

一種風電法蘭用鋼的生產方法的研究
格式:pdf
大小:20KB
頁數:3P
人氣 :64
 4.3
4.3
207 一種風電法蘭用鋼的生產方法的研究 【摘 要】本研究是用連鑄的方法生產制造風電法蘭用鋼,與現有技術相比,本工藝提高了制造風電法蘭用鋼成材率,使 用連鑄坯鍛造風電法蘭與傳統的模鑄錠鍛造法蘭相比,成材率提高 25%以上,大大的降低了成本。 【關鍵詞 】連鑄坯鍛造 風電法蘭用鋼 南陽漢冶特鋼有限公司針對傳統用 鋼錠制造法蘭成材率較低的問題, 本著提高成材率,降低成本的想 法,公司著手大力研發采用連鑄的方法生產制造風電法蘭用鋼,并對風電法蘭用鋼使用情況進行跟蹤具有 低成本、低能耗、快節奏的特點,配合合適的化學成分設計,使其既能保證高強度、高韌性和良好的焊接 性能等要求, 提高工程結構的施工效率和安全可靠性, 又能簡化生產工藝、 縮短生產流程、 降低生產能耗, 適合大生產操作。 1.風電法蘭用鋼發展現狀 2008年下半年,由于世界金融危機的影響,中國為了保證社會經濟的平穩發展,政府加大了 對



 一種風電法蘭用鋼生產方法的研究
一種風電法蘭用鋼生產方法的研究 一種風電法蘭用鋼生產方法的研究
格式:pdf
大小:122KB
頁數:3P
在生產試驗的條件下,通過成分設計和tmcp-rpc-t工藝設計,并采用晶粒細化、沉淀強化、位錯強化和貝氏體組織強化等手段生產風電法蘭用鋼鋼板,既能保證高強度、高韌性和良好的焊接性能等要求,提高工程結構的施工效率和安全可靠性,又能簡化生產工藝、縮短生產流程、降低生產能耗,適合大生產操作。
編輯推薦下載
風電塔筒法蘭焊接方法研究 風電塔筒法蘭焊接方法研究
格式:pdf
大小:89KB
頁數:2P
4.6
隨著能源問題與環境問題日益突出,風能資源作為一種清潔環保可再生能源,其重要性越來越高。當前,風力發電產業獲得快速發展,風電發電機組單臺設計容量增加,其對塔架的高度要求越來越高。管塔式塔架因其結構緊湊,安全可靠,便于維護等優勢,在風電發電塔架設計中應用較為廣泛。以管塔式塔架為例,對風電塔筒法蘭焊接工藝進行研究,并結合法蘭焊接中存在問題,提出改進措施,提高焊接質量。
風電法蘭用鋼生產方法研究熱門文檔

風電法蘭的加工工藝制定
格式:pdf
大小:2.6MB
頁數:21P
4.4
邢臺職業技術學院 第1頁共21頁 一、零件圖工藝分析 1.工件介紹 風電法蘭為蘭的一種,其焊接在塔筒和底座上,用于塔筒與底座的連接,相 于其他法蘭直徑要大。應用于我國北部草原上,其具有耐30度低溫的特性。其為 連接件,有一定強度、韌性、屈服強度和抗拉伸強度等力學性能。此產品特點形 狀簡單,無精度要求,要求法蘭可配合使用,且能適應以上環境要求,能可靠的 連接塔筒與底座。 2.圖紙分析 粗糙度6.3 圖1.1 通過圖紙可看出此工件屬于圓環狀零件,直徑較大,高度小。此工件有規則 表面構成,其有上表面、下表面(為平面),外圓表面、內圓表面,及孔構成。為 邢臺職業技術學院 第2頁共21頁 規則零件。此圖尺寸表達清晰,結構明顯。結構合理,易于加工。由于此工件為 批量生產,為流水線做業,相對成本較低。 二、毛坯選擇 考慮到此工件為大直徑環狀工件,應用于風電設備的連

共板法蘭風管施工方法
格式:pdf
大小:159KB
頁數:10P
4.6
實用文案 文案大全 共板式法蘭風管施工工藝 (如皋大潤發店) 技 術 交 底 2007-7-8 實用文案 文案大全 共板法蘭風管施工工藝 總述: 共板法蘭(tdc)風管是無法蘭風管的一種,與傳統的角鋼法蘭 風管相比,它具有省工、省料、外表美觀、安裝方便的特點,并且由 此可以節約大量的工程費用。在境外投資項目,如中芯國際、摩托羅 拉以及和艦科技等等,中低壓系統的潔凈送風、舒適性空調風管以及 排煙風管均大量使用了本工藝,并取得良好的效果。事實證明了共板 法蘭風管的優勢,在我國也越來越受到本行業的重視。 一、共板法蘭風管制作工藝 1、矩形風管鋼板厚度 a、中、低壓風管鋼板厚度 鋼板厚度(mm)鍍鋅鐵皮鋼板(方形風 實用文案 文案大全 管) 0.5~320 0.6321~630 0.75631~1000 1.01000~2
砂漿王生產方法
格式:pdf
大小:7KB
頁數:3P
4.6
砂漿王生產方法 一、什么是砂漿王 砂漿王是一種俗稱,有人也叫它巖石精,水泥塑化劑、早強劑等。它是一種作用 于膠結料(水泥)中,用以改善水泥砂漿性能的物質,屬于混凝土外加劑范疇。 主要作用是改善砂漿的和易性、保水性,提高砌抹效率,減少落地灰、節約水泥 和石灰膏。在砂漿中主要起到擴散水泥、乳化發泡等作用。可克服起殼、開裂等 通病,在充氣砼、普通砼的地面,打底或面層使用最佳,砌筑中的砂漿飽滿度高, 硬化后具有抗凍、減水、防滲、耐久、抗裂、保溫、隔熱等作用。 二、用途 適用于各種工業與民用建筑中的粘土磚,陶粒磚、空心磚,濕凝土砌塊,免燒磚 的砌筑及內外墻抹灰、貼瓷磚、地面、房蓋、路面塊、涵洞、地下室、水池、衛 生間等的施工。 三、特點與性能 1、提高砂漿和易性保水性;砌筑時砂漿膨松、柔軟、流動性好,粘結力強,減 少落地灰并降低成本,抹灰時,對墻面濕潤程度要求低,砂漿收縮小,
法蘭標準及選用方法
格式:pdf
大小:542KB
頁數:7P
4.5
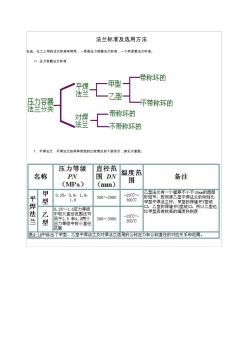
法蘭標準及選用方法 石油、化工上用的法蘭標準有兩類,一類是壓力容器法蘭標準,一個類是管法蘭標準。 ㈠壓力容器法蘭標準 1.平焊法蘭平焊法蘭的兩種類型的比較情況如下表所示,參見示意圖。 因而使法蘭盤進一步增大了剛性。故規定用于更高的壓力范圍(pn0.6mpa~6.4mpa)和直徑范圍(dn300mm~2000m m),適用溫度范圍為-20℃~450℃。由表4-16中可看出,乙型平焊法蘭中dn2000mm以下的規格均已包括在長頸對焊 法蘭的規定范圍之內。這兩種法蘭的聯接尺寸和法蘭厚度完全一樣。所以dn2000mm以下的乙型平焊法蘭,可以用軋制 的長頸對焊法蘭代替,以降低法蘭的生產成本。 平焊與對焊法蘭都有帶襯環的與不帶襯環的兩種。當設備是由不銹鋼制作時,采用碳鋼法蘭7加不銹鋼襯環,可以 節省不銹鋼。示意圖中所示為帶襯環的甲型平焊法蘭。 使用法蘭標準確定法蘭
風電法蘭用鋼生產方法研究精華文檔
RTP管道生產方法
格式:pdf
大小:9KB
頁數:3P
4.3
纏繞成型工藝是將浸過樹脂膠液的連續纖維(或布帶、預浸紗)按照一定規律纏繞到芯模上, 然后經固化、脫模,獲得制品。根據纖維纏繞成型時樹脂基體的物理化學狀態不同,分為干 法纏繞、濕法纏繞和半干法纏繞三種。 (1)干法纏繞干法纏繞是采用經過預浸膠處理的預浸紗或帶,在纏繞機上經加熱軟化至粘 流態后纏繞到芯模上。由于預浸紗(或帶)是專業生產,能嚴格控制樹脂含量(精確到2% 以內)和預浸紗質量。因此,干法纏繞能夠準確地控制產品質量。干法纏繞工藝的最大特點 是生產效率高,纏繞速度可達100~200m/min,纏繞機清潔,勞動衛生條件好,產品質量高。 其缺點是纏繞設備貴,需要增加預浸紗制造設備,故投資較大此外,干法纏繞制品的層間剪 切強度較低。 (2)濕法纏繞濕法纏繞是將纖維集束(紗式帶)浸膠后,在張力控制下直接纏繞到芯模上。 濕法纏繞的優點為:①成本比干法纏繞低40%;
高頸法蘭的計算方法研究 高頸法蘭的計算方法研究
格式:pdf
大小:661KB
頁數:4P
4.4
作為一種新型鋼管連接型式,高頸法蘭綜合了剛性法蘭和柔性法蘭的特點,并具有加工自動化程度高、整體性好等優點。本課題的前期研究表明:在受力過程中,柔性法蘭中法蘭板外邊緣相互抵緊,法蘭板根部處隨著荷載的增加而張開,總體上表現出柔性的受力特點,法蘭板的受力模式為簡支梁形式;而高頸法蘭中法蘭板的外緣和根部則均隨著荷載的增加而張開,總體上表現出剛性的受力特點,法蘭板的受力模式為懸臂梁形式。最后,基于高頸法蘭的受力模式,提出了高頸法蘭中法蘭板應力的簡化計算公式,按該簡化公式計算的結果與試驗值之間的誤差在10%以內。
關于高壓法蘭緊固方法的研究
格式:pdf
大小:15KB
頁數:2P
4.7
關于高壓法蘭緊固方法的研究 【摘要】以加氫反應器r1001為例,用扭矩法計算緊固扭矩,現場用液壓 扳手進行施工,輔助以潤滑劑、密封面研磨、螺栓編號等方法。來緊固高壓法蘭 使其不泄露的目的。 【關鍵詞】高壓法蘭扭矩法密封面研磨油壓值對稱漸進緊固 在石化行業中,高壓法蘭的緊固是令人棘手的事情,法蘭緊固不到位,將引 發泄露危險,據統計有90%的泄露事故都是由于法蘭泄露造成的,而由此帶來的 是半成品油或成品油“跑冒滴漏”,都有可能燃燒釀成重大事故,可見如何將法蘭 緊固是非常重要的,然而高壓法蘭由于壓力高、工作溫度高等特點,使其緊固更 是難上加難;如何達到緊固高壓密封法蘭目的呢? 以某石化加氫高壓反應器r1001為例;傳統的解決方法是:將兩片法蘭面 焊死以防止泄露,法蘭面焊死后仍然從螺栓孔處泄露,不得不將全部螺栓封堵焊 死;但是這樣不僅導致正常檢修存在安全隱患
風電法蘭用鋼生產方法研究最新文檔
不銹鋼法蘭加工方法
格式:pdf
大小:6KB
頁數:2P
4.6
不銹鋼法蘭加工方法 對刀具幾何參數的要求: 加工不銹鋼時,刀具切削部分的幾何形狀,一般應從前角、后角方面的選擇來考慮。 在選擇前角時,要考慮卷屑槽、有無倒棱和刃傾角的正負角度大小等因素。不論何種刀具, 加工不銹鋼時都必須采用較大的前角。增大刀具的前角可減小切屑切離和清出過程中所遇到 的阻力。對后角選擇要求不十分嚴格,但不宜過小,后角過小容易和工件表面產生嚴重摩擦, 使加工表面粗糙度惡化,加速刀具磨損。并且由于強烈摩擦,增強了不銹鋼表面加工硬化的 效應;刀具后角也不宜過大,后角過大,使刀具的楔角減小,降低了切削刃的強度,加速了 刀具的磨損。通常,后角應比加工普通碳鋼時適當大些。對刀具切削部分表面粗糙度的 要求: 提高刀具切削部分的表面光潔度可減少切屑形成卷曲時的阻力,提高刀具的耐用度。 與加工普通碳鋼相比較,加工不銹鋼時應適當降低切削用量以減緩刀具磨損;同時還要選擇 適當的冷
鋼管、法蘭、管件選用方法 鋼管、法蘭、管件選用方法
格式:pdf
大小:277KB
頁數:3P
4.5
管道組成件多為按照公稱壓力、公稱管徑和壁厚系列劃分的標準件,對鋼管、法蘭、管件的設計主要是對標準件的選用.目前存在國內外多種標準體系.這些標準中的大部分隨著近年技術的發展進行了修改,同時國內標準中大量引入了美國及歐洲標準的相關內容,與以往的規定有了一定差異,因此在設計及選用時易產生混淆和錯誤.本文通過對國內外標準規范的分析和總結,澄清了易混淆的概念,提出鋼管壁厚、法蘭壓力等級和管件選用的推薦作法.
風電塔筒法蘭焊接變形控制的工藝措施 風電塔筒法蘭焊接變形控制的工藝措施
格式:pdf
大小:488KB
頁數:2P
4.6
風力發電塔架法蘭焊接時需要控制三個指標:法蘭平面度、法蘭角變形(即內傾量)、法蘭橢圓度。在焊接過程中采取相應的工藝措施保證這三個指標,具有重要的經濟效益。本文重點介紹了法蘭焊接變形成因及焊接變形控制措施等,且該方法在實踐中得到廣泛應用,取得很好的效果。
國內外常用鋼法蘭標準匯總
格式:pdf
大小:8KB
頁數:6P
4.5
國內常用鋼法蘭標準(國標gb,機標jb,化工hg,石化sh等) 1、國標法蘭 gb/t9112—2000 鋼制管法蘭類型與參數 gb/t9113.1—2000平面、突面整體鋼制管法蘭 gb/t9113.2—2000凹凸面整體鋼制管法蘭 gb/t9113.3—2000榫槽面整體鋼制管法蘭 gb/t9113.4—2000環連接面整體鋼制管法蘭 gb/t9114—2000突面帶頸螺紋鋼制管法蘭 gb/t9115.1—2000平面、突面對焊鋼制管法蘭 gb/t9115.2—2000凹凸面對焊鋼制管法蘭 gb/t9115.3—2000榫槽面對焊鋼制管法蘭 gb/t9115.4—2000環連接面對焊鋼制管法蘭 gb/t91l6.l一2000平面、突面帶頸平焊鋼制管法蘭 gb/t9116.2—2000凹凸面帶頸平焊鋼制管法蘭 g
國內常用鋼法蘭標準(GB、JB、HG、SH等)
格式:pdf
大小:8KB
頁數:6P
4.4
國內常用鋼法蘭標準(國標gb,機標jb,化工hg,石化sh等) 1、國標法蘭 gb/t9112—2000 鋼制管法蘭類型與參數 gb/t9113.1—2000平面、突面整體鋼制管法蘭 gb/t9113.2—2000凹凸面整體鋼制管法蘭 gb/t9113.3—2000榫槽面整體鋼制管法蘭 gb/t9113.4—2000環連接面整體鋼制管法蘭 gb/t9114—2000突面帶頸螺紋鋼制管法蘭 gb/t9115.1—2000平面、突面對焊鋼制管法蘭 gb/t9115.2—2000凹凸面對焊鋼制管法蘭 gb/t9115.3—2000榫槽面對焊鋼制管法蘭 gb/t9115.4—2000環連接面對焊鋼制管法蘭 gb/t91l6.l一2000平面、突面帶頸平焊鋼制管法蘭 gb/t9116.2—2000凹凸面帶頸平焊鋼制管法蘭 g

減振鋼板及其生產方法
格式:pdf
大小:799KB
頁數:3P
4.3
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

直縫鋼管的生產方法及應用 (3)
格式:pdf
大小:8KB
頁數:2P
4.5
直縫鋼管的生產方法及應用 本文由鋼管經貿網資訊部整理(www.***.***),如有轉載,請注明出處。 應用范圍直縫鋼管直徑范圍在406~1600mm之間,在特殊情況下甚至可以更大,管壁厚度與管徑的 比值約為0.06~0.08。國外的現代制管技術可以制作壁厚高達100mm的焊管。 工業上用鋼板或鋼帶生產直縫鋼管只有幾種方法,其原則上的不同在于鋼管的成形方法上,成形后鋼管后 續加工過程基本上是相同的。成形方法原則上取決于鋼管焊縫的分布,按焊縫的分布將鋼管分為兩種基本形 式:直縫鋼管和螺旋縫管。與此相應,焊管生產分為直縫鋼管的生產和螺旋縫管的生產。直縫鋼管和螺旋 縫管應用最廣泛的焊接方法是埋弧焊(saw),其質量好、生產率高、技術成熟、穩定。 目前,國外直縫鋼管廣泛應用下述范圍: ·陸地和海洋輸送氣、水和石油的干線管道; ·化學工業輸送化工原料和產品的不銹鋼管
鋼化玻璃生產方法
格式:pdf
大小:14KB
頁數:4P
4.4
鋼化玻璃生產方法 工藝過程: 鋼化玻璃是將玻璃加熱到接近軟化化溫度(這時處于粘性流動狀態)——這個 溫度范圍我們稱為鋼化溫度范圍(620℃—640℃),保溫一定時間,然后驟冷而 成的,下面簡單敘述鋼化玻璃在加熱和驟冷過程中的溫度變化及應力形成過程。 a.開始加熱階段: 玻璃片由室溫進入鋼化爐加熱,由于玻璃是熱的不良導體,所以此時內層溫度 低,外層溫度高,外層開始膨脹,內層未膨脹,所以此時外層的膨脹受到內層 的抑制表面產生了暫時的壓應力,中心層為張(拉)應力,由于玻璃的抗壓縮 度高,所以雖然快速加熱,玻璃片也不破碎。 注:從這里可以了解到玻璃一進爐,由于玻璃內外層有溫差造成了玻璃內外層 的應力,因此厚玻璃要加熱慢一點,溫度低一點,否則因內外溫差太而造成玻 璃在爐內破裂。 b.繼續加熱階段: 玻璃繼續加熱,玻璃內外層溫差縮小等內外層都達到鋼化溫度時玻璃板內等應 力。 c.開始驟冷階段
仿不銹鋼鋁型材的生產方法 仿不銹鋼鋁型材的生產方法
格式:pdf
大小:231KB
頁數:3P
4.6
1前言近兩年來國內建材市場上出現一種嶄新的鋁型材——即仿不銹鋼鋁材。這種鋁材的特點是光亮性好、略帶灰色調、非常適合于高級商廈及豪華住宅裝修。由于這種技術在國內才開展不久,所以工藝上存在的問題很多,
鋼化晶瓷涂料及生產方法 鋼化晶瓷涂料及生產方法
格式:pdf
大小:133KB
頁數:未知
4.5
鋼化晶瓷涂料是一種以無機原料和有機原料配合而成的新型墻體表面涂料。涂料成膜硬化后,既具有瓷磚的硬度和晶瑩度,又具有鋼化磚耐酸堿、耐腐蝕的特征,還具有噴塑涂料的典雅和豪華感。該涂料成本低廉,原料易得,既有大眾化的價格水平,又有高檔涂料的裝飾效果。1.原料氫氧化鈣(即熟石灰)、重
風電法蘭用鋼生產方法研究相關
文輯推薦
知識推薦
百科推薦


職位:給水排水工程
擅長專業:土建 安裝 裝飾 市政 園林


