

低壓鑄造ZL201A鑄件缺陷分析及工藝優化
格式:pdf
大小:1.0MB
頁數:3P
人氣 :64
 4.7
4.7
針對鑄件在低壓鑄造過程中產生的裂紋、縮松缺陷的情況,分析了該鑄件產生缺陷的原因,通過采取優化澆注系統結構,增加內澆道,改變冷鐵材質,以及優化低壓鑄造參數等工藝措施,成功解決了鑄件縮松及裂紋等缺陷,生產出了滿足使用要求的鑄件。




ZL205A合金殼體鑄件低壓鑄造工藝研究
格式:pdf
大小:816KB
頁數:3P
以低壓鑄造成形zl205a合金殼體件作為研究對象,采用數值模擬方法,研究了殼體鑄件低壓鑄造過程溫度場及縮孔、縮松缺陷隨工藝方案的變化規律。結果表明,采用冷鐵及冒口,縫隙式澆口由8個增加到10個,補縮距離由200mm減小到157mm,鑄件的溫度場分布合理,鑄件缺陷部位的縮松傾向明顯減小,模擬結果與試驗結果對比,表明采用冒口結合冷鐵的工藝方案合理可行。
 某大型鋁鑄件的低壓鑄造
某大型鋁鑄件的低壓鑄造 某大型鋁鑄件的低壓鑄造
格式:pdf
大小:247KB
頁數:3P
介紹了大型鋁鑄件低壓鑄造技術,采用樹脂砂制芯、組芯,選用合理的工藝參數,充分利用機械設備,并且設計和制造金屬工裝,提高了生產效率,減輕了工人勞動強度,鑄件的良品率大幅提升。
編輯推薦下載
低壓鑄造盤形殼體鑄件的工藝優化
格式:pdf
大小:766KB
頁數:3P
4.5
結合鑄件質量問題,基于鑄造數值模擬技術,分析了低壓鑄造的充型凝固過程,預測了幾種改進工藝方案后鑄件中的缺陷分布;最終通過試制,確保了盤形殼體低壓鑄件質量,為該件的順利生產奠定了基礎。
典型鋁鑄件金屬型低壓鑄造的工藝實踐
格式:pdf
大小:132KB
頁數:2P
4.4
分析了鋁合金外殼鑄件的結構特點,確定了鑄件的澆注位置,在鑄造工藝設計中采取針對性措施,使鑄件品質大大提高.
低壓鑄造ZL201A鑄件缺陷分析及工藝熱門文檔
復雜箱體鑄件低壓鑄造工藝改進
格式:pdf
大小:1.1MB
頁數:2P
4.4
針對鑄件在低壓鑄造過程中產生的氣孔、縮松等情況,通過對原工藝的缺點分析,針對其缺點以及鑄件特點提出了新的設計方案,成功解決了鑄件氣孔及縮松等缺陷,生產出滿足使用要求的優質鑄件.
盤類鋁合金鑄件低壓鑄造工藝優化?? 盤類鋁合金鑄件低壓鑄造工藝優化??
格式:pdf
大小:599KB
頁數:4P
4.6
通過改善合金充型及凝固條件,對鋁合金盤類鑄件低壓鑄造工藝方案進行優化,消除了鑄件表面類似“折疊”缺陷,獲得了品質優良的鑄件。
基于CAD/CAE的殼體鑄件低壓鑄造工藝設計
格式:pdf
大小:866KB
頁數:4P
4.5
主要介紹殼體鑄件運用cad/cae計算機技術進行低壓鑄造工藝設計的過程、基于pro/e軟件的低壓鑄件三維cad模型設計和any-casting鑄造模擬軟件的cae工藝模擬。三維cad能夠使設計者比較直觀和容易地進行鑄造工藝工裝設計,cad模擬能夠使設計者在工藝階段預測缺陷部位,從而及時改進工藝,提高工裝模具結構的合理性和準確性。
ZL205A石膏型真空澆注與低壓鑄造比較
格式:pdf
大小:417KB
頁數:2P
4.5
對zl205a石膏型熔模鑄造不同澆注方法進行了對比實驗。結果可見,低壓鑄造方法要明顯優于真空澆注,鑄件密度、縮松缺陷、鑄態晶粒好于真空澆注,但由于低壓鑄造工序相對復雜,一般件可采用真空澆注,對于重要件或者批量較小鑄件應優先考慮低壓鑄造。

砂型低壓鑄造鑄件充型及凝固過程的研究
格式:pdf
大小:473KB
頁數:4P
4.8
采用低壓鑄造法澆注了壁厚為10mm與25mm的zl114a平板件,通過測定其溫度場研究了低壓鑄造條件下鑄件的充型與凝固特點。結果表明,對于25mm平板件,凝固過程中板內從升液管口至鑄件遠端形成了較大的溫度梯度,能夠實現典型的順序凝固,壓力通過升液管可始終作用于凝固補縮過程;對于10mm平板件,其凝固速度較快,鑄件整體傾向于同時凝固,補縮主要通過澆注系統在局部位置進行。對于10mm與25mm平板件,40mm/s的充型速度均能實現平穩充型與順序充填。
低壓鑄造ZL201A鑄件缺陷分析及工藝精華文檔
519法蘭鋁鑄件的低壓鑄造 519法蘭鋁鑄件的低壓鑄造
格式:pdf
大小:310KB
頁數:3P
4.3
519法蘭殼體是大型回轉體結構的氣密性鑄件,其外形尺寸為680mm×364mm,通過低壓鑄造的生產實踐表明,在模具溫度為300~350℃,充型壓力為0.3mpa,充型時間為20s,保壓壓力為0.8mpa,保壓時間為120s的條件下,可生產出優良鑄件,工藝出品率由砂型鑄造的50%提高到75%以上,鑄件一次氣密性檢漏合格率達98%以上。由于鑄件加工量比砂型鑄造工藝減少了5%以上,鑄件質量由52kg降低到36kg,每件減輕了16kg,僅此項每年可節約30萬元。
低壓鑄造機設計-低壓鑄造機 (2)
格式:pdf
大小:808KB
頁數:22P
4.5
-1- 1前言 1.1低壓鑄造機的發展趨勢及研究狀況 低壓鑄造最早由英國人e.f.lake于1910年提出并申請專利。其目的是解決 重力鑄造中澆注系統充型和補縮的矛盾。在重力鑄造中為了充型平穩,避免氣孔、夾 渣。一般都采用底鑄式,因此鑄型內溫度場分布不利于冒口補縮。低壓鑄造則巧妙地 利用坩堝內氣壓,將金屬液由下而上充填鑄型,在低氣壓下保持下澆道與補縮通道合 二為一,始終維持鑄型溫度梯度與壓力梯度的一致性,從而解決了重力鑄造中充型平 穩性與補縮的矛盾,而且使鑄件品質大大提高。低壓鑄造由于有較高的補縮壓力和溫 度梯度,有效地提高了厚大斷面鑄件的致密性。這一技術至今仍被應用于厚大斷面鑄 件的鑄造。 鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史。中國約 在公元前1700~前1000年之間已進入青銅鑄件的全盛期,工藝上已達到相當高的
低壓鑄造機設計-低壓鑄造機
格式:pdf
大小:808KB
頁數:22P
4.8
-1- 1前言 1.1低壓鑄造機的發展趨勢及研究狀況 低壓鑄造最早由英國人e.f.lake于1910年提出并申請專利。其目的是解決 重力鑄造中澆注系統充型和補縮的矛盾。在重力鑄造中為了充型平穩,避免氣孔、夾 渣。一般都采用底鑄式,因此鑄型內溫度場分布不利于冒口補縮。低壓鑄造則巧妙地 利用坩堝內氣壓,將金屬液由下而上充填鑄型,在低氣壓下保持下澆道與補縮通道合 二為一,始終維持鑄型溫度梯度與壓力梯度的一致性,從而解決了重力鑄造中充型平 穩性與補縮的矛盾,而且使鑄件品質大大提高。低壓鑄造由于有較高的補縮壓力和溫 度梯度,有效地提高了厚大斷面鑄件的致密性。這一技術至今仍被應用于厚大斷面鑄 件的鑄造。 鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史。中國約 在公元前1700~前1000年之間已進入青銅鑄件的全盛期,工藝上已達到相當高的
鑄鋁ZL205A石膏型低壓鑄造工藝計算機模擬
格式:pdf
大小:796KB
頁數:3P
4.3
利用viewcast軟件對某低壓石膏型zl205a鑄件鑄造過程進行了計算機模擬,獲得了鑄件充型、凝固過程溫度隨時間變化的分布圖,并對可能產生縮孔、縮松缺陷的位置進行了預測。模擬結果顯示,低壓鑄造充型過程中降溫不明顯,而熔液流經大截面時產生速度降;凝固過程中,熔體自頂向下形成逐層遞增的溫度梯度,利于熔體補縮。模擬結果與實際生產情況吻合較好。
低壓鑄造大型壁厚不均鑄件縮松的解決 低壓鑄造大型壁厚不均鑄件縮松的解決
格式:pdf
大小:800KB
頁數:4P
4.6
采用改進鑄造工藝促使鑄件實現順序凝固,在易出現缺陷處采取噴水激冷、增加冷鐵和冷銅等措施,解決了平均壁厚為6mm、壁厚差較大的低壓鑄造高壓電器基座大型鋁合金鑄件生產過程中出現的縮松問題,提高了鑄件品質,為大型壁厚不均鑄件的低壓鑄造生產提供了借鑒。
低壓鑄造ZL201A鑄件缺陷分析及工藝最新文檔
低壓鑄造大型壁厚不均鑄件縮松的解決 低壓鑄造大型壁厚不均鑄件縮松的解決
格式:pdf
大小:331KB
頁數:4P
4.6
針對平均壁厚為6mm而壁厚差較大的低壓大型鑄件生產過程中存在的縮松缺陷進行了分析,采用改進鑄造工藝促使鑄件實現順序凝固,在易出現缺陷處采取激冷、增加冷鐵等辦法,解決了低壓鑄造大型鋁合金件高壓電器基座生產過程中出現的縮松問題,提高了產品品質。為大型壁厚不均鑄件的低壓鑄造生產提供了可借鑒的有效途徑。
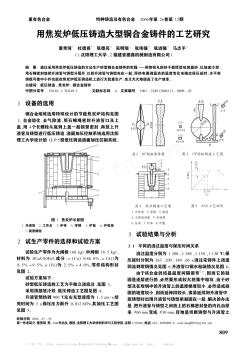
用焦炭爐低壓鑄造大型銅合金鑄件的工藝研究
格式:pdf
大小:824KB
頁數:4P
4.7
通過采用焦炭爐低壓鑄造的方法生產砂型銅合金鑄件的實踐——用摻鐵丸的砂子做厚壁處的面砂,以加速冷卻,用石棉密封墊把升液管與鑄型分隔開,以防升液管與鑄型凍在一起,用熱電偶測溫表的溫度變化來確定保壓延時,水平串鑄既可使中小件也能在焦炭爐低壓鑄造機上進行大批量生產,也又大大地提高了生產效率。

大型薄壁鋁合金鑄件的低壓鑄造工藝設計
格式:pdf
大小:846KB
頁數:3P
4.7
針對航天各型號結構用大型薄壁鋁合金鑄件的結構特點和內部質量要求,結合低壓鑄造的工藝要求和生產實踐,從加工余量和鑄造斜度、澆注系統、冷鐵結構、排氣結構和冒口的設計等方面進行了分析和總結,特別是提出了縫隙式內澆道上端設置暗冒口的工藝設計,有效地改進了鑄件的內部質量。

CAE技術在壓氣室鑄件低壓鑄造工藝設計中的應用
格式:pdf
大小:1.6MB
頁數:4P
4.3
結合鑄件質量要求,基于鑄造數值模擬技術,分析了低壓鑄造的充型凝固過程,預測了鑄件中的缺陷分布;最終通過試制,確保了壓氣室低壓鑄件質量,為該件的順利生產奠定了基礎。
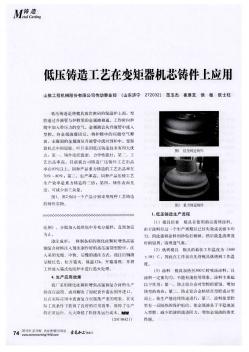
低壓鑄造工藝在變矩器機芯鑄件上應用
格式:pdf
大小:707KB
頁數:2P
4.8
低壓鑄造是將模具放在密閉的保溫爐上面,型腔通過升液管與爐膛里的金屬液相通。工作時向爐膛中加入帶壓力的空氣,金屬液會從升液管中流入型腔。待金屬液凝固后,將爐膛中的壓縮空氣釋放,未凝固的金屬液從升液管中流回到爐中。變矩器機芯中的鋁輪、葉片采用低壓鑄造技術有四大優點:第一,鑄件組織致密,力學性能好;第二,工藝出品率高,目前我公司鑄造廠壓鑄件工藝出品率在93%以上,同種產品重力鑄造的工藝出品率在
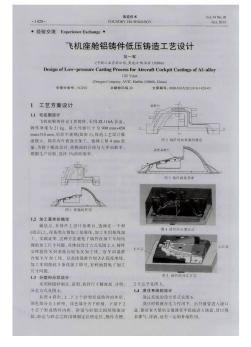
飛機座艙鋁鑄件低壓鑄造工藝設計
格式:pdf
大小:720KB
頁數:2P
4.7
1工藝方案設計1.1毛坯圖設計飛機座艙鑄件是i類鑄件,采用zl116a合金,鑄件凈重為21kg,最大外廓尺寸為900mm×450mm×310mm,形狀不規則(如圖1),鑄造工藝設計難度較大。鑄件內外表面全加工,整體上留4mm余量,為便于模具設計,將側面的臺階與大平面取平。根據生產經驗,選擇1%的收縮率。
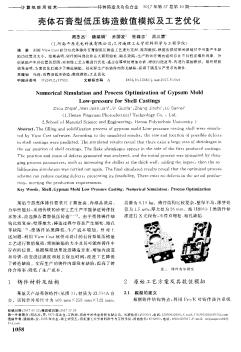
殼體石膏型低壓鑄造數值模擬及工藝優化
格式:pdf
大小:2.0MB
頁數:4P
4.4
利用viewcast軟件對殼體鑄件石膏型低壓鑄造工藝進行充型、凝固模擬,根據模擬結果預測鑄件中可能產生缺陷的位置及大小。結果表明,鑄件側耳部位存在大面積縮松、縮孔缺陷,生產的鑄件側面組織存在不同程度縮松現象。分析缺陷產生的位置及原因,對初始工藝方案進行優化,通過在厚壁處增加冷鐵、增設內澆道等,再進行凝固模擬。最終模擬結果表明,方案優化后減少了鑄造缺陷。經實際生產的鑄件內部無缺陷,獲得了滿足生產要求的鑄件。
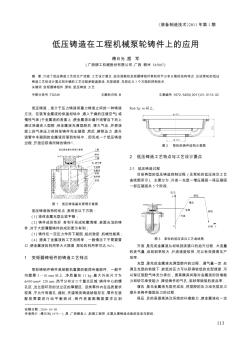
低壓鑄造在工程機械泵輪鑄件上的應用
格式:pdf
大小:355KB
頁數:3P
4.5
介紹了低壓鑄造工藝的生產流程、工藝設計要點,結合裝載機變矩器鑄鋁件泵輪熱節分布分散的結構特點,論述泵輪的低壓鑄造工藝的設計要點和關鍵的工藝過程參數溫度場、充型速度、充型壓力3個方面的控制技術。
鋅合金壓鑄件起泡缺陷分析
格式:pdf
大小:489KB
頁數:3P
4.5
鋅合金壓鑄件起泡缺陷分析 華南理工大學 吳春苗ξ 摘 要 介紹了鋅合金壓鑄件中最常見的起泡缺陷,分析了起泡產生的原因,提出了解決問題的辦法。 關鍵詞:鋅合金 壓鑄 起泡缺陷 analysisofblisterforzincalloydiecasting wuchunmiao 〗(huananuniversityofscienceandtechnology,guangzhou,chian) abstractthemostcommonblisterdefectsinzincalloydiecastingweredescribed.thereasonforthedefectforma2 tionwasanalyzedandanapproachtodefectdecreas
低壓鑄造ZL201A鑄件缺陷分析及工藝相關
文輯推薦
知識推薦
百科推薦


職位:工藝工程師
擅長專業:土建 安裝 裝飾 市政 園林


