

核級(jí)閥門密封面堆焊
格式:pdf
大小:348KB
頁(yè)數(shù):8P
人氣 :97
 4.6
4.6
文章編號(hào) : 100225855 (2007 ) 0520018208 作者簡(jiǎn)介 : 蘇志東 (1953 - ) , 男 , 遼寧沈陽(yáng)人 , 高級(jí)工程師 , 從事閥門工藝工作。 核級(jí)閥門密封面堆焊 蘇志東 (沈陽(yáng)閥門研究所 , 遼寧 沈陽(yáng) 110142 ) 摘要 介紹了核級(jí)閥門密封面堆焊用鈷基合金的牌號(hào)分類 、化學(xué)成分 、主要性能以及各種堆 焊方法及其焊接工藝評(píng)定 。 關(guān)鍵詞 核級(jí)閥門 ; 鈷基合金 ; 工藝評(píng)定 ; 密封 ; 堆焊 中圖分類號(hào) : TH 134 : TG455 文獻(xiàn)標(biāo)識(shí)碼 : A Deposit welding on sealing surface for nuclear class valves SU Zhi2dong ( Shenyang Valve Research Institute , Shenyang 110142 , China )



 核級(jí)閥門密封面堆焊
核級(jí)閥門密封面堆焊 核級(jí)閥門密封面堆焊
格式:pdf
大小:1.7MB
頁(yè)數(shù):11P
敘述了核級(jí)閥門密封面堆焊用鈷基合金的牌號(hào)分類、化學(xué)成分、硬度、金相組織及主要性能,較為詳細(xì)地介紹了幾種堆焊鈷基合金方法的工藝特點(diǎn)及堆焊核級(jí)閥門密封面的技術(shù)要求,明確了核級(jí)閥門密封面堆焊的焊接工藝評(píng)定準(zhǔn)則和質(zhì)量控制要求。
閥門密封面堆焊技術(shù)
格式:pdf
大小:6.4MB
頁(yè)數(shù):18P
**資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 **資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 **資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 **資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 **資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):414692
編輯推薦下載
閥門密封面堆焊工藝
格式:pdf
大小:1.0MB
頁(yè)數(shù):39P
4.7
企業(yè)標(biāo)準(zhǔn) qb/ka10—2009 閥門密封面 堆焊及補(bǔ)焊作業(yè)標(biāo)準(zhǔn) 開封高中壓閥門有限公司 2009-09-01實(shí)施2009-09-01發(fā)布 1 編制: 校對(duì): 審核: 會(huì)簽: 批準(zhǔn):時(shí)間: 2 目次 第一部分:閥門密封面堆焊及補(bǔ)焊的過(guò)程控制質(zhì)量要求 1密封面堆焊及補(bǔ)焊的一般規(guī)定 2焊接及補(bǔ)焊的準(zhǔn)備 3補(bǔ)焊應(yīng)選用如下規(guī)定的方法進(jìn)行 4補(bǔ)焊操作 5堆焊密封面的操作 6焊后工作 第二部分:閥門密封面堆焊及補(bǔ)焊的具體焊接作業(yè)標(biāo)準(zhǔn) 1說(shuō)明 2手工電弧焊堆焊stalliteno.6焊接作業(yè)標(biāo)準(zhǔn) 3手工鎢極氬弧焊堆焊stalliteno.6焊接作業(yè)標(biāo)準(zhǔn) 4等離子噴焊堆焊合金粉末焊接作業(yè)標(biāo)準(zhǔn) 5手工電弧焊堆焊鐵基合金焊接作業(yè)標(biāo)準(zhǔn) 3 閥門密封面堆焊及補(bǔ)焊作業(yè)標(biāo)準(zhǔn) 本標(biāo)準(zhǔn)包括兩個(gè)部分:第一部分,閥門密封面堆
閥門密封面堆焊材料及硬度
格式:pdf
大小:21KB
頁(yè)數(shù):1P
4.7
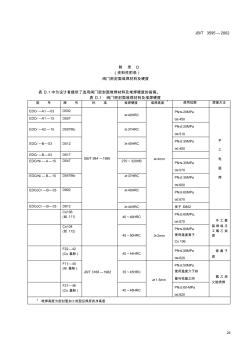
jb/t3595—2002 25 附錄d (資料性附錄) 閥門密封面堆焊材料及硬度 表d.1中為設(shè)計(jì)者提供了選用閥門密封面堆焊材料及堆焊硬度的指南。 表d.1閥門密封面堆焊材料及堆焊硬度 型號(hào)牌號(hào)標(biāo)準(zhǔn)堆焊硬度堆焊高度 a 使用范圍焊接方法 edcr—a1—03d502pn≤20mpa edcr—a1—15d507 ≥40hrc t≤450 pn≤20mpa edcr—a2—15d507mo≥37hrc t≤510 pn≤30mpa edcr—b—03d512≥45hrc t≤450 edcr—b—03d517 pn≤30mpaedcrni—a—15d547270~320hb t≤570 pn≤35mpaedcrni—b—15d547mo≥37hrc t≤600 pn≤60mpaedcocr—b—03 d80
閥門密封面堆焊技術(shù)熱門文檔
11閥門密封面堆焊工藝
格式:pdf
大小:972KB
頁(yè)數(shù):39P
4.6
企業(yè)標(biāo)準(zhǔn) qb/ka10—2009 閥門密封面 堆焊及補(bǔ)焊作業(yè)標(biāo)準(zhǔn) 開封高中壓閥門有限公司 2009-09-01實(shí)施2009-09-01發(fā)布 1 編制: 校對(duì): 審核: 會(huì)簽: 批準(zhǔn):時(shí)間: 2 目次 第一部分:閥門密封面堆焊及補(bǔ)焊的過(guò)程控制質(zhì)量要求 1密封面堆焊及補(bǔ)焊的一般規(guī)定 2焊接及補(bǔ)焊的準(zhǔn)備 3補(bǔ)焊應(yīng)選用如下規(guī)定的方法進(jìn)行 4補(bǔ)焊操作 5堆焊密封面的操作 6焊后工作 第二部分:閥門密封面堆焊及補(bǔ)焊的具體焊接作業(yè)標(biāo)準(zhǔn) 1說(shuō)明 2手工電弧焊堆焊stalliteno.6焊接作業(yè)標(biāo)準(zhǔn) 3手工鎢極氬弧焊堆焊stalliteno.6焊接作業(yè)標(biāo)準(zhǔn) 4等離子噴焊堆焊合金粉末焊接作業(yè)標(biāo)準(zhǔn) 5手工電弧焊堆焊鐵基合金焊接作業(yè)標(biāo)準(zhǔn) 3 閥門密封面堆焊及補(bǔ)焊作業(yè)標(biāo)準(zhǔn) 本標(biāo)準(zhǔn)包括兩個(gè)部分:第一部分,閥門密封面堆焊和補(bǔ)焊的過(guò)程 質(zhì)量要求;
閥門密封面鈷基合金堆焊工藝 閥門密封面鈷基合金堆焊工藝
格式:pdf
大小:188KB
頁(yè)數(shù):3P
4.5
介紹了閥門密封面常用材料堆焊鈷基合金(焊絲)的化學(xué)成分、牌號(hào)類別和熔敷金屬層常有的缺陷。論述了手工鎢極氬弧焊(gtaw)的工藝驗(yàn)證方法。總結(jié)dn300奧氏體不銹鋼三偏心蝶閥密封面堆焊鈷基合金的質(zhì)量控制。


閥門密封面堆焊材料及堆焊硬度
格式:pdf
大小:538KB
頁(yè)數(shù):14P
4.6
表d.1閥門密封面堆焊材料及堆焊硬度 型號(hào)牌號(hào)標(biāo)準(zhǔn)堆焊硬度堆焊高度a使用范圍焊接方法 edcr—a1—03d502 gb/t984-1985 ≥40hrc ≥4mm pn≤20mpa 手工電弧焊 edcr—a1—15d507t≤450 edcr—a2—15d507mo≥37hrc pn≤20mpa t≤510 edcr—b—03d512≥45hrc pn≤30mpa t≤450 edcr—b—03d517 edcrni—a—15d547270~320hbpn≤30mpa t≤570 edcrni—b—15d547mo≥37hrcpn≤35mpa t≤600 edcocr—b—03d802≥40hrcpn≤60mpa t≤670 edcocr—b—03d812≥44hrc優(yōu)于d802 co106(絲111)
鋼制閥門密封面堆焊材料的研究與分析 鋼制閥門密封面堆焊材料的研究與分析
格式:pdf
大小:568KB
頁(yè)數(shù):10P
4.7
對(duì)國(guó)內(nèi)閥門行業(yè)執(zhí)行api600標(biāo)準(zhǔn)在鋼制閥門密封面堆焊材料研究和使用等方面遇到的困難和問(wèn)題進(jìn)行了分析并提出一些商榷意見。介紹了國(guó)內(nèi)有關(guān)閥門研究部門對(duì)閥門密封面失效機(jī)理方面研究工作進(jìn)展情況,并介紹了碳鋼閥門和合金鋼閥門密封面材料一些研究成果和發(fā)展趨勢(shì)。
閥門密封面堆焊技術(shù)精華文檔
閥門密封面材料
格式:pdf
大小:57KB
頁(yè)數(shù):4P
4.7
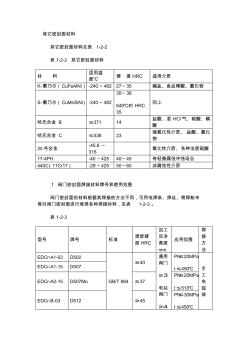
其它密封面材料 其它密封面材料見表1-2-2 表1-2-2其它密封面材料 材料 適用溫 度℃ 硬度hrc適用介質(zhì) k-蒙乃爾(cufealni)-240~48227~35堿鹽、食品稀酸、氯化物 s-蒙乃爾(cumnsini)-240~482 30~38 649℃時(shí)hrc 35 同上 哈氏合金b≤37114 鹽酸、濕hcl氣、硫酸、磷 酸 哈氏合金c≤53823 強(qiáng)氧化性介質(zhì)、鹽酸、氯化 物 20號(hào)合金-45.6~ 316 氧化性介質(zhì)、各種濃度硫酸 17-4ph-40~42540~45有輕微腐蝕沖蝕場(chǎng)合 440c(11cr17)-29~42550~60非腐蝕性介質(zhì) 1閥門密封面焊接材料牌號(hào)和使用范圍 閥門密封面的材料根據(jù)其焊接的方法不同,可用電焊條、焊絲、噴焊粉末 等對(duì)閥門密封面進(jìn)行堆焊各種焊接材料,見表1-2-3
低中壓閥門密封面用藥芯焊絲的研究及堆焊技術(shù)應(yīng)用 低中壓閥門密封面用藥芯焊絲的研究及堆焊技術(shù)應(yīng)用
格式:pdf
大小:65KB
頁(yè)數(shù):2P
4.5
通過(guò)對(duì)cr13系列合金氣保護(hù)藥芯焊絲的化學(xué)成分及硬度影響因素分析,合理設(shè)計(jì)焊絲合金配比,制定理想的堆焊工藝,成功用于低中壓閥門密封面的堆焊,取得了良好經(jīng)濟(jì)效果。
閥門密封面噴焊銅合金
格式:pdf
大小:898KB
頁(yè)數(shù):3P
4.4
**資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 華南機(jī)械設(shè)計(jì)制造網(wǎng)http://www.***.*** **資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 華南機(jī)械設(shè)計(jì)制造網(wǎng)http://www.***.*** **資訊http://www.***.***《閥門設(shè)計(jì)》qq群號(hào):41469233提倡學(xué)術(shù)的公開共享 華南機(jī)械設(shè)計(jì)制造網(wǎng)http://www.***.***
鑄鐵閥門密封面銅基粉末噴焊技術(shù) 鑄鐵閥門密封面銅基粉末噴焊技術(shù)
格式:pdf
大小:135KB
頁(yè)數(shù):1P
4.4
低壓閥門的應(yīng)用極其廣泛,據(jù)統(tǒng)計(jì)其需要量約占閥門總需要量的68%以上,故提高低壓閥門的質(zhì)量十分重要。然而,低壓銅芯閥門國(guó)內(nèi)外所采用的“單面燕尾過(guò)盈配合”銅圈鑲配結(jié)構(gòu),其鑲配處易松動(dòng),造成銅圈圈腳泄漏,影響閥門使用。泰州閥門廠針對(duì)這一普遍存在的技術(shù)難題,經(jīng)過(guò)探索及200余次試驗(yàn),研究成功了鑄鐵閥門密封面銅基粉末氧乙炔焰噴焊技術(shù),革除了長(zhǎng)期沿用的銅圈鑲配結(jié)構(gòu),獲得了高質(zhì)量的閥門密封。其工藝可行,技術(shù)先進(jìn)。使用該技術(shù)可獲得顯著經(jīng)濟(jì)效益,節(jié)約有色金屬,節(jié)省機(jī)加工工時(shí),成本下降,閥門使用壽命延長(zhǎng)。1983年9月在江蘇省經(jīng)委、省機(jī)械廳、省石油化工廳共同主持下通過(guò)了
電站閥門密封面高溫耐磨堆焊焊條的研制 電站閥門密封面高溫耐磨堆焊焊條的研制
格式:pdf
大小:1.1MB
頁(yè)數(shù):5P
4.4
選用h1cr13作為焊芯,采用回歸正交設(shè)計(jì)的方法安排試驗(yàn),建立了以堆焊層高溫抗擦傷性為目標(biāo)函數(shù),碳化硼、金屬鉻、金屬錳的加入量為優(yōu)化因子的數(shù)學(xué)模型,并根據(jù)數(shù)學(xué)模型用c語(yǔ)言編程計(jì)算得出優(yōu)化結(jié)果,利用優(yōu)化的配方制成了新型焊條;研制焊條與d802焊條堆焊層的常溫硬度、高溫硬度、高溫抗擦傷性能等各項(xiàng)指標(biāo)對(duì)比試驗(yàn)表明,研制焊條與d802焊條的各方面性能基本一致,且達(dá)到了降低成本的目的。
閥門密封面堆焊技術(shù)最新文檔
焊條對(duì)接法在閥門密封面深孔堆焊中的應(yīng)用 焊條對(duì)接法在閥門密封面深孔堆焊中的應(yīng)用
格式:pdf
大小:434KB
頁(yè)數(shù):2P
4.4
我廠生產(chǎn)的電站用高溫高壓截止閥,閥體密封面采用深孔堆焊鈷基硬質(zhì)合金。圖1為j61y-_(320)~(p55170y)dn20閥門閥體的深孔堆焊示意圖,在深孔中堆焊,每根焊條約有1/3左右無(wú)法用完,幾種規(guī)格的閥門閥體堆焊后剩余焊條的長(zhǎng)度尺寸如附表所示。

閥門密封面材料使用溫度
格式:pdf
大小:53KB
頁(yè)數(shù):3P
4.7
通用閥門密封面常用彈性材料性能 序號(hào)名稱代號(hào)適用溫度℃適用介質(zhì) 1天然橡膠nr-50~80鹽類、鹽酸、金屬涂層溶液、水、濕氯氣 2氯丁橡膠cr-40~80 動(dòng)物油、植物油、無(wú)機(jī)潤(rùn)滑油、及ph值 變化很大的腐蝕性泥漿 3丁基橡膠iir-30~100抗腐蝕、抗磨損、耐絕大數(shù)無(wú)機(jī)酸和酸液 4丁晴橡膠nbr-30~90水、油品、廢液等 5乙丙橡膠(三元 乙丙橡膠) epdm(epm)-40~120鹽水、40%硼水、5%~15%硝酸及氯化鈉等 6 氯磺化聚乙烯合 成橡膠 csm-20~200耐酸性好 7硅橡膠si-70~200耐高溫、低溫、電絕緣性好、化學(xué)惰性大 8氟橡膠fpm(viton)-23~200 耐介質(zhì)腐蝕性優(yōu)于其它橡膠,抗輻射、耐 酸 9聚四氟乙烯ptfe(tfe)-196~200 耐熱、耐寒性優(yōu),耐一
閥門密封面結(jié)構(gòu)和回座性能的討論 閥門密封面結(jié)構(gòu)和回座性能的討論
格式:pdf
大小:264KB
頁(yè)數(shù):2P
4.7
結(jié)合閥門密封面的結(jié)構(gòu)形式以及影響閥門回座性能的幾個(gè)因素,論述了保證閥瓣回座性能的條件和各種密封面的加工方法
鑄鐵閥門密封面銅基粉末噴焊制造技術(shù)通過(guò)鑒定 鑄鐵閥門密封面銅基粉末噴焊制造技術(shù)通過(guò)鑒定
格式:pdf
大小:127KB
頁(yè)數(shù):1P
4.3
由江蘇省經(jīng)委、化工廳、機(jī)械廳聯(lián)合主持的“鑄鐵閥門密封面銅基粉末噴焊制造技術(shù)鑒定會(huì)”在江蘇省泰州市舉行。出席會(huì)議的有全國(guó)熱噴涂協(xié)作組、武漢材料保護(hù)研究所、戚墅
電站閥門閥體密封面深孔堆焊工藝分析 電站閥門閥體密封面深孔堆焊工藝分析
格式:pdf
大小:110KB
頁(yè)數(shù):1P
4.6
文章主要分析了電站專用閥門閥體封閉性堆焊的程序和技術(shù),經(jīng)過(guò)技術(shù)實(shí)驗(yàn),選擇出一種最合適的閥體封閉面堆焊技術(shù)方法。
閥門密封面金屬覆層激光焊接的研究 閥門密封面金屬覆層激光焊接的研究
格式:pdf
大小:344KB
頁(yè)數(shù):3P
4.3
介紹了金屬覆層激光焊接技術(shù)在閥門密封面上的應(yīng)用。給出了激光焊接過(guò)程的工藝條件和設(shè)備參數(shù)及其試驗(yàn)鑒定結(jié)果
閥門密封面堆焊技術(shù)相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:暖通專業(yè)審圖師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


