

(整理)分類垃圾桶底座熱流道注射成型工藝及模具設計畢業
格式:pdf
大小:526KB
頁數:35P
人氣 :70
 4.6
4.6
................. ................. 分類垃圾桶底座熱流道注射成型工藝 及模具設計 作者姓名:吳杰 專業名稱:機械工程及自動化 指導教師:王二 講師 ................. ................. 摘要 本畢業設計論文詳細記錄了分類垃圾桶底座熱流道模具的設計全過 程。 本文主要內容包括:垃圾桶的改進方案、制品的選材、制品的工藝分 析、注射機的選擇及校核、熱流道澆注系統的設計、脫模機構的設計、成 型零件和結構零件的設計以及相關尺寸的計算校核、排氣系統及溫控系統 的設計、模具材料的選擇等注射模設計中的關鍵問題。其中熱流道澆注系 統的設計是本次畢業設計的重點。 此外,本文中還包括一篇文獻綜述。 關鍵詞 : 垃圾桶底座 熱流道 注射機 注射模具 ................. ................. Abstra




分類垃圾桶底座熱流道注射成型工藝及模具設計畢業收集資料
格式:pdf
大小:588KB
頁數:35P
分類垃圾桶底座熱流道注射成型工藝 及模具設計 作者姓名:吳杰 專業名稱:機械工程及自動化 指導教師:王二講師 摘要 本畢業設計論文詳細記錄了分類垃圾桶底座熱流道模具的設計全過 程。 本文主要內容包括:垃圾桶的改進方案、制品的選材、制品的工藝分 析、注射機的選擇及校核、熱流道澆注系統的設計、脫模機構的設計、成 型零件和結構零件的設計以及相關尺寸的計算校核、排氣系統及溫控系統 的設計、模具材料的選擇等注射模設計中的關鍵問題。其中熱流道澆注系 統的設計是本次畢業設計的重點。 此外,本文中還包括一篇文獻綜述。 關鍵詞:垃圾桶底座熱流道注射機注射模具 abstract thethesisofthegraduatedesignnotesthewholedesignprocessesofthe hotrunnermouldfortherubbishbin
 周轉箱塑件熱流道注射模具設計
周轉箱塑件熱流道注射模具設計 周轉箱塑件熱流道注射模具設計
格式:pdf
大小:1.1MB
頁數:5P
與普通流道注射成型工藝和模具相比,周轉箱塑件熱流道注射成型模具的分型面由4個減少為2個分型面,模具結構簡化。詳細討論了熱流道系統的結構與尺寸設計計算、熱流道板加熱功率的計算、熱流道板線膨脹量的計算及線膨脹的克服措施。
編輯推薦下載
周轉箱熱流道模具設計 周轉箱熱流道模具設計
格式:pdf
大小:523KB
頁數:4P
4.6
分析了周轉箱產品特點及原料特性,設計了熱流道結構,同時介紹了模具結構。實踐證明,該模具符合周轉箱生產要求,質量達到要求,制造簡單,維修費用大大降低,提高了市場競爭力。
防火塑料的熱流道注射成型 防火塑料的熱流道注射成型
格式:pdf
大小:211KB
頁數:3P
4.3
為了彌補目前防火塑料的市場熱流道成型的空白,分析了防火塑料注塑的特點,針對防火塑料注射難點進行分析,并針對熱流道結構特點深入剖析,提出防火塑料專用熱流道注射成型的方案,滿足客戶對高防火塑料的注塑要求。
分類垃圾桶底座熱流道注射成型工藝及模具設計畢業收集資料熱門文檔
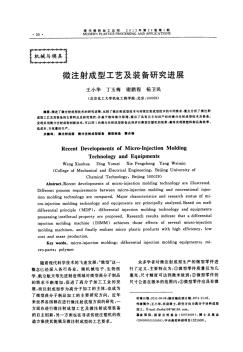
微注射成型工藝及裝備研究進展(論文)
格式:pdf
大小:1.9MB
頁數:5P
4.5
微注射成型工藝及裝備研究進展 作者:王小華,丁玉梅,謝鵬程,楊衛民,wangxiaohua,dingyumei,xiepengcheng,yangweimin 作者單位:北京化工大學機電工程學院,北京,100029 刊名:現代塑料加工應用 英文刊名:modernplasticsprocessingandapplications 年,卷(期):2012,24(1) 參考文獻(11條) 1.shenyk;wuwyananalysisofthethree-dimensionalmicro-injectionmolding[外文期刊]2002(03) 2.changpeichi;hwangshengjye;leehueihuangdevelopmentofanexternal-typemicroi
線槽注射成型工藝參數優化設計 線槽注射成型工藝參數優化設計
格式:pdf
大小:1.0MB
頁數:5P
4.4
結合正交試驗設計和數值模擬,選擇模具溫度、熔體溫度、注射時間、保壓壓力和保壓時間等5個主要工藝參數為設計變量,分別以最小體積收縮率和最小翹曲變形為目標,進行了線槽注射成型工藝參數的單目標優化設計。再利用加權綜合評分法,對線槽注射成型工藝參數進行多目標優化設計,獲得了兼顧體積收縮率和翹曲變形的工藝參數組合。
塑料成型工藝及模具設計(參考論文)
格式:pdf
大小:3.2MB
頁數:50P
4.6
《塑料成型工藝及模具設計》 課程設計指導書 編著梁展翅 審稿吳家聲 策劃張勝利 機電工程系 湖北工業大學商貿學院 ii 2009-09 《塑料成型工藝及模具設計》課程設計指導書 iii 目錄 第1章課程設計指導.............................................................................................................................1 1.1課程設計目的...........................................................................................................................1 1.2課程設計內
室內用分類塑料垃圾桶蓋熱流道注塑模設計 室內用分類塑料垃圾桶蓋熱流道注塑模設計
格式:pdf
大小:719KB
頁數:4P
4.6
室內用分類塑料垃圾桶蓋注塑模具為單型腔模具結構,采用一個點澆口且設在塑料件背面的中心部位;選用熱主流道的熱流道形式,開模時塑料件留在定模一邊,推出機構和側向抽芯機構也設在定模。該模具結構簡單,能實現全自動生產。

塑料蓋板熱流道注塑模具設計分析
格式:pdf
大小:19KB
頁數:1P
4.5
38工業技術 注塑模具主要是采用了熱流道住宿成型工藝,在實際設計塑料模 具的過程中采用熱流道系統時,其可以有效提高塑料的質量,同時還 可以最大限度的提高塑料材料的使用率。同時熱流道模具澆筑系統可 以確保塑料可以保持在最佳的熔融狀態,這樣一來就可以更好的傳遞 注射壓力,從而提高塑料產品的實際質量。而為了可以更好的將熱流 道系統應用在塑料模具設計中,就需要針對實際設計展開法分析。 1 塑料蓋板熱流道注塑模具的設計 在實際設計塑料蓋板熱流道注塑模具的過程中,需要通過嚴格的 要求來展開生產,同時生產的塑料直徑最小值可以達到φ1.8mm;在 拉拔的過程中需要確保速度不低于500m/min;停止時所用的時間需 要確保在90s之上;噪聲分貝需要確保在低于80db。實際生產的具體 要求可以分為以下幾個步驟:第一在實際開始展開制模工作之后,需 要及時電動腳踏的開關,并且充分確保實現平
分類垃圾桶底座熱流道注射成型工藝及模具設計畢業收集資料精華文檔
轎車塑料輪罩的熱流道疊式模具設計 轎車塑料輪罩的熱流道疊式模具設計
格式:pdf
大小:978KB
頁數:6P
4.6
分析了轎車塑料輪罩用材料的特性和輪罩的形狀特點,探討了輪罩的成型工藝條件,介紹了其熱流道疊式模具的總體構架、澆注系統、冷卻系統、順序脫模機構及其它相關特殊設計,對該模具的相關尺寸進行了計算及校核,并對其特殊開合模動作過程作了說明。
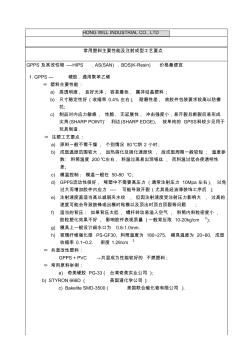
常用塑料主要性能及注射成型工藝
格式:pdf
大小:227KB
頁數:38P
4.6
hongwillindustrialco.,ltd 常用塑料主要性能及注射成型工藝要點 gpps及其改性物----hips.as(san).bds(k-resin)價格最便宜 1.gpps---硬膠.通用聚苯乙烯 ◎塑料主要性能: a)高透明度,良好光澤,容易著色,屬非結晶塑料; b)尺寸穩定性好(收縮率0.4%左右),耐磨性差,故膠件包裝要求較高以防擦 花; c)制品對內應力敏感,性脆,無延展性,沖擊強度小,易開裂且斷裂后易形成 尖角(sharppoint)`利邊(sharpedge),故單純的gpss料較少見用于 玩具制造. ◎注塑工藝要點: a)原料一般不需干燥,個別情況80℃烘2小時; b)成型溫度范圍較大,加熱溶化及固化速度快,故成型周
果汁容器的成型工藝及塑料模具設計
格式:pdf
大小:258KB
頁數:29P
4.4
果汁容器的成型工藝及塑料模具設計 緒論 塑料模具的發展是隨著塑料工業的發展而發展的。近年來,人們對各種設備 和用品輕量化要求越來越高,這就為塑料制品提供了更為廣闊的市場。塑料制品 要發展,必然要求塑料模具隨之發展。汽車、家電、辦公用品、工業電器、建 筑材料、電子通信等塑料制品主要用戶行業近年來都高位運行,發展迅速,塑料 模具也快速發展。2000年,我國(未包括港澳臺統計,下同)塑料模具產值約100 億元,2004年已發展到212億元,4年平均增長率為21%,高于模具行業總體發 展速度近4個百分點。 1.塑料模具市場情況 我國塑料模具無論是在數量上,還是在質量、技術和能力等方面都有了很大發展, 但與國民經濟發展需求和世界先進水平相比,差距仍很大。一些大型、精密、復 雜、長壽命的中高檔塑料模具每年仍大量進口。在總量供不應求的同時,一些低 檔塑料

塑料成型工藝與模具設計試題及答案 (2)
格式:pdf
大小:180KB
頁數:7P
4.5
1 1.在注射成型中應控制合理的溫度,即控制料筒、噴嘴和模具溫度。 2.根據塑料的特性和使用要求,塑件需進行塑后處理,常進行退火和調濕處理。 3.塑料模具的組成零件按其用途可以分為成型零件與結構零件兩大類。 4.在注射成型時為了便于塑件的脫模,在一般情況下,使塑件在開模時留在動模上。 5.塑料一般是由樹脂和添加劑組成。 6.塑料注射模主要用來成型熱塑性塑料件。壓縮成型主要用來成型熱固性塑料件。 7.排氣是塑件成型的需要,引氣是塑件脫模的需要。 8.注射模的澆注系統有主流道、分流道、澆口、冷料穴等組成。 9.凹模其形式有整體式和組合式兩種類型。 10.導向機構的形式主要有導柱導向和錐面定位兩種。 11.樹脂分為天然樹脂和合成樹脂。 12.注射模塑最主要的工藝條件,即“三要素”是壓力、時間和溫度。 1.臥式注射機sx

塑料成型工藝與模具設計試題及答案
格式:pdf
大小:266KB
頁數:3P
4.6
1 一、填空題 1.在注射成型中應控制合理的溫度,即控制料筒、噴嘴和模具溫度。 2.根據塑料的特性和使用要求,塑件需進行塑后處理,常進行退火和調濕處理。 3.塑料模具的組成零件按其用途可以分為成型零件與結構零件兩大類。 4.在注射成型時為了便于塑件的脫模,在一般情況下,使塑件在開模時留在動模上。 5.塑料一般是由樹脂和添加劑組成。 6.塑料注射模主要用來成型熱塑性塑料件。壓縮成型主要用來成型熱固性塑料件。 7.排氣是塑件成型的需要,引氣是塑件脫模的需要。 8.注射模的澆注系統有主流道、分流道、澆口、冷料穴等組成。 9.凹模其形式有整體式和組合式兩種類型。 10.導向機構的形式主要有導柱導向和錐面定位兩種。 11.樹脂分為天然樹脂和合成樹脂。 12.注射模塑最主要的工藝條件,即“三要素”是壓力、時間和溫度。 二、單選題 1.臥式注射機sx-z-63/50
分類垃圾桶底座熱流道注射成型工藝及模具設計畢業收集資料最新文檔
陶瓷注射成型工藝中粘結劑的研制 陶瓷注射成型工藝中粘結劑的研制
格式:pdf
大小:47KB
頁數:1P
4.5
在陶瓷生產過程中,粘結劑是一種短時存在的載體,它直接影響整個工藝能否成功。本文對粘結劑的特性以及分類進行了研究,并針對實驗用原料陶瓷粉的特征,研制了石蠟基多聚合物組元粘結劑,能夠較好的滿足注射成型的要求。
復合絕緣子傘裙護套注射成型工藝研究 復合絕緣子傘裙護套注射成型工藝研究
格式:pdf
大小:188KB
頁數:未知
4.3
本文介紹了復合絕緣子的結構組成、傘裙護套的作用。重點從模具結構與工藝過程兩個方面說明了傘裙護套注射成型工藝,通過講述模具外框、傘裙模塊、模具型腔對傘裙護套外觀質量的影響,提出了復合絕緣子整體注射模具結構的設計方法。分別闡述了壓力、溫度、時間三個工藝參數對硅橡膠硫化過程的影響,并給出了玻璃纖維纏繞管的預處理和模具注膠口的開口位置的一些建議。
雙色燈罩熱流道注射模設計與制造 雙色燈罩熱流道注射模設計與制造
格式:pdf
大小:867KB
頁數:5P
4.6
簡要分析了雙色塑料制品的成型工藝特點;闡述了雙色燈罩及其熱流道注射模的結構特點以及模具設計、制造中必須解決的一些技術問題。
塑料成型工藝與模具設計論文123
格式:pdf
大小:21KB
頁數:3P
4.8
注射模具設計論文 摘要:在現在工業生產中,模具是重要的工藝裝備之一,它在鑄造,鍛造,沖 壓,塑料,粉末冶金,陶瓷制品等生活生產行業中得到廣泛應用。由于采用 模具能提高生產效率、節約材料、降低成本,并且可以保證一定的加工質量 要求,所以,汽車,飛機、拖拉機電器、儀表、玩具和日常用品等產品的零 部件很多都采用模具加工。隨著工業科學技術的,工業產品的品種和數量不 斷增加,產品的改性換代加快,對產品質量、外觀不斷提出新的要求,對模 具質量的要求也越來越高。,如果模具設計及制造水平落后,產品質量低劣, 制造周期長,必將影響產品的更新換代,使產品失去競爭能力,阻礙生產和 經濟的發展。因此,模具設計及制造技術在國民經濟中的地位是顯而易見的。 關鍵詞:塑料模具、塑料注射成型工藝、 一.概況 1.模具的發展概況 模具是利用其特定形狀去成型具有一定的形狀和尺寸制品的工具。在各 種材料加工工業中廣泛使用

《塑料成型工藝與模具設計》教學大綱
格式:pdf
大小:11KB
頁數:5P
4.5
《塑料成型工藝與模具設計》教學大綱 總112學時,其中:理論36課時,上機76課時 學分: 先修課程:《機械制圖》、《計算機繪圖》、《pro/e塑料制品造型設計》等。 適用專業:模具設計及制造專業 教材及參考書: 1、《塑料模具設計及制造》,劉朝福主編,高等教育出版社,2004年7月,isbn? 7-04-014676-2。 2、《塑料模具圖冊》,閻亞林主編,高等教育出版社。 3、《pro/e塑料模具設計從入門到精通》,李剛主編,中國青年出版社,2008年7 月,isbn?978-7-5006-7852-6 4、《精通pro/e模具設計篇》,凱德設計/編著,中國青年出版社,2007年8月, isbn?978-7-5006-7729-1 考核方式:考試與考核相結合 一、課程的性質、目的和任務: 隨著現代工業發展的需要,塑料制品在工業
分類環保垃圾桶和室內分類垃圾桶價格
格式:pdf
大小:55KB
頁數:5P
4.7
文檔來源為:從網絡收集整理.word版本可編輯.歡迎下載支持. 1文檔收集于互聯網,如有不妥請聯系刪除. 分類環保垃圾桶和室內分類垃圾桶價格 標題:商 場垃圾 桶和塑 料分類 垃圾桶 參數 庫號:jx076541價格:百度搜【潤聯網】查 詢 主要技術參數: 詳細參數產品名稱易燃液體防火安全柜(油 桶型/兩桶型)產品定貨號wa811100材質優 質鋼板尺寸165*150*86(h*w*d/cm)重量781 磅/354公斤規范 osha29cfr1910.106&nfpacode30包裝/ 顏色紙箱包裝/黃色技術指標可調層板:1塊;門 類型:雙門,手動;標準配件:油桶滾軸,1根 靜電接地導線,1雙操作手套,2把鑰匙 標題:金 屬垃圾 筒和鋼 制分類 垃圾箱 參數 庫號:jx076542價格:百度搜【潤聯網】查 詢 主要技術參數:
 防火塑料的熱流道注塑成型
防火塑料的熱流道注塑成型 防火塑料的熱流道注塑成型
格式:pdf
大小:136KB
頁數:未知
4.8
為了彌補目前防火塑料的市場熱流道成型的空白,本文分析了防火塑料注塑的特點,針對防火料注塑難點進行分析,并針對熱流道結構特點深入剖析,提出防火塑料專用熱流道注塑成型的方案,滿足客戶對高防火塑料的注塑要求。
分類垃圾桶底座熱流道注射成型工藝及模具設計畢業收集資料相關
文輯推薦
知識推薦
百科推薦


職位:化學工程與工藝
擅長專業:土建 安裝 裝飾 市政 園林


