

基于二階響應面模型車燈燈體注塑工藝優化
格式:pdf
大小:645KB
頁數:4P
人氣 :55
 4.5
4.5
以車燈燈體注塑為例,采用計算機輔助工程(CAE)分析和正交試驗研究了工藝參數對翹曲變形的影響規律,確定了保壓壓力和熔體溫度是影響燈體注塑質量的關鍵因素。采用響應面法建立了翹曲變形和頂出時體積收縮與注射壓力和熔體溫度的二階相應面模型,獲得了優化的工藝參數和優化結果,且通過模擬試驗驗證了模型的正確性。



燈罩注塑工藝分析與模具設計
格式:pdf
大小:2.7MB
頁數:48P
摘要 塑料工業是當今世界上增長最為迅速的工業之一,而注塑模具是其中發展較快的種 類,因此,研究注塑模具對于了解塑料產品的生產過程和提高產品質量有很大的意義。 本文設計了對接型銷雙向斜抽芯推桿內抽芯燈罩注塑模,既滿足了制品的成型和抽 芯要求,又省去了斜抽芯和水平抽芯機構,大大簡化了模具結構,脫型可靠,成型塑件 質量好。 本模具設計過程中分析了燈罩制件的工藝特性,并介紹了abs材料的成型工藝特點; 通過對塑件的形狀、尺寸及其精度的要求來進行注射成型工藝的可行性分析。塑件的成 型工藝性主要包括塑件的壁厚,脫模斜度和圓角以及是否有側向抽芯機構。通過以上的 分析來確定模具分型面、型腔數目、澆口形式、位置大小;其中最重要的是確定型芯和 型腔的結構,以及它們的定位和緊固方式。 在模具結構設計過程中提出了不同成型的方案并進行了比較,采取了最佳的成型方 案;此外還分析了模具受力,脫模機構的設計,
編輯推薦下載
車燈座注塑模具設計
格式:pdf
大小:870KB
頁數:4P
4.4
車燈座注塑模具設計 作者:樊十全,付鵬,蔣育華,fanshiquan,fupeng,jiangyuhua 作者單位:江西農業大學工學院,江西,南昌,220045 刊名:塑料科技 英文刊名:plasticsscienceandtechnology 年,卷(期):2007,35(8) 被引用次數:2次 參考文獻(2條) 1.《塑料模具設計手冊》編寫組塑料模具設計手冊2000 2.馮炳堯;韓泰榮;蔣文森模具設計與制造簡明手冊1998 引證文獻(2條) 1.李金國.林康車燈反射體快速建模及注塑模設計[期刊論文]-輕工機械2009(2) 2.段武茂.胡琪.蔣育華噴霧器噴頭注塑模設計[期刊論文]-塑料科技2008(2) 本文鏈接:http://d.g.wanfangdata.com.cn/periodical_slkj20
 節能燈燈頭的注塑模設計
節能燈燈頭的注塑模設計 節能燈燈頭的注塑模設計
格式:pdf
大小:651KB
頁數:4P
4.4
分析了節能燈燈頭塑料件的工藝特點,針對塑料件的實際情況,采用1模4腔,塑料件中間的螺紋段采用組合式型環來成型,塑料件底部的4個內側卡扣采用斜頂抽芯機構成型,以解決塑料件內部空間不足、難以設置側抽芯機構的問題。
二階響應面模型車燈燈體注塑工藝熱門文檔
汽車車燈開關插件的注塑模設計
格式:pdf
大小:678KB
頁數:26P
4.5
江蘇財經職業技術學院 綜合畢業實踐說明書(論文) 標題:汽車車燈開關插件的注塑模設計 系別:機電工程系 專業:模具設計與制造 學號:0810403223 姓名:孫曉亮 指導教師:陳青云 2011年5月15日 1 摘要 本課題主要是針對汽車車燈開關插件的注塑模設計,通過對插件進行工藝的分析和 比較,最終設計出一副注塑模具。此課題從汽車插件的工藝性,具體模具出發對汽車車 燈開關插件的注塑模具結構出發,對模具的澆注系統,產品的在模具行腔里的成形結構, 頂針面板的頂出系統,模具動定模的水路冷卻系統,注塑機型號的選擇都有詳細的設計。 與此同時,本課題還編出了產品簡單的加工工藝流程。整個汽車車燈開關插件的注塑模 設計過程表明該模具能達到產品所要求的加工工藝。即設計一副注塑模具來生產汽車車 燈開關插件的產品,以實現機電一體
后燈遮光罩澆口改進及注塑工藝設定 后燈遮光罩澆口改進及注塑工藝設定
格式:pdf
大小:1.5MB
頁數:4P
4.7
后燈遮光罩是用bayer公司共聚碳酸脂apec料制造,通過對apec與標準pc作工藝比較和介紹,圍繞遮光罩產品特點,對原來的澆口兩點進料改為一點進料,進行必要注塑成型加工射膠量計算和工藝調整,并對成型工藝進行介紹。經生產實踐驗證,工藝參數設定符合生產需要,操作可行,遮光罩產品能得到用戶的認同。
重量法在燈具外罩注塑工藝中應用 重量法在燈具外罩注塑工藝中應用
格式:pdf
大小:861KB
頁數:4P
4.5
燈具外罩是用透明有機玻璃料制作,本文通過對嵌件和外罩注塑的介紹,圍繞外罩產品特點,進行必要產品重量的控制,用重量控制法達到產品質量。經生產實踐驗證,重量控制法能滿足外罩成型要求,符合生產需要,操作簡便可行,產品能得到用戶的認同。
 基于響應面模型的鋁合金壁板擠壓成形優化設計
基于響應面模型的鋁合金壁板擠壓成形優化設計 基于響應面模型的鋁合金壁板擠壓成形優化設計
格式:pdf
大小:701KB
頁數:4P
4.4
針對鋁合金壁板擠壓成形中出現的擠壓能耗過大、制品缺陷問題,對6063鋁合金壁板擠壓過程進行多目標優化設計。結合正交試驗設計和響應面設計方法,建立擠壓成形參數與評價指標的二階響應面模型。運用遺傳算法和模擬退火算法,實施最優個體保留策略,開發出遺傳模擬退火程序,對響應面模型進行尋優,獲得24組pareto最優解。通過定義滿意度函數,選出了符合要求的滿意解。為驗證優化結果的真實性,對滿意解進行仿真驗證,仿真結果與優化結果相吻合。
二階響應面模型車燈燈體注塑工藝精華文檔
基于CAE燈罩注塑模具設計與注塑工藝 基于CAE燈罩注塑模具設計與注塑工藝
格式:pdf
大小:6.2MB
頁數:5P
4.7
借助于cae的moldflow軟件,對燈罩制件二腔對稱方向布局的澆注系統進行了填充分析;根據成型制件最小變形率,選擇了成型材料,通過正交試驗方法,對模具溫度、熔體溫度、注射壓力和保壓時間等工藝參數進行了選擇;并調整優化了保壓曲線。
車燈面罩二次分型注射模設計與CAE分析 車燈面罩二次分型注射模設計與CAE分析
格式:pdf
大小:1.2MB
頁數:4P
4.4
介紹了車燈面罩注射模結構,利用moldflow軟件對塑件進行了澆口位置分析和流動分析,設計了合理的二次分型和內外抽芯機構、冷卻系統和頂出系統等,達到了預期目的和要求。
PC注塑工藝設計
格式:pdf
大小:38KB
頁數:6P
4.4
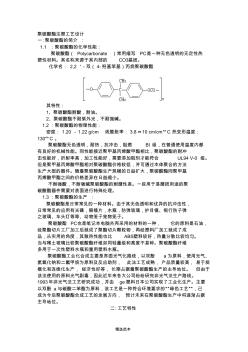
精選范本 聚碳酸酯注塑工藝設計 一:聚碳酸酯的簡介: 1.1:聚碳酸酯的化學性能: 聚碳酸酯(polycarbonate)常用縮寫pc是一種無色透明的無定性熱 塑性材料。其名稱來源于其內部的co3基團。 化學名:2,2'-雙(4-羥基苯基)丙烷聚碳酸酯 其特性: 1、聚碳酸酯耐酸,耐油。 2、聚碳酸酯不耐紫外光,不耐強堿。 1.2:聚碳酸酯的物理性能: 密度:1.20-1.22g/cm線膨脹率:3.8×10cm/cm°c熱變形溫度: 130°c。 聚碳酸酯無色透明,耐熱,抗沖擊,阻燃bi級,在普通使用溫度內都 有良好的機械性能。同性能接近聚甲基丙烯酸甲酯相比,聚碳酸酯的耐沖 擊性能好,折射率高,加工性能好,需要添加阻劑才能符合ul94v-0級。 但是聚甲基丙烯酸甲酯相對聚碳酸酯價格較低,并可通過本體聚合的方法 生產大型的器件。隨著聚碳酸酯

PPS注塑工藝
格式:pdf
大小:201KB
頁數:11P
4.4
-1- 、 sciengytm pps成型工藝 山東賽恩吉新材料有限公司 shandongsciengynewmaterialsco.,ltd -2- 1、導言 sciengytm是一種具有如下結構式的全新線型pps樹脂 (polyphenylenesulfide=聚苯硫醚)。 與普通pps樹脂相比,sciengy?具有同等或更好的耐熱性、阻燃性、耐藥品 性、尺寸穩定性等,同時還因其線型高分子結構而具備下列優點: 1)拉伸度和沖擊強度大,pps樹脂的易碎性(迄今被看作pps樹脂的缺點)得到大 幅改善。 2)離子性雜質少,也可用于有嚴格電氣特性要求的領域。 3)熱穩定性良好,易于成型加工。 4)熔合強度大,二次加工性(扭轉、壓入等)良好。 5)接近白色,可以著色。 2、成型條件 2.1預干燥 雖然sciengytm吸濕性較弱

結構可靠度分析的全局響應面法研究
格式:pdf
大小:144KB
頁數:6P
4.4
對功能函數不能明確表達的可靠度分析問題,常采用響應面法。本文提出把響應面區分為局部響應面和全局響應面。常用的二次多項式響應面及常規的神經網絡響應面均屬于局部響應面,其僅在驗算點附近(±σ)處與真實極限狀態曲面符合較好。本文提出的全局神經網絡及模糊神經網絡響應面、改進全局神經網絡及模糊神經網絡響應面則屬于全局響應面,其在全局范圍均與真實極限狀態曲面符合良好,故其對全局有較好預測效果。文中對以上各種響應面法計算效果及其對全局預測效果通過算例進行了對比分析,其中改進全局神經網絡及模糊神經網絡響應面法計算精度較好,進行有限元分析次數最少,該方法用于大型復雜結構的可靠度分析,可相應提高工作效率和解題質量。
二階響應面模型車燈燈體注塑工藝最新文檔
響應面法優化荔枝渣發酵生產酒精的工藝條件 響應面法優化荔枝渣發酵生產酒精的工藝條件
格式:pdf
大小:860KB
頁數:5P
4.5
對荔枝渣酒精發酵工藝進行研究,探討發酵ph值、發酵溫度、發酵時間對酒精產量的影響,并在單因素試驗的基礎上,應用designexpert7.1.1軟件技術,以酒精產量為指標利用響應面法對荔枝渣酒精發酵的條件進行優化。結果表明,最佳工藝條件為發酵時間70h、發酵ph4.6、發酵溫度33℃,在此條件下進行發酵驗證實驗,酒精產量達到8.99ml/100g。
車燈線光源的優化設計模型 車燈線光源的優化設計模型
格式:pdf
大小:390KB
頁數:2P
4.6
汽車車燈的線光源長度的優化設計是一個實際生產中的問題。在給定的條件下,給出了數學模型,求得其值是4.12mm。同時給出了在測試屏上的反射光的亮區。
車燈線光源的優化設計模型 車燈線光源的優化設計模型
格式:pdf
大小:835KB
頁數:5P
4.8
本文主要研究了車燈線光源長度在滿足光照強度的設計要求和功率節能的最優解策略。分別用正向光線追跡、逆向光線追跡、方程組模型求解,得到的結果基本一致,但計算復雜度逐級下降、求解精度逐級上升,最后得出線性光源長度為4.060(mm)。最后,對設計規范從照射車距(安全性)、視認度(駕駛員)、車燈功率(節能原則)來評價其合理性。
車燈線光源優化設計的數學模型和求解 車燈線光源優化設計的數學模型和求解
格式:pdf
大小:1.0MB
頁數:9P
4.7
本文應用光學反射原理推導了車燈線光源一次反射到測試屏上任意點時對應的反射曲線應滿足的方程和計算反射的能量時需要的積分上下限的確定方法,從而給出了光源優化模型的解析求解方法,用maple繪制了5種對應不同測點的反射曲線,對問題1給出了解析計算結果.
車燈線光源設計的數學模型 車燈線光源設計的數學模型
格式:pdf
大小:122KB
頁數:3P
4.7
從汽車頭部車燈內線光源發射的光線出發,計算出直射光線總功率與反射光線總功率之比,以及直射光線與反射光在測試屏上的亮區。運用微積分、物理光學及空間解析幾何知識進行計算得到形象、直觀的結果,為汽車頭燈設計提供了理論依據。本模型的重要結論:直射總功率與反射光總功率之比值為0.69353114;直射光的亮區面積為62549.57029(m2)。
微車后燈外罩注塑工藝優化 微車后燈外罩注塑工藝優化
格式:pdf
大小:492KB
頁數:未知
4.4
燈具外罩通常用透明pmma制作,外罩采用兩次注塑成型,先做成嵌件,然后把嵌件放在另一副模具中注塑合成,通過對嵌件、外罩注塑成型工藝等的介紹,圍繞外罩產品特點,進行產品重量的控制,用重量控制法達到產品質量。經生產實踐驗證,用重量控制法優化工藝能滿足外罩成型要求,符合生產需要,操作簡便可行,產品能得到用戶的認同。
響應面法優化丙酮縮甘油合成工藝的研究 響應面法優化丙酮縮甘油合成工藝的研究
格式:pdf
大小:313KB
頁數:未知
4.3
以甘油和丙酮為原料,對甲苯磺酸催化合成丙酮縮甘油。以響應面法優化合成工藝,考察物料比(甘油/丙酮)、反應時間、催化劑用量對丙酮縮甘油的得率的影響。結果表明,最佳合成條件為:物料比(甘油∶丙酮)為1∶5(摩爾比),催化劑用量為甘油用量的5%,反應時間5.5h。在該工藝條件下,縮甘油的得率為90.52%。
基于數學模型構建的車燈線光源優化設計 基于數學模型構建的車燈線光源優化設計
格式:pdf
大小:172KB
頁數:未知
4.7
本文依據2002"高教社杯"全國大學生數學建模競賽a題提供的資料,對車燈線光源的優化設計進行后續研究。按照設計規范要求設計,以車燈線光源功率最小為優化目標,將線光源分為若干點光源,通過車燈罩內壁反射點設計,運用微元法對線光源的長度進行討論,并進行相應數值分析、檢驗,構建車燈優化設計數學模型。
響應面法優化軟包裝風味魚的加工工藝 響應面法優化軟包裝風味魚的加工工藝
格式:pdf
大小:1.2MB
頁數:7P
4.6
采用響應面法優化了風味魚的加工工藝參數.通過對鹽漬時間、鹽漬濃度、鹵制時間以及殺菌溫度和時間的研究,確定風味魚塊的加工方法為:新鮮魚切塊后,采用4%的食鹽在常壓下鹽漬3.8h或真空下鹽漬100min,清洗瀝干,再用一定比例的調味液鹵制89min,瀝干后送入鼓風干燥箱中進行階段干燥(溫度為30℃,干燥30min,升溫至50℃干燥30min,最后升至100℃干燥2h),取出冷卻后進行真空包裝,在115℃-118℃的條件下殺菌20min,得到的軟包裝風味魚具有外觀好、香味濃郁、耐咀嚼等特點.
響應面分析法優化荔枝核總黃酮提取工藝的研究 響應面分析法優化荔枝核總黃酮提取工藝的研究
格式:pdf
大小:935KB
頁數:3P
4.7
利用響應面分析法優化荔枝核總黃酮提取工藝。以提取時間,提取溫度及乙醇濃度為響應因子,總黃酮提取得率為響應值,做三因素三水平響應面分析,經方差分析響應面模型與驗證模型二者差異不顯著。
二階響應面模型車燈燈體注塑工藝相關
文輯推薦
知識推薦
百科推薦


職位:現場給排水工程師
擅長專業:土建 安裝 裝飾 市政 園林


