

二氧化碳氣體保護焊和藥芯焊絲電弧焊的安全操作技術
格式:pdf
大小:157KB
頁數:3P
人氣 :86
 4.7
4.7
編號: SM-ZD-44114 編制: ____________________ 審核: ____________________ 批準: ____________________ 二氧化碳氣體保護焊和藥 芯焊絲電弧焊的安全操作 技術 Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly. 本文檔下載后可任意修改 FS 精編解決方案 | SOLUTION TEMPLATE 第2頁 /總3頁 二氧化碳氣體保護焊和藥芯焊絲電 弧焊的安全操作技術 簡介:該方案資料適用于公司或組織通過合理化地制定計劃,達成上下級或不同的人員



二氧化碳氣體保護焊操作規則
格式:pdf
大小:39KB
頁數:6P
專業資料 word完美格式下載可編輯 二氧化碳氣體保護焊操作規則 二氧化碳,氣體保護焊,規則 co2氣體保護焊機操作規程 co2氣體保護焊機操作規程 1、操作者必須持電焊操作證上崗。 2、打開配電箱開關,電源開關置于“開”的位置,供氣開關置于“檢查”位置。 3、打開氣瓶蓋,將流量調節旋鈕慢慢向“open”方向旋轉,直到流量表上的指示數為需要 值。供氣開關置于“焊接”位置。 4、焊絲在安裝中,要確認送絲輪的安裝是否與絲徑吻合,調整加壓螺母,視絲徑大小加壓。 5、將收弧轉換開關置于“有收弧”處,先后兩次將焊槍開關按下、放開進行焊接。 6、焊槍開關“on”,焊接電弧的產生,焊槍開關“off”,切換為正常焊接條件的焊接電弧, 焊槍開關再次“on”,切換為收弧焊接條件的焊接電弧,焊槍開關再次“off”焊接電弧停 止。 7、焊接完畢后,應及時關閉焊電源,將co2氣源總
編輯推薦下載
二氧化碳氣體保護焊
格式:pdf
大小:723KB
頁數:30P
4.6
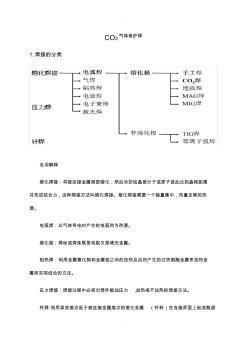
. . co2氣體保護焊 1.焊接的分類 名詞解釋 熔化焊接:將被連接金屬局部熔化,然后冷卻結晶使分子或原子彼此達到晶格距離 并形成結合力,這種焊接方法叫熔化焊接。熔化焊接需要一個能量集中,熱量足夠的熱 源。 電弧焊:以氣體導電時產生的電弧熱為熱源。 熔化極:焊絲或焊條既是電極又是填充金屬。 鋁熱焊:利用金屬氧化物和金屬鋁之間的放熱反應所產生的過熱熔融金屬來加熱金 屬而實現結合的方法。 壓力焊接:焊接過程中必須對焊件施加壓力,加熱或不加熱的焊接方法。 釬焊:利用某些熔點低于被連接金屬熔點的熔化金屬(釬料)在連接界面上起流散浸 . . 潤作用,然后冷卻形成結合力。 2.熔化焊接的主要特征 焊接部位必須采取有效的隔離空氣保護,使焊接部位不能和空氣接觸,以免造成焊 道的成分和性能不良,保護方式有三種:氣相、渣相、真空。 熔化焊接的保護方式 保護類型材料及設施適用范圍 氣相保護氣體 c

(碳鋼二氧化碳氣體保護焊絲1.2mm技術標書(藥芯焊絲))
格式:pdf
大小:38KB
頁數:5P
4.8
設備購置技術標書審批表 2014年6月12日 設備名稱co2氣體保護焊絲購置數量300kg 計劃來源2014年5月生產計劃 主要技術參數 1、焊絲類型:藥芯 2、焊絲型號:e501t-1 3、焊絲直徑:1.2mm 項目提報單位 設備管理 中心 技術部 分管領導 第一節供貨范圍、技術規格、參數與要求 一、貨物需求一覽表 序號名稱規格型號單位數量交貨時間交貨地點備注 1 co2氣體 保護焊絲 e501t-1kg300 每盤 15kg 2. 3. 4. 5. 6. ?? 二、使用環境 1.工作環境 1.1周圍環境溫度:-10℃~35℃。 1.2設備安裝場所海拔高度:不低于1200m。 1.3周圍空氣相對濕度:95%(在25℃時)。 1.4使用電源:ac380v,50hz。 1.5使用地點:室內、外使用。 1.6
二氧化碳氣體保護焊和藥芯焊絲電弧焊的安全操作技術熱門文檔
二氧化碳氣體保護焊安全操作規程
格式:pdf
大小:5KB
頁數:2P
4.8
二氧化碳氣體保護焊安全技術操作規程 1.作業前,二氧化碳氣體應預熱15min。開氣時,操作人員必須站在瓶嘴的 側面。 2.作業前,應檢查并確認焊絲的進給機構、電線的連接部分、二氧化碳氣體 的供應系統及冷卻水循環系統合乎要求,焊槍冷卻水系統不得漏水。 3.二氧化碳氣體瓶宜放陰涼處,起最高溫度不得超過30℃,并應放置牢固, 不得靠近熱源。 4.二氧化碳氣體預熱器端的電壓,不得大于36v,作業后,應切斷電源。 5.焊接操作及配合人員必須按規定穿戴勞動防護用品。并必須采取防止觸電、 高空墜落、瓦斯中都和火災等事故的安全措施。 6.現場使用的電焊機,應設有防雨、防潮、防曬的機棚,并應裝設相應的消 防器材。 7.高空焊接或切割時,必須系好安全帶,焊接周圍和下方應采取防火措施, 并有專人監護。 8.當需施焊受壓容器、密封容器、油桶、管道、沾有可燃氣體和溶液工作時, 應先消除容器及
二氧化碳氣體保護焊安全操作規程
格式:pdf
大小:8KB
頁數:3P
4.3
二氧化碳氣體保護焊安全操作規程 1、作業前,二氧化碳氣體應預熱15min。開氣時,操作人員必須站在瓶 嘴的側面。 2、作業前,應檢查并確認焊絲的進給機構、電線的連接部分、二氧化 碳氣體的供應系統及冷卻水循環系統合乎要求,焊槍冷卻水系統不得漏 水。 3、二氧化碳氣體瓶宜放陰涼處,其最高溫度不得超過30℃,并應放置 牢靠,不得靠近熱源。 4、二氧化碳氣體預熱器端的電壓,不得大于36v,作業后,應切斷電 源。 5、焊接操作及配合人員必須按規定穿戴勞動防護用品。并必須采取防 止觸電、高空墜落、瓦斯中毒和火災等事故的安全措施。 6、現場使用的電焊機,應設有防雨、防潮、防曬的機棚,并應裝設相 應的消防器材。 7、高空焊接或切割時,必須系好安全帶,焊接周圍和下方應采取防火 措施,并應有專人監護。 8、當需施焊受壓容器、密封容器、油桶、管道、沾有可燃氣體和溶液 的工作時,應先消除容器

二氧化碳氣體保護焊(畢業論文)
格式:pdf
大小:76KB
頁數:16P
4.7
二氧化碳氣體保護焊 系別:機械工程系 學生姓名: 專業班級:焊劑技術及自動化一班 學號: 指導教師: 年04月15日 摘要 本論文是對畢業設計——二氧化碳保護焊和飛濺所采用的方案 以及所使用的硬件、軟件技術和所能達到的效果的描述。由于二氧化 碳氣體的熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭 熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔 滴縮頸爆斷、因此,與mig焊自由過渡相比,飛濺較多。但如采用 優質焊機,參數選擇合適,可以得到很穩定的焊接過程,使飛濺降 低到最小的程度。 關鍵詞:飛濺;短路電流;焊接 目錄 摘要......................................................................錯誤!未定義書簽。 目錄..............................
二氧化碳氣體保護焊和藥芯焊絲電弧焊的安全操作技術精華文檔
二氧化碳氣體保護焊操作規程
格式:pdf
大小:14KB
頁數:2P
4.3
. . 二氧化碳氣體保護焊操作規程 一、操作前 1.操作前,焊接時應按規定穿戴好個人防護用品,戴好工作帽和手套,防止弧光傷害,防 止燙傷。 2.焊接前應仔細檢查氣瓶送氣管道有無損壞、堵塞,連接是否嚴密。 3.檢查工件與地線、焊槍、送絲機、氣瓶、氣壓表、氣管等的連接是否正確、可靠,如果 面板上有大(小)電流檔,電壓5檔以下用小電流檔。 二、工作時 1.將繞有焊絲的焊絲盤裝到送絲盤軸上,根據焊絲直徑調節送絲輪和導電阻,并將焊絲手 動送入送絲軟管壓好送絲輪, 2.打開焊機電源,將“電壓調節”開關打到所需檔位,電流調節大概合適位置;對于0.8~ 1.0㎜焊絲,送絲速度大致在3~6m/分鐘。 3.根據實際需要選擇焊接方式:焊接連續的長縫時,將“點焊”“斷續焊”兩旋鈕。逆時 針旋至最底;自動補焊縫,將“點焊”旋鈕打開,并按需要調節焊接時間;自動斷續焊, 打開“

(碳鋼二氧化碳氣體保護焊絲1.2mm技術標書(實芯焊絲))
格式:pdf
大小:38KB
頁數:5P
4.6
設備購置技術標書審批表 2014年5月4日 設備名稱co2氣體保護焊絲購置數量300kg 計劃來源2014年5月生產計劃 主要技術參數 1、焊絲類型:實芯 2、焊絲型號:er50-6 3、焊絲直徑:1.2mm 項目提報單位 設備管理 中心 技術部 分管領導 第一節供貨范圍、技術規格、參數與要求 一、貨物需求一覽表 序號名稱規格型號單位數量交貨時間交貨地點備注 1 co2氣體 保護焊絲 er50-6kg300 每盤 20kg 2. 3. 4. 5. 6. ?? 二、使用環境 1.工作環境 1.1周圍環境溫度:-10℃~35℃。 1.2設備安裝場所海拔高度:不低于1200m。 1.3周圍空氣相對濕度:95%(在25℃時)。 1.4使用電源:ac380v,50hz。 1.5使用地點:室內、外使用。 1.6使用
二氧化碳氣體保護焊立焊的焊接手法.-精品合集
格式:pdf
大小:322KB
頁數:8P
4.4
二氧化碳氣體保護焊立焊的焊接手法. 電流電壓會不會調?會調的話焊接立焊的時候電流要稍小點【相對平焊來說,當 然也看個人掌握能力】你要知道一點:什么是電流電壓正好,所謂電流電壓正好 就是,焊絲出來后,電壓能把它充分溶解。焊立焊電流電壓在正好的基礎上,電 壓要比正好值稍大一點。 1:把立焊位置的衛生打掃干凈{重點注意油脂、定位焊藥渣、水=} 2:要知道準備焊接的焊角大小,先按照焊角大小燒出個標準焊角。注意高質量 焊接必須是從下往上焊接! 3:靠標準焊角一邊開始引弧,焊絲左右擺動的時候注意不要超出熔池{焊絲充 分溶解所形成的}范圍,左右擺動的時候要在兩邊停頓一下,時間長短看焊角確 定,要是焊角要求太大的話建議多重焊接、一般第一遍小點下面好焊接、要是一 次太大的話容易厚度不夠也難看、容易兩邊鼓起。在左右擺動的時候一定要控制 好節奏慢慢往上焊接,【注意手一定要穩,這是焊接高
二氧化碳氣體保護焊、氣焊設備安全操作規程技術交底
格式:pdf
大小:44KB
頁數:4P
4.4
二氧化碳氣體保護焊、氣焊設備 安全操作規程技術交底 二氧化碳氣體保護焊安全操作規程技術交底 工程名稱: 施工單位建設單位 安全設施名稱作業部位 交底部門交底人施工期限年月日至年月日 接受交底班組或員工簽名: 交底內容: 1.作業前,二氧化碳氣體應先預熱15min。開氣時,操作人員必須站在瓶 嘴的側面。 2.作業前,應檢查并確認焊絲的進給機構、電線的連接部分、二氧化碳 氣體的供應系統及冷卻水循環系統合乎要求,焊槍冷卻水系統不得漏水。 3.二氧化碳氣體瓶宜放在陰涼處,其最高溫度不得超過30℃,并應放置 牢靠,不得靠近熱源。 4.二氧化碳氣體預熱器端的電壓,不得大于36v,作業后,應切斷電源。 5.焊接操作及配合人員必須按規定穿戴勞動防護用品。并必須采取防止 觸電、高空墜落、瓦斯中毒和火災等事故的安全措施。 6.現場使用的電焊機,應設有防雨、防潮、防曬的機棚,并應裝設
二氧化碳(CO2)氣體保護焊安全操作規程
格式:pdf
大小:15KB
頁數:2P
4.4
二氧化碳(co2)氣體保護焊安全操作規程 一、操作人員必須持有電氣焊特種作業操作證方可上崗,學徒人員須在持有該證經驗豐 富人員指導下方可操作。 二、操作者應認真閱讀設備使用說明書,熟悉設備性能,了解其工作原理。 三、施焊前作好如下準備工作: (一)按標準穿戴好勞保用品。 (二)焊機應放置在距墻和其它設備300毫米以外的地方,應通風良好,不得放置在日 光直射、潮濕和灰塵較多處。 (三)施焊工作場地的風速應較小,必要時采取防風措施。 (四)c02氣瓶應可靠固定,放置在距熱源大于3米、溫度低于40℃的地方,氣瓶與熱 源距離應大于3m。氣瓶閥門處不得有污物,開啟氣瓶閥門時,不得將臉靠近出氣口。 (五)檢查c02氣體減壓閥和流量計,安裝螺母應緊固,減壓閥和流量計的氣體人口和 出口處不得有油污和灰塵。 (六)采用電加熱器使c02充分氣化時,電壓應低于3
二氧化碳氣體保護焊和藥芯焊絲電弧焊的安全操作技術最新文檔
二氧化碳氣體保護焊的焊接材料
格式:pdf
大小:22KB
頁數:3P
4.8
二氧化碳氣體保護焊的焊接材料 co2氣體保護焊的焊接材料:co2氣體和焊絲。 1.co2氣體 co2氣體一般壓縮成液體貯存于鋼瓶內。co2氣瓶的容積 為40l可裝25kg的液態co2,占容積的80%,滿瓶壓力為5~ 7mpa,氣瓶外表涂成鋁白色,標有黑色“液化二氧化碳”字 樣。 co2氣體常溫下易氣化,溶于液態co2中的水分,易蒸發 成水汽混入co2氣體中,影響co2氣體的純度。 瓶內氣化的co2氣體中的含水量,與瓶內壓力有關,壓 力降低,水汽增多。 當壓力降低到0.98mpa時,不能繼續使用。 co2氣體純度應大于99.5%,含水量不超過0.05%。 提高co2氣體純度的措施 (1)倒置放水:氣瓶倒置1~2h,是水分下沉,然后打開閥 門放水2~3次,間隔30min。 (2)正置放氣:更換新氣前,氣瓶正置2h,然后打開閥門 放氣2~3m
二氧化碳氣體保護焊的焊接參數設定
格式:pdf
大小:18KB
頁數:7P
4.3
二氧化碳氣體保護焊的焊接參數設定 二氧化碳氣體保護焊的焊接參數有:焊絲直徑、焊接電流、電弧電壓、焊接速度、氣體流量、 干伸長度、電源極性、回路電感、焊槍傾角。 一、焊絲直徑,焊絲直徑影響焊縫熔深。本文就最常用的焊絲直徑1.2mm實心焊絲展開論 述。牌號:h08mnsia。焊接電流在150~300時,焊縫熔深在6~7mm。 二、焊接電流,依據焊件厚度、材質、施焊位置及要求的過渡形式來選擇焊接電流的大小。 短路過渡的焊接電流在110~230a之間(焊工手冊為40~230a);細顆粒過渡的焊接電流在 250~300a之間。焊接電流決定送絲速度。焊接電流的變化對熔池深度有決定性的影響,隨 著焊接電流的增大,熔深明顯增加,熔寬略有增加。 三、電弧電壓,電弧電壓不是焊接電壓。電弧電壓是在導電嘴和焊件之間測得的電壓,而焊 接電壓是焊機上的電壓表所顯示的電壓。焊接
二氧化碳氣體保護焊安全操作規程安全技術交底
格式:pdf
大小:15KB
頁數:1P
4.7
安全技術交底記錄 工程名稱分部工程 分項工程 名稱 二氧化碳氣體保護焊安全操作規程 交底內容: 1.作業前,二氧化碳氣體應先預熱15min。開氣時,操作人員必須站在瓶嘴的側面。 2.作業前,應檢查并確認焊絲的進給機構、電線的連接部分、二氧化碳氣體的供應系 統及冷卻水循環系統合乎要求,焊槍冷卻水系統不得漏水。 3.二氧化碳氣體瓶宜放在陰涼處,其最高溫度不得超過3o℃,并應放置牢靠, 不得靠近熱源。 4.二氧化碳氣體預熱器端的電壓,不得大于36v,作業后,應切斷電源。 5.焊接操作及配合人員必須按規定穿戴勞動防護用品。并必須采取防止觸電、高空 墜落、瓦斯中毒和火災等事故的安全措施。 6.現場使用的電焊機,應設有防雨、防潮、防曬的機棚,并應裝設相應的消防器材。 7.高空焊接或切割時,必須系好安全帶,焊接周圍和下方應采取防火措施,并應有專人監 護。 8.當需施焊受壓容器
二氧化碳氣體保護焊焊接工藝及應用
格式:pdf
大小:11KB
頁數:4P
4.6
二氧化碳氣體保護焊焊接 工藝及應用 廣西送變電建設公司鐵塔廠 二氧化碳氣體保護焊焊接工藝及應用 xx送變電鐵塔廠xx 【摘要】通過對co2氣保焊、富氬氣保焊、焊條電弧焊3種焊接方法進行焊接接頭試驗和 對比分析。以及在工程機械中的應用,證明了co2氣保焊具有成本低,效率高,焊接質量 好等優點。 介紹了co2氣保焊焊接操作技術需注意的一些問題,對co2氣保焊焊接工藝設計及其應用 具有一定的指導作用。 【引言】二氧化碳氣體保護焊在焊接過程穩定,飛濺嘴角,焊縫外形美觀,無氣孔、裂縫及 咬邊等缺陷。對雙面焊或單面焊雙面成型的焊縫能保證焊透,具有最高生產率。 例如:某制造廠為一大型工程機械公司生產一百多米高的塔式起重機等工程機械部件,這些 部件均為焊接件,焊接工作量大,焊接質量要求較高,技術難度較大。原采用焊條電弧焊, 焊接變形大且難以控制,生產率低。通過對co2氣保焊、富氬氣保焊
 二氧化碳氣體保護焊在閘門總組裝焊接中的應用
二氧化碳氣體保護焊在閘門總組裝焊接中的應用 二氧化碳氣體保護焊在閘門總組裝焊接中的應用
格式:pdf
大小:818KB
頁數:4P
4.5
二氧化碳氣體保護焊已突破過去只能焊接薄板,不能在仰焊位置焊接的傳統觀念。通過水布埡導流洞封堵門的焊接施工,論證了在閘門總組裝焊接中充分應用二氧化碳氣體保護焊的方法,可在獲得良好焊縫質量的同時,大大提高生產效益。
二氧化碳氣體保護焊焊接工藝評定報告
格式:pdf
大小:139KB
頁數:6P
4.4
建筑鋼結構焊接工藝評定報告 編號:pqr-01 編制:蘭根成 焊接責任 技術人員:馬增生 批準:陳留根 單位:河南第一火電建設公司東熱電項目部 日期:2011年03月20日 表b-1焊接工藝評定報告目錄 序號報告名稱報告編號頁數 1焊接工藝評定報告pqr-011 2焊接工藝指導書wps-011 3焊接工藝評定記錄表1 4焊接工藝評定檢驗結果1 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工藝評定報告 共1頁第1頁 工程名稱 石河子市國能能源投資有限公司東熱電 廠2×135mw熱電聯產技改工程 評定報告編號pqr-01 委托單位河南第一火電建設公司工藝指導書編號wps-1 工程地點石河子開發區天富東熱

二氧化碳氣體保護焊焊接工藝及應用 (2)
格式:pdf
大小:15KB
頁數:10P
4.8
二氧化碳氣體保護焊焊接 工藝及應用 廣西送變電建設公司鐵塔廠 二氧化碳氣體保護焊焊接工藝及應用 xx送變電鐵塔廠xx 【摘要】通過對co2氣保焊、富氬氣保焊、焊條電弧焊3種焊接方 法進行焊接接頭試驗和對比分析。以及在工程機械中的應用,證明了co2 氣保焊具有成本低,效率高,焊接質量好等優點。 介紹了co2氣保焊焊接操作技術需注意的一些問題,對co2氣保焊 焊接工藝設計及其應用具有一定的指導作用。 【引言】二氧化碳氣體保護焊在焊接過程穩定,飛濺嘴角,焊縫外 形美觀,無氣孔、裂縫及咬邊等缺陷。對雙面焊或單面焊雙面成型的焊 縫能保證焊透,具有最高生產率。 例如:某制造廠為一大型工程機械公司生產一百多米高的塔式起重 機等工程機械部件,這些部件均為焊接件,焊接工作量大,焊接質量要 求較高,技術難度較大。原采用焊條電弧焊,焊接變形大且難以控制, 生產率低。通過對co2氣保焊、
二氧化碳氣體保護藥芯焊絲焊接葉輪試驗 二氧化碳氣體保護藥芯焊絲焊接葉輪試驗
格式:pdf
大小:175KB
頁數:未知
4.7
對幾種焊接方法做了比較,介紹了焊接試驗情況,并給出了結果。論證了co2氣體保護藥芯焊絲焊接風機葉輪的優越性和可靠性。
二氧化碳氣體保護焊絲與埋弧焊劑配合焊接方法探索 二氧化碳氣體保護焊絲與埋弧焊劑配合焊接方法探索
格式:pdf
大小:154KB
頁數:2P
4.8
傳統埋弧焊機只用于自動焊,平時利用率較低,而目前co2氣保焊機(co2氣保焊機的單價是埋弧焊機的1/3左右)普遍用于手工焊接,幾乎每個焊工一臺,采用埋弧焊劑+co2氣保焊絲混合焊接方法是一種打破常規的創新,既可充分利用現有資源,節約生產成本,提高經濟效益,又能大大減輕員工的勞動力,同時還能取得較好的焊縫力學性能及焊縫外觀質量外,提高焊縫的整體質量。
二氧化碳氣體保護焊技術交底
格式:pdf
大小:30KB
頁數:2P
4.3
技術交底記錄 表c2-1 編號003 工程名稱泰安道五號院工程交底日期2011年11月7日 施工單位 天津市建工工程總承包有限公司鋼 結構工程分公司 分項工程名 稱 鋼結構焊接 交底提要二氧化碳氣體保護 交底內容: 一、施工準備 (一)作業條件 1.作業前,二氧化碳氣體應先預熱15min。開氣時,操作人員必須站在瓶 嘴的側面。 2.作業前,應檢查并確認焊絲的進給機構、電線的連接部分、二氧化碳氣 體的供應系統合乎要求。 3.焊接區應保持干燥,不得有油,繡和其他污物。 4.當焊接區風速過大而影響焊接質量時,應采用擋風裝置。對焊接現場進 行有效防護后方可開始焊接。 5.焊接作業區的相對濕度不得大于90%。當焊件表面潮濕或有冰雪覆蓋時, 應采取加熱去濕除潮措施。 6.施焊前,焊工應復核焊接件的接頭質量和焊接區域的坡口,間隙,鈍邊 等的
二氧化碳氣體保護焊和藥芯焊絲電弧焊的安全操作技術相關
文輯推薦
知識推薦
百科推薦


職位:網架輕鋼施工員
擅長專業:土建 安裝 裝飾 市政 園林


