蜂窩板三種。在這三種材料中,最常用的是鋁 單板和鋁塑板。鋁單板出現(xiàn)的最早,后來(lái)在60年代末70年代初, 鋁塑復(fù)合板在德國(guó)發(fā)明,并迅速風(fēng)行全球。鋁塑板和鋁單板到底有什 么區(qū)別呢?在此我將這兩種材料做一個(gè)簡(jiǎn)單的比較: 鋁塑板鋁單板 折疊材料和造價(jià) 鋁單板一般采用2-4mm厚的aa1100純鋁板或aa3003等優(yōu) 質(zhì)鋁合金板,國(guó)內(nèi)一般使用2.5mm厚aa3003鋁合金板;鋁塑復(fù)合板 一般采用3-4mm三層結(jié)構(gòu),包括上下兩個(gè)0.5mm夾著pvc或pe。 我們從材料可以看出,鋁塑復(fù)合板的造價(jià)肯定要比鋁單板要低的多。 市場(chǎng)大概是4mm厚的復(fù)合板要比2.5mm厚的鋁單板價(jià)格要低120 元/平方以上,一個(gè)一萬(wàn)方的工程,使用鋁塑板就要比使用鋁單板降 低120萬(wàn)

.《鋁合金型材及產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)》
格式:pdf
大小:135KB
頁(yè)數(shù):8P
4.4
目次 序號(hào)標(biāo)題名稱頁(yè)碼 1范圍 ----------------------------------------------------------------------------------------------- -----2 2規(guī)范性引用文件 -------------------------------------------------------------------------------------2 3術(shù)語(yǔ)、定義 -------------------------------------------------------------------------------------------2 4要求 --------------------------------------------

鋁合金型材及產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)
格式:pdf
大小:142KB
頁(yè)數(shù):9P
4.7
. . 目次 序號(hào)標(biāo)題名稱頁(yè)碼 1范圍 ----------------------------------------------------------------------------------------------- -----2 2規(guī)范性引用文件 -------------------------------------------------------------------------------------2 3術(shù)語(yǔ)、定義 -------------------------------------------------------------------------------------------2 4要求 --------------------------------------
氟碳涂層鋁單板產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)分析精華文檔

《鋁合金型材及產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)》
格式:pdf
大小:133KB
頁(yè)數(shù):8P
4.8
. . 目次 序號(hào)標(biāo)題名稱頁(yè)碼 1范圍----------------------------------------------------------------------------------------------------2 2規(guī)范性引用文件-------------------------------------------------------------------------------------2 3術(shù)語(yǔ)、定義-------------------------------------------------------------------------------------------2 4要求------------------------------------------------------------------

氟碳鋁單板工藝標(biāo)準(zhǔn)化 (2)
格式:pdf
大小:298KB
頁(yè)數(shù):14P
4.4
word文檔可編輯 鋁單板工藝標(biāo)準(zhǔn)化 工藝員的工作流程,如下圖: word文檔可編輯 從表中可以看出,作為工藝人員,工作內(nèi)容主要可以分為兩大塊: 1,下料單的制作:主要包含兩個(gè)要素下料單和工時(shí)表。 1、下料單的內(nèi)容包含該工程面積結(jié)算方式,顏色,板厚,面積,數(shù)量, 板型。 2、工時(shí)表內(nèi)容包含折彎刀數(shù),銑槽長(zhǎng)度,焊角個(gè)數(shù),通長(zhǎng)焊的長(zhǎng)度,壓 弧的弧長(zhǎng),以及角碼和加強(qiáng)筋、鉚釘、種焊螺栓等一些常規(guī)的附件。對(duì) 于常規(guī)附件的安裝詳見(二、加強(qiáng)筋,三、角鋁) 3、其他細(xì)節(jié)內(nèi)容參照下料單模板。 2,工藝轉(zhuǎn)化:包含四大步驟: 1、根據(jù)客戶來(lái)圖轉(zhuǎn)化為工藝展開圖(如圖紙有疑問(wèn)與技術(shù)部進(jìn)行技術(shù)溝 通) 2、對(duì)工藝展開圖進(jìn)行審核。 3、調(diào)圖編程(用于多工位數(shù)控沖床下料)。 4、編制數(shù)控表。 3,將下料單以及數(shù)控表交予領(lǐng)導(dǎo)簽字,最后下發(fā)到鈑金廠進(jìn)行生產(chǎn)! 一、下料單編制 在制作下料單

氟碳鋁單板工藝標(biāo)準(zhǔn)化
格式:pdf
大小:299KB
頁(yè)數(shù):14P
4.5
-1- 鋁單板工藝標(biāo)準(zhǔn)化 工藝員的工作流程,如下圖: -2- 從表中可以看出,作為工藝人員,工作內(nèi)容主要可以分為兩大塊: 1,下料單的制作:主要包含兩個(gè)要素下料單和工時(shí)表。 1、下料單的內(nèi)容包含該工程面積結(jié)算方式,顏色,板厚,面積,數(shù)量, 板型。 2、工時(shí)表內(nèi)容包含折彎刀數(shù),銑槽長(zhǎng)度,焊角個(gè)數(shù),通長(zhǎng)焊的長(zhǎng)度,壓 弧的弧長(zhǎng),以及角碼和加強(qiáng)筋、鉚釘、種焊螺栓等一些常規(guī)的附件。對(duì) 于常規(guī)附件的安裝詳見(二、加強(qiáng)筋,三、角鋁) 3、其他細(xì)節(jié)內(nèi)容參照下料單模板。 2,工藝轉(zhuǎn)化:包含四大步驟: 1、根據(jù)客戶來(lái)圖轉(zhuǎn)化為工藝展開圖(如圖紙有疑問(wèn)與技術(shù)部進(jìn)行技術(shù)溝 通) 2、對(duì)工藝展開圖進(jìn)行審核。 3、調(diào)圖編程(用于多工位數(shù)控沖床下料)。 4、編制數(shù)控表。 3,將下料單以及數(shù)控表交予領(lǐng)導(dǎo)簽字,最后下發(fā)到鈑金廠進(jìn)行生產(chǎn)! 一、下料單編制 在制作下料單時(shí),應(yīng)遵循以下幾個(gè)標(biāo)

氟碳鋁單板工藝標(biāo)準(zhǔn)化
格式:pdf
大小:296KB
頁(yè)數(shù):14P
4.6
. 鋁單板工藝標(biāo)準(zhǔn)化 工藝員的工作流程,如下圖: . 從表中可以看出,作為工藝人員,工作內(nèi)容主要可以分為兩大塊: 1,下料單的制作:主要包含兩個(gè)要素下料單和工時(shí)表。 1、下料單的內(nèi)容包含該工程面積結(jié)算方式,顏色,板厚,面積,數(shù)量, 板型。 2、工時(shí)表內(nèi)容包含折彎刀數(shù),銑槽長(zhǎng)度,焊角個(gè)數(shù),通長(zhǎng)焊的長(zhǎng)度,壓 弧的弧長(zhǎng),以及角碼和加強(qiáng)筋、鉚釘、種焊螺栓等一些常規(guī)的附件。對(duì) 于常規(guī)附件的安裝詳見(二、加強(qiáng)筋,三、角鋁) 3、其他細(xì)節(jié)內(nèi)容參照下料單模板。 2,工藝轉(zhuǎn)化:包含四大步驟: 1、根據(jù)客戶來(lái)圖轉(zhuǎn)化為工藝展開圖(如圖紙有疑問(wèn)與技術(shù)部進(jìn)行技術(shù)溝 通) 2、對(duì)工藝展開圖進(jìn)行審核。 3、調(diào)圖編程(用于多工位數(shù)控沖床下料)。 4、編制數(shù)控表。 3,將下料單以及數(shù)控表交予領(lǐng)導(dǎo)簽字,最后下發(fā)到鈑金廠進(jìn)行生產(chǎn)! 一、下料單編制 在制作下料單時(shí),應(yīng)遵循以下幾個(gè)標(biāo)準(zhǔn): 1、在一個(gè)
氟碳涂層鋁單板產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)分析最新文檔
環(huán)氧鋁粉涂層和氟碳涂層耐蝕性能的比較 環(huán)氧鋁粉涂層和氟碳涂層耐蝕性能的比較
格式:pdf
大小:817KB
頁(yè)數(shù):6P
4.6
采用電化學(xué)阻抗譜技術(shù)(eis)研究了環(huán)氧鋁粉涂層和feve氟碳涂層/碳鋼體系在天然海水介質(zhì)中的電化學(xué)腐蝕行為,通過(guò)對(duì)兩涂層的涂層電容分析及腐蝕后表面形貌的觀察,評(píng)價(jià)了兩種有機(jī)涂層的防腐蝕性能。結(jié)果表明,隨著浸泡時(shí)間的延長(zhǎng),兩種有機(jī)涂層體系的保護(hù)作用都有所降低。環(huán)氧鋁粉涂層在浸泡初期呈現(xiàn)單容抗弧特征,浸泡57天時(shí)出現(xiàn)了雙容抗弧。氟碳涂層在浸泡周期內(nèi)eis曲線均呈現(xiàn)單容抗弧特征,浸泡110天時(shí)低頻阻抗模值仍高于108ω.cm2。在整個(gè)浸泡周期內(nèi),氟碳涂層的涂層電容基本維持在1.6×10-10~1.8×10-10f.cm-2,約為環(huán)氧鋁粉涂層電容的1/20,表現(xiàn)出低滲水性。

led產(chǎn)品及燈具產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)
格式:pdf
大小:3.8MB
頁(yè)數(shù):31P
4.4
``設(shè)計(jì)札記 xxx產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)(試驗(yàn)版) 1.管理規(guī)章 2.檢驗(yàn)規(guī)章 3.外觀檢驗(yàn)與標(biāo)準(zhǔn) 4.功能測(cè)試與標(biāo)準(zhǔn) 5.材料檢查與標(biāo)準(zhǔn) 6.包裝 7.附錄.,,,, 版本頁(yè)碼修訂者日期修訂說(shuō)明 設(shè)計(jì)札記網(wǎng) 1.管理規(guī)章 1.1目的 1)本規(guī)范,系預(yù)防jbt生產(chǎn)的ledlamp產(chǎn)品出現(xiàn)不良現(xiàn)象,確保ledlamp 的質(zhì)量,以滿足jbt需求。 2)作為jbt內(nèi)部與協(xié)力廠之間質(zhì)量溝通橋梁。 3)提供質(zhì)量規(guī)范訂定之參考。 1.2范圍 適用于jbt所出貨的ledlamp產(chǎn)品與零件,但設(shè)計(jì)圖面或承認(rèn)書有另行標(biāo)定 規(guī)格者,應(yīng)優(yōu)先采用該標(biāo)定規(guī)格。 2.檢驗(yàn)規(guī)章 2.1目的 1)抽樣檢驗(yàn)的目的,系決定可能被
建筑幕墻用氟碳涂層
格式:pdf
大小:15KB
頁(yè)數(shù):5P
4.6
1 建筑幕墻用氟碳涂層 -------------------------------------------------------------------------------- 【摘要】主要對(duì)氟碳樹脂涂料的產(chǎn)生與發(fā)展,幕墻材料常用的氟碳噴涂輥 涂工藝進(jìn)行了介紹,通過(guò)對(duì)常用幕墻材料鋁型材鋁板氟碳涂層的運(yùn)用探究,對(duì)幕墻材 料氟碳涂層的選擇應(yīng)注意的幾個(gè)方面進(jìn)行了總結(jié)。 【關(guān)鍵詞】氟碳樹脂涂料氟碳噴涂氟碳輥涂幕墻材料 1.前言 隨著金屬材料表面處理技術(shù)的發(fā)展與幕墻材料檔次的提高,氟碳涂層在越來(lái) 越多的幕墻材料表面處理中被選用。但由于對(duì)氟碳涂料及其加工工藝的不了解,在應(yīng) 用過(guò)程中有很多單位的相關(guān)人員,針對(duì)幕墻材料的氟碳涂層的要求往往只是憑想象, 以為涂層越厚越好,樹脂含量越高越好。規(guī)范要求≥40μm,他們要求不小于50μm, 規(guī)范要求樹脂含量≥70%,他則要求80%

不銹鋼產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)
格式:pdf
大小:42KB
頁(yè)數(shù):3P
4.8
文件名稱 不銹鋼產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)文件編號(hào) 版次 頁(yè)次共2頁(yè)第1頁(yè) 1.0目的 為了保證滿足客戶的要求、特制定此標(biāo)準(zhǔn); 2.0適用范圍 本標(biāo)準(zhǔn)適用本公司自制不銹鋼產(chǎn)品 3.0產(chǎn)品分類及代號(hào) 3.1產(chǎn)品的分類; 3.1.1產(chǎn)品按材料劃分不銹鋼和電鍍金屬; 4.0缺陷定義 4.1月牙痕:由于在運(yùn)輸、搬運(yùn)過(guò)程中”造成的; 4.2劃傷、碰傷:由于異物對(duì)不銹鋼板的接觸造成板表面的凹凸陷; 裂紋:表面出現(xiàn)彎曲不規(guī)則較深的細(xì)小線條或分叉彎曲細(xì)小較深線條; 4.3油污:是指不銹鋼半成品在機(jī)床沖壓過(guò)程中形成; 4.4表面護(hù)膜劃損:不銹鋼半成品在加工過(guò)程中與硬物摩擦形成; 4.5磨邊毛刺:是指不銹鋼半成品在剪切過(guò)程中形成的毛邊; 4.6焊接不良:焊接不良:焊接有斷點(diǎn)、接縫凹凸不平、假焊不牢的現(xiàn)象 4.7拋光不良:菱角磨沒(méi)、表面燒傷、拋光拉紋等現(xiàn)象
 鋁單板噴氟碳漆多少錢
鋁單板噴氟碳漆多少錢 鋁單板噴氟碳漆多少錢
格式:doc
大小:81KB
頁(yè)數(shù):5P
4.9
本文將對(duì)鋁單板在建設(shè)工程領(lǐng)域的應(yīng)用進(jìn)行對(duì)比分析,分別從材料特性、安裝方式、耐久性、維護(hù)成本等方面進(jìn)行詳細(xì)說(shuō)明,并總結(jié)各自的優(yōu)缺點(diǎn)。

氟碳鋁單板工藝的設(shè)計(jì)標(biāo)準(zhǔn)化
格式:pdf
大小:303KB
頁(yè)數(shù):16P
4.6
鋁單板工藝標(biāo)準(zhǔn)化 工藝員的工作流程,如下圖: 從表中可以看出,作為工藝人員,工作內(nèi)容主要可以分為兩大塊: 1,下料單的制作:主要包含兩個(gè)要素下料單和工時(shí)表。 1、下料單的內(nèi)容包含該工程面積結(jié)算方式,顏色,板厚,面積,數(shù)量, 板型。 2、工時(shí)表內(nèi)容包含折彎刀數(shù),銑槽長(zhǎng)度,焊角個(gè)數(shù),通長(zhǎng)焊的長(zhǎng)度,壓 弧的弧長(zhǎng),以及角碼和加強(qiáng)筋、鉚釘、種焊螺栓等一些常規(guī)的附件。對(duì) 于常規(guī)附件的安裝詳見(二、加強(qiáng)筋,三、角鋁) 3、其他細(xì)節(jié)內(nèi)容參照下料單模板。 2,工藝轉(zhuǎn)化:包含四大步驟: 1、根據(jù)客戶來(lái)圖轉(zhuǎn)化為工藝展開圖(如圖紙有疑問(wèn)與技術(shù)部進(jìn)行技術(shù)溝 通) 2、對(duì)工藝展開圖進(jìn)行審核。 3、調(diào)圖編程(用于多工位數(shù)控沖床下料)。 4、編制數(shù)控表。 3,將下料單以及數(shù)控表交予領(lǐng)導(dǎo)簽字,最后下發(fā)到鈑金廠進(jìn)行生產(chǎn)! 一、下料單編制 在制作下料單時(shí),應(yīng)遵循以下幾個(gè)標(biāo)準(zhǔn): 1、在一個(gè)下料單內(nèi)不能

鋁單板工藝轉(zhuǎn)換作業(yè)標(biāo)準(zhǔn)分析
格式:pdf
大小:405KB
頁(yè)數(shù):13P
4.7
鋁單板工藝轉(zhuǎn)換作業(yè)標(biāo)準(zhǔn) 為規(guī)范工藝轉(zhuǎn)換的展開方法,制定本標(biāo)準(zhǔn)。 一、加工圖紙分析 得到客戶加工圖紙后,需對(duì)該圖紙對(duì)應(yīng)的安裝部位,精度要求有一個(gè)清晰的 認(rèn)識(shí),然后分析圖紙的正確性及最佳加工方案,對(duì)圖紙無(wú)疑義后,應(yīng)在加工圖上 簽字,表示該圖紙已核對(duì)無(wú)誤。對(duì)圖紙有疑義找圖紙?jiān)O(shè)計(jì)進(jìn)行溝通,對(duì)圖紙有修 改的地方應(yīng)在修改處簽字確認(rèn),外部設(shè)計(jì)師需對(duì)方傳真更改確認(rèn)函;對(duì)加工方案 不確定的,尤其是用到板面通長(zhǎng)焊的方案,首先要通知工藝主管以確認(rèn)該方案的 可行性,必要時(shí)和鈑金廠進(jìn)行溝通,或通過(guò)定做首件確認(rèn)工藝方案。 二、鈑金工藝轉(zhuǎn)換原則: ①符合圖紙要求,工藝轉(zhuǎn)換后的尺寸、形狀須符合圖紙的尺寸和工藝要求。 ②遵循展開件不干涉原理,如果在展開圖中出現(xiàn)重疊的地方,需要把重疊的 部分分開,作為附件進(jìn)行焊接處理。 ③以節(jié)省材料為準(zhǔn)則,如果展開圖對(duì)材料浪費(fèi)嚴(yán)重,可以考慮將產(chǎn)品分割成 幾個(gè)部分展開。
 氟碳噴涂鋁單板是干什么的
氟碳噴涂鋁單板是干什么的 氟碳噴涂鋁單板是干什么的
格式:doc
大小:47KB
頁(yè)數(shù):5P
5
本文將對(duì)氟碳噴涂鋁單板在建設(shè)工程領(lǐng)域的應(yīng)用進(jìn)行詳細(xì)的對(duì)比和比較,以幫助讀者更好地了解其作用和優(yōu)勢(shì)。
氟碳涂層鋁單板產(chǎn)品檢驗(yàn)標(biāo)準(zhǔn)分析相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:駐場(chǎng)建筑師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


