




編輯推薦下載
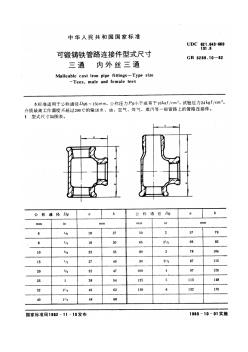
鍛鑄鐵管路連接件型式尺寸外方管帽精華文檔
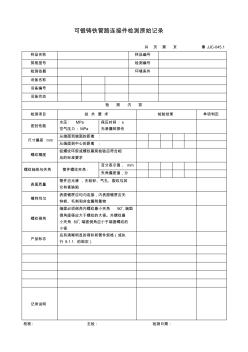
【工程通用表格】可鍛鑄鐵管路連接件檢測原始記錄
格式:pdf
大小:24KB
頁數:1P
 4.5
4.5
可鍛鑄鐵管路連接件檢測原始記錄 共頁第頁魯jjc-045.1 樣品名稱樣品編號 規格型號檢測編號 檢測依據環境條件 設備名稱 設備編號 設備狀態 檢測內容 檢測項目技術要求檢驗結果單項判定 密封性能 水壓:mpa 空氣壓力:mpa 保壓時間:s 無滲漏和損傷 尺寸偏差mm 從端面到端面的距離: 從端面到中心的距離: 螺紋精度 經螺紋環規或螺紋塞規檢驗應符合相 應的標準要求 螺紋軸線與夾角管件螺紋夾角: 百分表示值,mm 夾角偏差值,分 表面質量 管件應光滑,無粘砂、氣孔、裂紋與其 它有害缺陷 鍍鋅均勻 表面鍍層應均勻連接,內表面鍍層應無 鋅疤、毛刺和非金屬附著物 螺紋倒角 端面必須倒角內螺紋最小夾角90o,端面 倒角直徑應大于螺紋的大徑。外螺紋最 小夾角60o,端面倒角應小于端面螺紋的 小徑 產
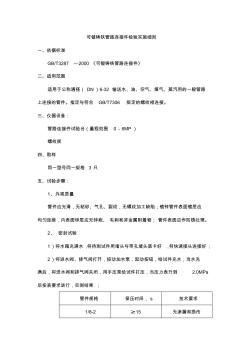
可鍛鑄鐵管路連接件檢驗實施細則
格式:pdf
大小:15KB
頁數:2P
4.6
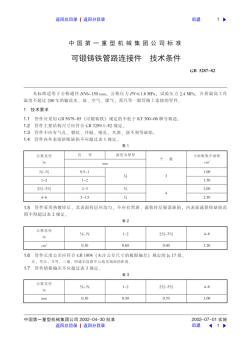
可鍛鑄鐵管路連接件檢驗實施細則 一、依據標準 gb/t3287—2000《可鍛鑄鐵管路連接件》 二、適用范圍 適用于公稱通徑(dn)6-32輸送水、油、空氣、煤氣、蒸汽用的一般管路 上連接的管件。指定與符合gb/t7306規定的螺紋相連接。 三、儀器設備: 管路連接件試驗臺(量程范圍0-6mp) 螺紋規 四、取樣 同一型號同一規格3只 五、試驗步驟: 1、外觀質量 管件應光滑,無粘砂、氣孔、裂紋,無螺紋加工缺陷;鍍鋅管件表面鍍層應 均勻連續,內表面鋅層應無鋅疤、毛刺和非金屬附著物;管件表面應作防銹處理。 2、密封試驗 1)將水箱充滿水,將待測試件用堵頭與帶孔堵頭裝卡好,將快速接頭連接好; 2)將進水閥、排氣閥打開,按動加水泵,起動按鈕,給試件充水,當水充 滿后,將進水閥和排氣閥關閉,用手壓泵給試件打壓,當壓力表升到2.0mpa 后按表要求進行,目測結果;
 可鍛鑄鐵管路連接件澆冒系統設計
可鍛鑄鐵管路連接件澆冒系統設計 可鍛鑄鐵管路連接件澆冒系統設計
格式:pdf
大小:440KB
頁數:未知
4.4
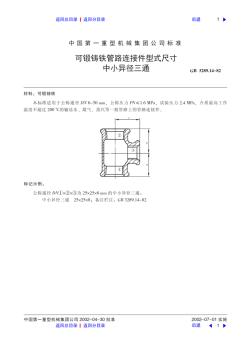
本文根據可鍛鑄鐵管路連接件型式尺寸已系列化的特點,經過幾年的生產實踐,對濕型手工造型用澆冒系統,總結出一套比較合理的設計方法和系列尺寸,從而簡化設計程序。
白心可鍛鑄鐵管路連接件生產技術的研究 白心可鍛鑄鐵管路連接件生產技術的研究
格式:pdf
大小:126KB
頁數:3P
4.4
研究了開發了一種使用罩式電阻爐、采用氣相脫碳法生產白心可鍛鑄鐵管路連接件的先進技術。同時探討了這種鑄件的化學成分、熔煉工藝以及影響脫碳處理的諸因素。
鍛鑄鐵管路連接件型式尺寸外方管帽最新文檔
淺析可鍛鑄鐵管路連接件在城市燃氣工程中的使用及測試方法 淺析可鍛鑄鐵管路連接件在城市燃氣工程中的使用及測試方法
格式:pdf
大小:165KB
頁數:2P
4.5
本文主要突出對可鍛鑄鐵管路連接件在城市天然氣工程中的使用與綜合技術模式,并結合相應的技術進行創新運用,注重關鍵點的應用。

不銹鋼連接件角鐵連接件
格式:pdf
大小:289KB
頁數:2P
4.5
慧采科技http://www.***.*** 不銹鋼連接件角鐵連接件 http://www.***.***/goods-649538 protectacablog鋼纜抓鎖器鋼纜抓鎖器適合8mm鋼纜ac350訂貨號: hc00649538 折扣價¥****.56 銷售價¥924.00 保泰特 訂貨號:hc00649538 型號規格:中國 百度搜索:"慧采科技"查看折扣價 產品包裝尺寸 長:290mm 寬:220mm 高:100mm 重量:1kg 產品參數 類別自動鋼纜抓鎖器 適用情況8mm鋼纜 慧采科技http://www.***.*** 不銹鋼連接件角鐵連接件 http://www.***.***/goods-649538
無擴口管路連接件的制造工藝技術研究 無擴口管路連接件的制造工藝技術研究
格式:pdf
大小:232KB
頁數:未知
4.7
結合無擴口管路連接件的結構特點及材料特性,重點研究了管套數控加工及導管成形擠壓的關鍵工藝,解決了無擴口管路連接件制造技術中的難點,并對無擴口管路連接件性能進行了相關試驗,實驗結果滿足各項性能指標要求。試驗表明:改進后的工藝不僅提高了無擴口管路連接件的精度和可靠性,而且大大提高了生產能力和生產效率,具有很高的推廣價值。
28表6-8鋼管、鑄鐵管接口工作坑開挖尺寸
格式:pdf
大小:64KB
頁數:1P
4.7
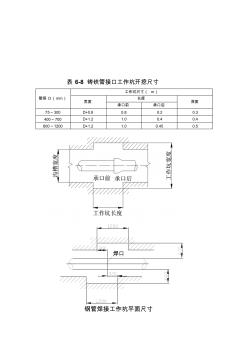
表6-8鑄鐵管接口工作坑開挖尺寸 管徑d(mm) 工作坑尺寸(m) 寬度 長度 深度 承口前承口后 75~300d+0.80.80.20.3 400~700d+1.21.00.40.4 800~1200d+1.21.00.450.5 焊口 鋼管焊接工作坑平面尺寸
一種對管路連接件螺紋端面壁厚差的測試方法 一種對管路連接件螺紋端面壁厚差的測試方法
格式:pdf
大小:144KB
頁數:未知
4.5
通常,我們用游標卡尺測量可鍛鑄鐵管路連接件的螺紋端面壁厚差。但由于連接件端面有凸沿,會影響游標卡尺測量數據的可靠性。為此,筆者經過多次實踐,提出用外徑千分尺加附件的測量方法。
 鈦合金管路連接件的搭接氬弧焊工藝
鈦合金管路連接件的搭接氬弧焊工藝 鈦合金管路連接件的搭接氬弧焊工藝
格式:pdf
大小:650KB
頁數:4P
4.7
針對以往鈦合金管路連接件氬弧焊易產生的脆化、裂紋、氣孔等缺陷,通過工藝試驗及實際生產應用,分析了影響焊縫質量的主要因素,采取相應的措施,總結出一套行之有效的直流氬弧焊生產工藝。

鍛鑄鐵管路連接件型式尺寸外方管帽相關
文輯推薦
知識推薦
百科推薦


職位:城市建設機械員
擅長專業:土建 安裝 裝飾 市政 園林


