

低壓鑄造工藝在變矩器機(jī)芯鑄件上應(yīng)用
格式:pdf
大小:707KB
頁(yè)數(shù):2P
人氣 :82
 4.8
4.8
低壓鑄造是將模具放在密閉的保溫爐上面,型腔通過(guò)升液管與爐膛里的金屬液相通。工作時(shí)向爐膛中加入帶壓力的空氣,金屬液會(huì)從升液管中流入型腔。待金屬液凝固后,將爐膛中的壓縮空氣釋放,未凝固的金屬液從升液管中流回到爐中。變矩器機(jī)芯中的鋁輪、葉片采用低壓鑄造技術(shù)有四大優(yōu)點(diǎn):第一,鑄件組織致密,力學(xué)性能好;第二,工藝出品率高,目前我公司鑄造廠(chǎng)壓鑄件工藝出品率在93%以上,同種產(chǎn)品重力鑄造的工藝出品率在



復(fù)雜箱體鑄件低壓鑄造工藝改進(jìn)
格式:pdf
大小:1.1MB
頁(yè)數(shù):2P
針對(duì)鑄件在低壓鑄造過(guò)程中產(chǎn)生的氣孔、縮松等情況,通過(guò)對(duì)原工藝的缺點(diǎn)分析,針對(duì)其缺點(diǎn)以及鑄件特點(diǎn)提出了新的設(shè)計(jì)方案,成功解決了鑄件氣孔及縮松等缺陷,生產(chǎn)出滿(mǎn)足使用要求的優(yōu)質(zhì)鑄件.
 盤(pán)類(lèi)鋁合金鑄件低壓鑄造工藝優(yōu)化??
盤(pán)類(lèi)鋁合金鑄件低壓鑄造工藝優(yōu)化?? 盤(pán)類(lèi)鋁合金鑄件低壓鑄造工藝優(yōu)化??
格式:pdf
大小:599KB
頁(yè)數(shù):4P
通過(guò)改善合金充型及凝固條件,對(duì)鋁合金盤(pán)類(lèi)鑄件低壓鑄造工藝方案進(jìn)行優(yōu)化,消除了鑄件表面類(lèi)似“折疊”缺陷,獲得了品質(zhì)優(yōu)良的鑄件。
編輯推薦下載
基于CAD/CAE的殼體鑄件低壓鑄造工藝設(shè)計(jì)
格式:pdf
大小:866KB
頁(yè)數(shù):4P
4.5
主要介紹殼體鑄件運(yùn)用cad/cae計(jì)算機(jī)技術(shù)進(jìn)行低壓鑄造工藝設(shè)計(jì)的過(guò)程、基于pro/e軟件的低壓鑄件三維cad模型設(shè)計(jì)和any-casting鑄造模擬軟件的cae工藝模擬。三維cad能夠使設(shè)計(jì)者比較直觀和容易地進(jìn)行鑄造工藝工裝設(shè)計(jì),cad模擬能夠使設(shè)計(jì)者在工藝階段預(yù)測(cè)缺陷部位,從而及時(shí)改進(jìn)工藝,提高工裝模具結(jié)構(gòu)的合理性和準(zhǔn)確性。

CAE技術(shù)在壓氣室鑄件低壓鑄造工藝設(shè)計(jì)中的應(yīng)用
格式:pdf
大小:1.6MB
頁(yè)數(shù):4P
4.3
結(jié)合鑄件質(zhì)量要求,基于鑄造數(shù)值模擬技術(shù),分析了低壓鑄造的充型凝固過(guò)程,預(yù)測(cè)了鑄件中的缺陷分布;最終通過(guò)試制,確保了壓氣室低壓鑄件質(zhì)量,為該件的順利生產(chǎn)奠定了基礎(chǔ)。
低壓鑄造工藝在變矩器機(jī)芯鑄件上應(yīng)用熱門(mén)文檔
雙升液管在低壓鑄造工藝中的應(yīng)用
格式:pdf
大小:132KB
頁(yè)數(shù):2P
4.8
三峽工程所需sf6氣體絕緣高壓電器產(chǎn)品用鑄造殼體,相當(dāng)一部分為回轉(zhuǎn)體復(fù)合結(jié)構(gòu)鑄件,重量在40kg以上,主體壁厚在15mm左右,連接法蘭厚度約為30~50mm,局部厚度達(dá)60mm,壁厚變化較大,并伴有各種高質(zhì)量要求的凸臺(tái)、法蘭密封面(槽),結(jié)構(gòu)形狀較為復(fù)雜,長(zhǎng)期承受0.7mpa的sf6氣體工作壓力,屬?gòu)?fù)雜耐壓薄壁零件。根據(jù)國(guó)外先進(jìn)經(jīng)驗(yàn),采用金屬型低壓鑄造工藝方法,可有效消除鑄件針孔缺陷,提高外觀形狀質(zhì)量[1,2]。但由于該類(lèi)鑄件較目前國(guó)內(nèi)金
飛機(jī)座艙鋁鑄件低壓鑄造工藝設(shè)計(jì)
格式:pdf
大小:720KB
頁(yè)數(shù):2P
4.7
1工藝方案設(shè)計(jì)1.1毛坯圖設(shè)計(jì)飛機(jī)座艙鑄件是i類(lèi)鑄件,采用zl116a合金,鑄件凈重為21kg,最大外廓尺寸為900mm×450mm×310mm,形狀不規(guī)則(如圖1),鑄造工藝設(shè)計(jì)難度較大。鑄件內(nèi)外表面全加工,整體上留4mm余量,為便于模具設(shè)計(jì),將側(cè)面的臺(tái)階與大平面取平。根據(jù)生產(chǎn)經(jīng)驗(yàn),選擇1%的收縮率。
離合器殼體低壓鑄造工藝優(yōu)化
格式:pdf
大小:409KB
頁(yè)數(shù):2P
4.4
分析了離合器殼體鑄件的結(jié)構(gòu),研究了低壓鑄造離合器殼體鑄件工藝的難點(diǎn)。通過(guò)增加保溫冒口、調(diào)整涂層厚度、設(shè)置預(yù)鑄孔、優(yōu)化澆注系統(tǒng)、調(diào)整澆注參數(shù)等多種手段,解決了離合器殼體鑄件厚大部位的鑄造缺陷問(wèn)題,生產(chǎn)出滿(mǎn)足使用要求的合格鑄件。

大型薄壁鋁合金鑄件的低壓鑄造工藝設(shè)計(jì)
格式:pdf
大小:846KB
頁(yè)數(shù):3P
4.7
針對(duì)航天各型號(hào)結(jié)構(gòu)用大型薄壁鋁合金鑄件的結(jié)構(gòu)特點(diǎn)和內(nèi)部質(zhì)量要求,結(jié)合低壓鑄造的工藝要求和生產(chǎn)實(shí)踐,從加工余量和鑄造斜度、澆注系統(tǒng)、冷鐵結(jié)構(gòu)、排氣結(jié)構(gòu)和冒口的設(shè)計(jì)等方面進(jìn)行了分析和總結(jié),特別是提出了縫隙式內(nèi)澆道上端設(shè)置暗冒口的工藝設(shè)計(jì),有效地改進(jìn)了鑄件的內(nèi)部質(zhì)量。
樹(shù)脂砂低壓鑄造工藝研究與應(yīng)用
格式:pdf
大小:1.1MB
頁(yè)數(shù):7P
4.4
研究了樹(shù)脂砂低壓鑄造工藝?yán)碚撆c原理,結(jié)合工藝試驗(yàn)得到了鋁合金zl104渦輪泵出口管樹(shù)脂砂低壓鑄造工藝規(guī)范.采用該工藝規(guī)范制造的鋁合金zl104渦輪泵出口管已用于cz-5和cz-7運(yùn)載火箭液氧煤油液體火箭發(fā)動(dòng)機(jī)之中,cz-5和cz-7運(yùn)載火箭已通過(guò)了飛行考核,液氧煤油液體火箭發(fā)動(dòng)機(jī)工作正常.由此表明:鋁合金zl104渦輪泵出口管樹(shù)脂砂低壓鑄造工藝是合理、正確和有效的.
低壓鑄造工藝在變矩器機(jī)芯鑄件上應(yīng)用精華文檔
石膏型低壓鑄造工藝規(guī)程的研究與應(yīng)用
格式:pdf
大小:625KB
頁(yè)數(shù):4P
4.7
基于低壓鑄造生產(chǎn)要求,對(duì)石膏型制備與烘干工藝、合金熔煉與澆注工藝進(jìn)行研究,升液管預(yù)熱有利于均勻噴涂涂料,升液管口平面上放置石棉墊板和過(guò)濾網(wǎng)片可提高服役壽命。旨在為薄壁葉片和大型復(fù)雜薄壁鑄造鋁合金鑄件的生產(chǎn)提供科學(xué)依據(jù)。

ZL205A合金殼體鑄件低壓鑄造工藝研究
格式:pdf
大小:816KB
頁(yè)數(shù):3P
4.6
以低壓鑄造成形zl205a合金殼體件作為研究對(duì)象,采用數(shù)值模擬方法,研究了殼體鑄件低壓鑄造過(guò)程溫度場(chǎng)及縮孔、縮松缺陷隨工藝方案的變化規(guī)律。結(jié)果表明,采用冷鐵及冒口,縫隙式澆口由8個(gè)增加到10個(gè),補(bǔ)縮距離由200mm減小到157mm,鑄件的溫度場(chǎng)分布合理,鑄件缺陷部位的縮松傾向明顯減小,模擬結(jié)果與試驗(yàn)結(jié)果對(duì)比,表明采用冒口結(jié)合冷鐵的工藝方案合理可行。
壓鑄式低壓鑄造工藝過(guò)程與工裝設(shè)備
格式:pdf
大小:121KB
頁(yè)數(shù):1P
4.4
低壓鑄造工藝由于具有平穩(wěn)底注充型、低壓力下結(jié)晶的特點(diǎn),對(duì)于易氧化合金,能獲得高質(zhì)量、高合格率的鑄件,并能提高金屬液體利用率,因而在有
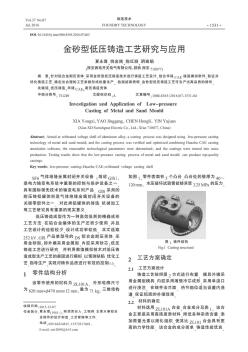
金砂型低壓鑄造工藝研究與應(yīng)用??
格式:pdf
大小:765KB
頁(yè)數(shù):4P
4.7
針對(duì)鋁合金耐壓殼體,采用金砂型低壓鑄造技術(shù)進(jìn)行鑄造工藝設(shè)計(jì),結(jié)合華鑄cae鑄造模擬軟件,驗(yàn)證并優(yōu)化鑄造工藝,確定出合理的工藝參數(shù)形成批量生產(chǎn)。檢測(cè)結(jié)果表明,金砂型低壓鑄造工藝可生產(chǎn)出高品質(zhì)的鑄件。

鋁合金渦輪低壓鑄造工藝的改進(jìn)
格式:pdf
大小:121KB
頁(yè)數(shù):2P
4.6
鋁合金渦輪是鐵路機(jī)車(chē)上的重要配件,其零件如圖1所示。鑄件重為42kg,結(jié)構(gòu)復(fù)雜,要求在0.5mpa壓力下進(jìn)行水壓試驗(yàn),保壓5min不許有任何泄漏。此鑄件壁厚不均勻,薄壁處的葉片3.4mm,厚壁處70~90mm,葉片不能有冷隔、缺肉、相互串通等缺陷,增加了鑄造生產(chǎn)的難度。對(duì)這種高氣密性的要求,決定了鑄件內(nèi)部不得有任何影響氣密性的砂眼、氣孔、縮孔和縮松等鑄造缺陷。鋁合金渦輪鑄件是采用樹(shù)脂砂砂芯、金屬型低壓鑄造工藝生產(chǎn)的,以往在生產(chǎn)過(guò)程中由于工藝
低壓鑄造工藝在變矩器機(jī)芯鑄件上應(yīng)用最新文檔
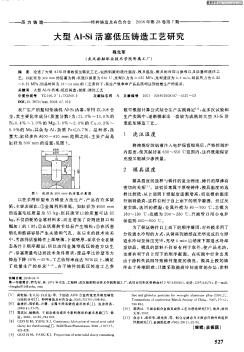
大型Al-Si活塞低壓鑄造工藝研究
格式:pdf
大小:114KB
頁(yè)數(shù):2P
4.6
論述了大型al-si活塞的低壓鑄造工藝,包括鋁液的澆注溫度、模具溫度、模具的冷卻與涂料以及活塞的澆注工藝。以缸徑為300mm的活塞為例,在澆注溫度為640℃、充型壓力為0.025mpa、充型速度為0.4m/s、結(jié)晶壓力為0.22~0.25mpa、結(jié)晶時(shí)間為13~14min的工藝條件下,其生產(chǎn)效率和產(chǎn)品品質(zhì)均達(dá)到批量生產(chǎn)的要求。
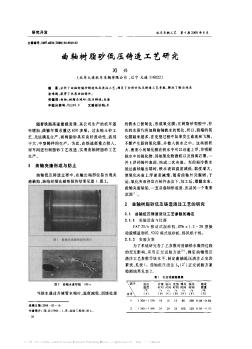
曲軸樹(shù)脂砂低壓鑄造工藝研究
格式:pdf
大小:333KB
頁(yè)數(shù):2P
4.5
分析了曲軸樹(shù)脂砂鑄造低壓澆注工藝,確定了合理的低壓鑄造工藝參數(shù),解決了輸出端夾渣難題,獲得了優(yōu)質(zhì)曲軸鑄件。
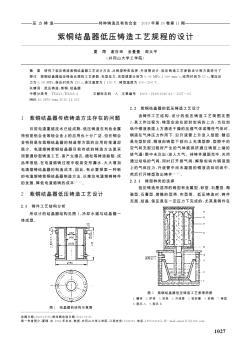
紫銅結(jié)晶器低壓鑄造工藝規(guī)程的設(shè)計(jì)
格式:pdf
大小:145KB
頁(yè)數(shù):4P
4.6
研究了低壓鑄造紫銅結(jié)晶器工藝設(shè)計(jì)方法,從鑄型種類(lèi)選擇、升液管設(shè)計(jì)、低壓鑄造工藝參數(shù)設(shè)計(jì)等方面進(jìn)行了探討。紫銅結(jié)晶器低壓鑄造合理的工藝參數(shù):充型壓力、充型速度分別為0.06mpa、1000mm/s,結(jié)殼時(shí)間為25s,增壓壓力為0.08mpa,保壓時(shí)間為120s,澆注溫度為1150℃,鑄型溫度為150~200℃。

離合器殼體砂型低壓鑄造工藝的研究
格式:pdf
大小:1.2MB
頁(yè)數(shù):6P
4.6
轎車(chē)變速箱離合器殼體屬于形狀復(fù)雜的薄壁鋁合金殼體,在以往的試制階段中采用砂型重力澆注,廢品率高。提出了采用砂型低壓鑄造工藝開(kāi)發(fā)離合器殼體毛坯的設(shè)想,通過(guò)研究離合器殼體的結(jié)構(gòu)特點(diǎn),結(jié)合低壓鑄造原理,設(shè)計(jì)低壓澆注工藝。利用計(jì)算機(jī)數(shù)值模擬驗(yàn)證和優(yōu)化工藝參數(shù),通過(guò)砂型低壓鑄造工藝開(kāi)發(fā)的毛坯具有制造成本低、周期短、廢品率低的特點(diǎn),并在某品牌轎車(chē)項(xiàng)目開(kāi)發(fā)中得以成功運(yùn)用。
數(shù)值模擬在鋁銅合金低壓鑄造工藝中的應(yīng)用
格式:pdf
大小:1.1MB
頁(yè)數(shù):4P
4.6
以某厚大zl205a合金鑄件為例,采用數(shù)值模擬的方法對(duì)鑄件低壓鑄造工藝中充型和凝固過(guò)程進(jìn)行模擬,分析了充型及凝固過(guò)程中溫度場(chǎng)的變化,并按模擬結(jié)果進(jìn)行了生產(chǎn),結(jié)果獲得了優(yōu)質(zhì)的鑄件。
探討鋁合金箱體低壓鑄造工藝 探討鋁合金箱體低壓鑄造工藝
格式:pdf
大小:180KB
頁(yè)數(shù):未知
4.6
本文作者結(jié)合工作經(jīng)驗(yàn),從鑄造工藝的重要性說(shuō)起,主要探討了鋁合金箱體實(shí)際鑄造工藝方面,具有一定的借鑒意義。
基于機(jī)械振動(dòng)的鋁合金低壓鑄造工藝研究 基于機(jī)械振動(dòng)的鋁合金低壓鑄造工藝研究
格式:pdf
大小:511KB
頁(yè)數(shù):3P
4.7
研究了鋁合金低壓鑄造凝固過(guò)程中機(jī)械振動(dòng)頻率和時(shí)間對(duì)zl101鋁合金組織、綜合力學(xué)性能的影響。結(jié)果表明:機(jī)械振動(dòng)使鋁合金的組織更加均勻細(xì)化;機(jī)械振動(dòng)頻率和時(shí)間均能影響鑄件的力學(xué)性能,且機(jī)械振動(dòng)頻率影響要大于機(jī)械振動(dòng)時(shí)間。當(dāng)機(jī)械振動(dòng)頻率為50hz、振動(dòng)時(shí)間為60s時(shí),鑄件的抗拉強(qiáng)度和伸長(zhǎng)率最大,分別為224.8mpa和3.9%;當(dāng)機(jī)械振動(dòng)時(shí)間為60s時(shí),振動(dòng)頻率從30hz提高到50hz,鑄件的抗拉強(qiáng)度和伸長(zhǎng)率分別提高了25.59%和20.0%。

銅合金衛(wèi)浴五金鑄件低壓鑄造工藝數(shù)值模擬
格式:pdf
大小:375KB
頁(yè)數(shù):4P
4.6
低壓鑄造是銅合金衛(wèi)浴五金件主要成形工藝之一,利用procast專(zhuān)業(yè)鑄造模擬軟件,研究了銅合金衛(wèi)浴五金件低壓鑄造充型和凝固過(guò)程,獲得了該產(chǎn)品低壓鑄造過(guò)程溫度場(chǎng)、流場(chǎng)。模擬結(jié)果顯示,初始方案在鑄件關(guān)鍵部位將產(chǎn)生明顯的縮孔、縮松現(xiàn)象。根據(jù)模擬結(jié)果和理論分析,改進(jìn)初始工藝方案,并對(duì)改進(jìn)后的工藝方案重新進(jìn)行數(shù)值模擬。結(jié)果表明,改進(jìn)后工藝方案明顯減少縮孔縮松缺陷;將改進(jìn)后的工藝方案投入試生產(chǎn),產(chǎn)品抽檢結(jié)果與模擬結(jié)果基本吻合。

大型鋁合金薄壁件低壓鑄造工藝模擬
格式:pdf
大小:544KB
頁(yè)數(shù):4P
4.6
采用有限元模擬仿真軟件結(jié)合正交實(shí)驗(yàn)方法,對(duì)鋁合金汽車(chē)座椅骨架低壓鑄造工藝進(jìn)行數(shù)值模擬,研究了低壓鑄造工藝參數(shù)對(duì)鑄件縮松縮孔、充型及凝固規(guī)律的影響。模擬結(jié)果表明,當(dāng)澆注溫度為720℃、充型加壓速率為920pa/s及模具預(yù)熱溫度為380℃時(shí)為最佳工藝參數(shù),鑄件縮孔孔隙率最小,且成形質(zhì)量最佳。
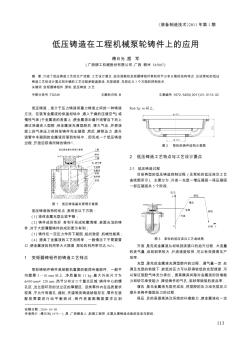
低壓鑄造在工程機(jī)械泵輪鑄件上的應(yīng)用
格式:pdf
大小:355KB
頁(yè)數(shù):3P
4.5
介紹了低壓鑄造工藝的生產(chǎn)流程、工藝設(shè)計(jì)要點(diǎn),結(jié)合裝載機(jī)變矩器鑄鋁件泵輪熱節(jié)分布分散的結(jié)構(gòu)特點(diǎn),論述泵輪的低壓鑄造工藝的設(shè)計(jì)要點(diǎn)和關(guān)鍵的工藝過(guò)程參數(shù)溫度場(chǎng)、充型速度、充型壓力3個(gè)方面的控制技術(shù)。
低壓鑄造工藝在變矩器機(jī)芯鑄件上應(yīng)用相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:巖土科研人員
擅長(zhǎng)專(zhuān)業(yè):土建 安裝 裝飾 市政 園林


