

【專業知識】閥門鑄鋼件常見缺陷補焊的處理方法
格式:pdf
大小:246KB
頁數:1P
人氣 :52
 4.4
4.4
本文極具參考價值,如若有用請打賞支持我們!不勝感激! 【專業知識】閥門鑄鋼件常見缺陷補焊的處理方法 【學員問題】閥門鑄鋼件常見缺陷補焊的處理方法? 【解答】 1、概述 在工業管線的承壓閥門中,鑄鋼閥門由于其成本的經濟性和設計的靈活性,受到廣 泛運用。但是由于鑄造工藝受到鑄件尺寸、壁厚、氣候、原材料和施工操作的種種 制約,鑄件會出現砂眼、氣孔、裂紋、縮松、縮孔和夾雜物等各種鑄造缺陷,尤以 砂型鑄造的合金鋼鑄件為更多。因為鋼中合金元素越多鋼液的流動性越差,鑄造缺 陷就更易產生。因此,缺陷判別和制訂合理、經濟、實用及可靠的補焊工藝來確保 補焊后的閥門符合質量要求已成為閥門冷熱加工共同關注的問題。本文介紹幾種常 見鑄鋼件缺陷的補焊方法和經驗(焊條采用舊牌號表示) 。 2、缺陷處理 2.1、缺陷判斷 在生產實踐中,有些鑄件缺陷不允許補焊,如貫穿性裂紋、穿透性缺陷(穿底) 、蜂 窩狀氣孔、無法清除的夾



 常見閥門鑄鋼件的缺陷補焊
常見閥門鑄鋼件的缺陷補焊 常見閥門鑄鋼件的缺陷補焊
格式:pdf
大小:485KB
頁數:3P
介紹了wcb、zg250-485、zg15cr1mo1v、zgcr5mo、zg35crmo、zg0cr18ni9等常見閥門鑄鋼件的缺陷及補焊方法,缺陷的焊前與焊后處理,總結了缺陷補焊中經濟、有效的實用經驗。
閥門鑄鋼件的缺陷補焊與補焊處理方法
格式:pdf
大小:23KB
頁數:2P
閥門鑄鋼件的缺陷補焊與補焊處理方法 1、概述 在工業管線的承壓閥門中,鑄鋼閥門由于其成本的經濟性和設計的靈活性,受到廣泛運用。但是由于鑄造工藝受 到鑄件尺寸、壁厚、氣候、原材料和施工操作的種種制約,鑄件會出現砂眼、氣孔、裂紋、縮松、縮孔和夾雜物等 各種鑄造缺陷,尤以砂型鑄造的合金鋼鑄件為更多。因為鋼中合金元素越多鋼液的流動性越差,鑄造缺陷就更易產生。 因此,缺陷判別和制訂合理、經濟、實用及可靠的補焊工藝來確保補焊后的閥門符合質量要求已成為閥門冷熱加工 共同關注的問題。本文介紹幾種常見鑄鋼件缺陷的補焊方法和經驗(焊條采用舊牌號表示)。 2、缺陷處理 2.1、缺陷判斷 在生產實踐中,有些鑄件缺陷不允許補焊,如貫穿性裂紋、穿透性缺陷(穿底)、蜂窩狀氣孔、無法清除的夾砂夾 渣和面積超過65平方厘米的縮松等,以及雙方合同中約定的其他不能補焊的重大缺陷。在補焊前
編輯推薦下載
閥門鑄鋼件的裂紋缺陷分析及工藝控制 閥門鑄鋼件的裂紋缺陷分析及工藝控制
格式:pdf
大小:215KB
頁數:4P
4.7
分析了閥門鑄鋼件經常出現的裂紋缺陷的形成原因,從生產角度提出了防止和消除裂紋的工藝措施。主要強調以下幾點:提高型芯的退讓性,以減小收縮應力,將芯子做成中空結構效果明顯;嚴格控制化學成分,特別是硫、磷等易形成低熔點共晶物的元素;細化晶粒,凈化鋼液,以提高抗裂性,加入稀土元素可以兼得;采用冷鐵,適當提高澆注速度,在保證良好補縮的前提下減弱順序凝固,使鑄件局部實現同時凝固,減小熱應力。
閥門鑄鋼件常見缺陷補焊的處理方法熱門文檔
鑄鋼件補焊通用工藝
格式:pdf
大小:59KB
頁數:3P
4.3
世林(漯河)冶金設備有限公司鑄鋼件補焊通用工藝規程 第1頁共3頁 1.主要內容和適用范圍 本通用工藝規程規定了涉及我公司鑄鋼件等缺陷的清除、補焊技術要求和工藝管理,確保補焊后符合 質量要求。適用于鑄造碳鋼件、鑄造不銹鋼件、鑄造高錳鋼件缺陷的清除、補焊。 2.引用標準、法規 jb/t5000.7-1998《重型機械通用技術條件鑄鋼件補焊》jb3223-96《焊接材料質量管理規程》 gb/t5117-1995《碳鋼焊條》astma217/a217m-2007《美國材料與實驗協會》 jb/t9625-1999《鍋爐管道附件承壓鑄鋼件技術條件》 jb/t6902-1993《閥門鑄鋼件液體滲透檢查、超聲波檢查方法》 3.補焊前缺陷判定、清理和坡口形式的確定 3.1缺陷判定 3.1.1對于鑄鋼件閥門殼體,需在水壓試驗(prt)的基礎上,配合超聲波探傷(ut
閥門鑄鋼件常見缺陷補焊的處理方法精華文檔
閥門鑄鋼件的縮松、夾雜類缺陷分析及工藝控制 閥門鑄鋼件的縮松、夾雜類缺陷分析及工藝控制
格式:pdf
大小:514KB
頁數:4P
4.7
分析了閥門鑄鋼件可能出現的不同種類夾雜和縮松缺陷的形成機制及工藝控制思路。消除夾雜類缺陷,應采用大孔出流理論設計澆注系統,開放式截面比例,快速澆注,實現大流量低流速平穩潔凈的充填;注意脫氧精煉效果,有效凈化鋼液;加強澆注系統的擋渣功能,包括使用過濾技術等。消除縮松缺陷,應從強化補縮工藝設計入手,采用冒口、冷鐵、保溫補貼相結合,力求提高冒口補縮效果。
 閥門常用鑄鋼件熱處理
閥門常用鑄鋼件熱處理 閥門常用鑄鋼件熱處理
格式:pdf
大小:592KB
頁數:4P
4.6
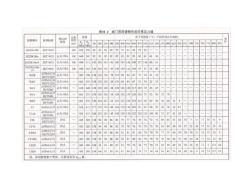
介紹了閥門常用鑄鋼牌號及熱處理方法。分析了閥門常用碳素鋼(耐熱鋼、低溫用鋼和奧氏體不銹鋼)鑄鋼件熱處理工藝。給出了閥門常用鑄鋼件熱處理工藝規范、使用設備和操作過程。
閥門鑄鋼件常見缺陷補焊的處理方法最新文檔
 保溫補貼在高壓閥門鑄鋼件上的應用
保溫補貼在高壓閥門鑄鋼件上的應用 保溫補貼在高壓閥門鑄鋼件上的應用
格式:pdf
大小:475KB
頁數:3P
4.5
本文采用計算機數值模擬確定了保溫補貼的尺寸及安放位置、并經小批現場試驗后正式用于生產,經兩年多來的實踐表明,用保溫補貼取代金屬補貼是完全可行的。
出口閥門鑄鋼件的樹脂砂鑄造工藝 出口閥門鑄鋼件的樹脂砂鑄造工藝
格式:pdf
大小:234KB
頁數:3P
4.6
本文詳細介紹了應用呋喃樹脂砂生產閥門鑄鋼件的經驗。同時就常見鑄造缺陷產生的原因進行了分析,并提出了防止措施。
淺談閥門鑄鋼件的射線檢測標準及應用 淺談閥門鑄鋼件的射線檢測標準及應用
格式:pdf
大小:85KB
頁數:未知
4.8
閥門鑄鋼件的射線檢測是鑄鋼閥門質量控制的重要環節。對檢測標準的理解或應用不當容易導致缺陷漏檢或誤判。為此,對閥門鑄鋼件的國內外常用射線檢測標準中的膠片類別、增感屏、射線源、射線源到工件表面的最小距離、曝光量、黑度、像質計靈敏度等重要影響因素進行了對比和分析,確定了透照工藝的選用原則;指出了正確應用評片標準的注意事項。
鑄鋼件的焊接
格式:pdf
大小:7KB
頁數:3P
4.3
鑄鋼件焊接 在船體結構中制造和修理中,經常會碰到鑄鋼件的焊接,比如舵葉、艉軸架 等。由于一般鑄鋼件對強度要求較高,整體剛性很強,因此其焊接過程中的質量 控制就顯得極為重要,其中的重點就是防止焊接裂紋。 一、焊接方法及焊材 手工焊:堿性焊條che58-1ф3.2或ф4.0 co2焊:twe-711ф1.2 二、焊前準備 1、焊接之前應認真檢查(外觀檢查、無損探傷)鑄鋼件是否存在砂眼、裂 紋、縮孔、氣孔或夾渣等缺陷。若存在缺陷,應作適當的處理后再行焊 接。 2、坡口型式鑄鋼件坡口及其與板材的焊接節點具體要求須參考施工工藝。 典型的坡口有以下幾種: 3、預熱 點焊和正式焊接前都應對鑄鋼件進行預熱,預熱溫度為100~150°c。 加熱范圍:焊縫坡口及其附近一側至少100mm區域內用火焰加熱,開始加 熱時注意擺動,以使鑄鋼件受熱均勻。 三、焊接過程中的注
大厚度ZG310-570鑄鋼件的補焊 大厚度ZG310-570鑄鋼件的補焊
格式:pdf
大小:210KB
頁數:2P
4.3
zg310-570與45號鋼材質相似,含碳量高,焊接性差,焊接易出現淬硬傾向、熱影響區的脆化和焊接冷裂紋等問題。材質為zg310-570的大厚度鑄鋼件產生裂紋后的補焊教較為困難,筆者根據材料的焊接特性制訂了一套可行的焊接工藝,在焊接生產中獲得了較好的結果。一、焊前準備1.將裂紋部位的銹蝕、油污等清理干凈,并露出純凈的金屬光澤。
騰飛鑄鋼鑄鋼件生產鑄鋼件大型鑄鋼件鑄鋼件廠家電話
格式:pdf
大小:5KB
頁數:2P
4.3
鑄鋼件生產鑄鋼件大型鑄鋼件鑄鋼件廠家電話 鑄鋼件加工產品的表面處理,可以用噴砂、砂輪打磨,或者 用機械加工的方法,清除妨礙探傷的附著物。鑄鋼件加工應在外 觀檢查合格后進行超聲探傷,鑄鋼件探測面其背面影響超聲檢測 的物質應予清除。當被檢測鑄鋼件的探傷面較粗糙時,可以使用 有軟保護膜的探頭。鑄鋼件主要用于機器零部件的毛坯或者直接 用作機器零部件。機械產品中鑄件開始越來越占比例,用量也是 逐年增加,鑄鋼件的形狀、品種也在不斷變化。 國內鑄鋼件加工企業的節能減排工作任務非常緊迫,勢在必 行。推動我國鑄鋼件加工的節能減排工作應從技術改造和政策引 導兩方面入手。 ①鑄鋼件在技術改造方面:要著力提高鑄鋼件加工質量,改 造落后設備,推廣使用節能減排設備,提高企業的鑄造工藝技術 水平。 ②在政策引導方面:一要加快產業結構調整。 生產的鑄鋼件有良好的機械操作特性、物理特性,
鑄鋼件的生產
格式:pdf
大小:15KB
頁數:2P
4.4
鑄鋼件的生產 鑄鋼優點:力學性能高,特別是塑性和韌度比鑄鐵高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能優良,適于采用鑄、焊聯合工 藝制造重型機械。但鑄造性能、減震性和缺口敏感性都比鑄鐵差。 鑄鋼用途:承受重載荷及沖擊載荷的零件,如鐵路車輛上的搖枕、側架、車輪及 車鉤,重型水壓機橫梁,大型軋鋼機機架、齒輪等。 鑄鋼分類:碳素鑄鋼、低合金鑄鋼和高合金鑄鋼等。 (一)鑄鋼的鑄造工藝特點 鑄造性能差:熔點高,鋼液易氧化;流動性差;收縮較大,體收縮約為灰鑄鐵的 三倍,線收縮約為灰鑄鐵的兩倍。因此鑄鋼較鑄鐵鑄造困難,為保證鑄件質量, 避免出現縮孔、縮松、裂紋、氣孔和夾渣等缺陷,必須采取更為復雜的工藝措施。 (1)型砂的強度、耐火度和透氣性要高 原砂要采用耐火度很高的人造石英砂。中、大件的鑄型一般都采用強度較高的 co2硬化水玻璃砂
閥門鑄鋼件常見缺陷補焊的處理方法相關
文輯推薦
知識推薦
百科推薦


職位:巖土高級工程師
擅長專業:土建 安裝 裝飾 市政 園林


