

電泳涂漆原理及工藝
格式:pdf
大小:30KB
頁數(shù):3P
人氣 :65
 4.4
4.4
電泳涂 漆原理 及工 藝 一、原理: 電泳原理類似電鍍。工件放在電解液中,與電解液中另一電極分別接在直流電源兩端, 構(gòu)成電解電路。電解液為導(dǎo)電的水溶性或水乳化的涂料,涂料溶液中已被離解的陽離子 在電場力作用下向陰極移動,陰離子向陽極移動,這些帶電的樹脂離子,連同被吸附的 顏料粒子一起電泳到工件表面并失去電荷形成濕的涂層,這一過程稱為電泳。 二、特點: (一)電泳的優(yōu)點: 1、生產(chǎn)效率高。在各種涂漆方法中,電泳涂漆生產(chǎn)效率最高。只要將工件浸入涂料中, 幾分鐘之內(nèi)即可完成電泳涂漆過程,故適于大批量生產(chǎn),且易于實現(xiàn)自動化生產(chǎn)。 2、涂層質(zhì)量好。只要電泳設(shè)備、工藝正常,電泳漆層表面均勻,漆膜緊密,與工件附 著力好,不會出現(xiàn)流痕、不均勻等缺陷。 3、節(jié)約原材料。電泳涂漆,材料利用率一般可達85%以上,比噴漆要省 40%。原材料可得 到充分利用。 4、勞動條件好。電泳涂漆電解液溶劑是水,不存在易燃易爆



鋁合金消光電泳涂漆工藝原理
格式:pdf
大小:18KB
頁數(shù):2P
1.鋁合金消光電泳涂漆工藝原理 鋁合金的消光電泳涂漆是在陽極氧化膜的表面進行的。與光亮電泳類似,其生產(chǎn)工藝流 程如下: 除油→水洗→堿蝕→水洗→水洗→中和→水洗→陽極氧化→水洗→純水洗→電解著色 →純水洗→熱純水洗→純水洗→電泳→ro1水洗→ro2水洗→滴干→預(yù)干→固化。 消光電泳與透明電泳基本一致,均是以鋁型材作為陽極,在直流電的作用下,發(fā)生電化 學(xué)反應(yīng),帶電荷的涂料粒子受電場的作用,向被涂物移動,使電泳涂料析出沉積在型材表面, 形成一層漆膜,整個反應(yīng)包括電泳、電解、電沉積和電滲四個同時進行的過程。不同之處主 要包括電泳漆原料和生產(chǎn)工藝參數(shù),消光電泳漆較光亮性電泳漆其分子量要大得多,一般在 70000—80000g/mol之間;另外,在工藝控制上,其電泳電壓、槽液溫度及電泳時間皆有區(qū) 別,通常情況下,對于同一色號料來說,消光電泳電壓、時間及溫度都要高于透明
 電泳涂漆鋼板的CO_2氣體保護自動焊
電泳涂漆鋼板的CO_2氣體保護自動焊 電泳涂漆鋼板的CO_2氣體保護自動焊
格式:pdf
大小:303KB
頁數(shù):2P
鋼板的電泳涂漆,是一項比較先進的防銹工藝。它的優(yōu)點是牢度大,不易剝離,并省去了除油和噴砂等工序。我廠的電泳涂漆設(shè)備只適用于型材和板材,還不能對焊接后的組合件進行涂漆。為此,必須對涂漆鋼材的焊接進行研究。實踐證明,涂漆鋼板的手弧焊縫質(zhì)量是比較滿意的。但隨著生產(chǎn)的發(fā)展,3毫米厚的a3鋼板大面積拚焊的工作量日益增大,手弧焊已滿足不了要求,迫切需要采用單面焊雙面成型的自動焊工藝。試驗結(jié)果表明,埋弧自動焊的焊接質(zhì)量不夠理想,經(jīng)改用co_2氣體保護自動焊,質(zhì)量比較滿意。
編輯推薦下載
鋁合金彩色消光電泳涂漆技術(shù) 鋁合金彩色消光電泳涂漆技術(shù)
格式:pdf
大小:562KB
頁數(shù):4P
4.4
對彩色消光電泳發(fā)展歷程、工藝原理、技術(shù)特點和產(chǎn)品的優(yōu)越性進行了介紹;對產(chǎn)品的耐候性進行了試驗。并結(jié)合生產(chǎn)實踐經(jīng)驗就產(chǎn)品質(zhì)量控制要點及常見故障原因作了分析說明,使生產(chǎn)的彩色消光電泳漆鋁型材具有漆膜硬度高、耐腐蝕性能好、特別優(yōu)異的耐候性、自潔能力強、光污染少、色彩多樣化的優(yōu)點,適應(yīng)了市場需要。
鋁及鋁合金電泳涂漆的技術(shù)操作要點 鋁及鋁合金電泳涂漆的技術(shù)操作要點
格式:pdf
大小:185KB
頁數(shù):1P
4.7
鋁及鋁合金電泳應(yīng)用于汽車鋁合金門窗、鋁型材等多方面且多為陽極電泳,在生產(chǎn)過程中,由于技術(shù)操作控制的原因,產(chǎn)生的缺陷和問題比較多,具有操作控制技術(shù)很強的特點,如何達到電泳涂漆的預(yù)期目
電泳涂漆原理及工藝熱門文檔
彩色消光電泳涂漆鋁合金建筑型材生產(chǎn)技術(shù)
格式:pdf
大小:25KB
頁數(shù):4P
4.7
彩色消光電泳涂漆鋁合金建筑型材生產(chǎn)技術(shù) 余泉和 (福建南平鋁業(yè)有限公司,福建南平353000) 摘要:對彩色消光電泳發(fā)展歷程,工藝原理,技術(shù)特點和產(chǎn)品的優(yōu)越性進行了介紹;對產(chǎn)品 的耐候性進行了試驗。并結(jié)合生產(chǎn)實踐經(jīng)驗就產(chǎn)品質(zhì)量控制要點及常見故障原因作了分析說 明,指出了該技術(shù)的優(yōu)越性和發(fā)展前景。 關(guān)鍵詞:鋁合金;建筑型材;彩色消光電泳;生產(chǎn)技術(shù) 1彩色消光電泳的發(fā)展歷程 鋁型材電泳技術(shù)20世紀60年代首創(chuàng)于日本。 進入20世紀80年代后,日本發(fā)明了消光電泳漆,電泳涂漆技術(shù)同時進入了消光漆發(fā)展 時期。由于消光漆一方面能減少鋁型材在使用環(huán)境下的光污染,另一方面它可以在一定程度 上起到掩蓋鋁型材擠壓紋等缺陷的作用,在80年代后,消光電泳在日本得到了較快的發(fā)展。 80年代中后期,日本立邦、日本關(guān)西、日本哈尼先后推出了彩色電泳漆,此類漆仍屬 光亮型產(chǎn)品,顏色不能變化
“美亞寶”鋁材(電泳涂漆型材)用不得——湖南工商抽查:廣東省清遠市美亞寶鋁業(yè)有限公司“美亞寶”鋁材(電泳涂漆型材)不合格 “美亞寶”鋁材(電泳涂漆型材)用不得——湖南工商抽查:廣東省清遠市美亞寶鋁業(yè)有限公司“美亞寶”鋁材(電泳涂漆型材)不合格
格式:pdf
大小:1.4MB
頁數(shù):1P
4.7
2007年2月,湖南省工商行政管理局公布了流通領(lǐng)域建材商品質(zhì)量的公告。其中,廣東省清遠市美亞寶鋁業(yè)有限公司生產(chǎn)的\"美亞寶\"鋁
天津制燈廠試成吊車式電泳涂漆流水線 天津制燈廠試成吊車式電泳涂漆流水線
格式:pdf
大小:136KB
頁數(shù):1P
4.8
天津制燈廠在毛主席革命路線指引下,在廠黨組織和革委會領(lǐng)導(dǎo)下,組織油漆施工老工人、青年工人及革命干部,分析了舊工藝存在的問題,批判了“墨守陳規(guī)、因循守舊,無所作為”的錯誤思想,堅持了“自力更生、勤儉節(jié)約”的原則,依據(jù)本廠實際情況,發(fā)揚工人階級“一不怕苦、二不怕死”的革命
“美亞寶”鋁材(電泳涂漆型材)用不得——湖南工商抽查:廣東省清遠市美亞寶鋁業(yè)有限公司“美亞寶”硅材(電泳涂漆型材)不合格
格式:pdf
大小:189KB
頁數(shù):1P
4.5
2007年2月,湖南省工商行政管理局公布了流通領(lǐng)域建材商品質(zhì)量的公告。其中,廣東省清遠市美亞寶鋁業(yè)有限公司生產(chǎn)的“美亞寶”鋁材(電泳涂漆型材)(規(guī)格6063(t5)壁厚1.2mm生產(chǎn)日期或批號未標識被監(jiān)測人長沙市芙蓉區(qū)恒嘩裝飾材料經(jīng)營部)因壁厚不符合相關(guān)標準要求而檢測不合格。

電泳涂漆原理及工藝精華文檔
電泳的工藝流程--鋁合金電泳
格式:pdf
大小:10KB
頁數(shù):4P
4.7
電泳的工藝流程--鋁合金電泳.txt對的時間遇見對的人是一生幸福;對的時間遇見錯的人是 一場心傷;錯的時間遇見對的人是一段荒唐;錯的時間遇見錯的人是一聲嘆息。電泳的工藝 流程--鋁合金電泳 首先:電泳涂裝(electro-coating)是利用外加電場使懸浮于電泳液中的顏料和樹脂等微粒定 向遷移并沉積于電極之一的基底表面的涂裝方法。電泳涂裝的原理發(fā)明于是20世紀30年代 末,但開發(fā)這一技術(shù)并獲得工業(yè)應(yīng)用是在1963年以后,電泳涂裝是近30年來發(fā)展起來的一 種特殊涂膜形成方法,是對水性涂料最具有實際意義的施工工藝。具有水溶性、無毒、易于 自動化控制等特點,迅速在汽車、建材、五金、家電等行業(yè)得到廣泛的應(yīng)用。 電泳涂裝是把工件和對應(yīng)的電極放入水溶性涂料中,接上電源后,依靠電場所產(chǎn)生的物理化 學(xué)作用,使涂料中的樹脂、顏填料在以被涂物為電極的表面上均勻析出沉積形成不溶于
附錄BGB5237.3《鋁合金建筑型材第3部分電泳涂漆型材》
格式:pdf
大小:12KB
頁數(shù):2P
4.4
附錄bgb5237.3《鋁合金建筑型材第3部分電泳涂漆型材》 試驗研究大綱 1試驗?zāi)康?本次試驗的目的是為了研究陽極氧化復(fù)合膜各項性能,為gb5237.3性能項目的確定以 及性能指標的確定提供試驗依據(jù)。 2主要試驗研究內(nèi)容 2.1耐堿性試驗 試驗前用酒精輕輕擦掉試樣表面的污物,在有效面上,用凡士林或石蠟把內(nèi)徑為 32mm,高為30mm的玻璃(或合成樹脂)環(huán)固定,并密封其外周,試驗溫度為20℃±2℃。 試驗時使試樣保持水平,把5g/l氫氧化鈉水溶液注入到環(huán)高1/2處,用玻璃板或合成 樹脂板蓋住。達到規(guī)定的時間(試驗時間可分別為:16h、24h、32h、48h、56h、72h)后, 拿掉玻璃環(huán),用水輕輕洗凈,在室內(nèi)放置1h后,在試樣上畫一個與環(huán)同心,直徑為30mm 的圓。用10~15倍放大鏡觀察圓內(nèi)腐蝕情況,按gb/t
電泳工件前處理的目的-電泳加工
格式:pdf
大小:10KB
頁數(shù):1P
4.3
電泳加工為什么要有前處理工序 在電泳前處理的工藝中有除油、除銹、磷化、表調(diào)等工序的互相配合。可以 說前處理在電泳涂裝中是不可或缺的,它關(guān)系著之后電泳后電泳漆槽液的穩(wěn)定性 和工件表面涂膜的質(zhì)量。本文就從磷化角度簡單闡述前處理在電泳中的重要性問 題。 為獲得電泳工件涂層涂膜的耐久性、耐腐蝕性,都采用磷化處理作為涂裝的 前處理。磷化處理(又稱磷酸鹽化學(xué)處理)是利用磷酸的離解(平衡)反應(yīng)在清 洗(脫脂)過的金屬底材表面上析出不溶性的磷酸金屬鹽的(磷化膜)技術(shù)。磷 化膜的功能是提高涂布在其上的涂膜(電泳涂膜)的附著力和耐蝕性。 關(guān)于附著力,因所制得磷化膜結(jié)晶微溶入金屬表面,結(jié)晶的附著力良好。還 有,由于無數(shù)的結(jié)晶的表面凹凸,表面積增大,提高了涂膜的附著力。然后,隨 著涂膜附著力的提高,防止腐蝕生成物質(zhì)的侵入,而提高了其耐蝕性(尤其能抑 制漆膜下的擴蝕)。 未磷化處理過的短期內(nèi)涂膜就起
鋁合金彩色陰極電泳漆涂裝工藝研究 鋁合金彩色陰極電泳漆涂裝工藝研究
格式:pdf
大小:303KB
頁數(shù):3P
4.7
通過試驗,確定了鋁合金彩色陰極電泳著色和電泳染色的最佳工藝條件,如:染料濃度、染液的ph值、染色時間、染色溫度、電壓等。試驗結(jié)果表明:顏料著色涂膜的耐蝕性最好,染料著色涂膜的耐蝕性較差。
電泳涂漆原理及工藝最新文檔
鋁合金彩色陰極電泳漆涂裝工藝研究
格式:pdf
大小:155KB
頁數(shù):3P
4.6
收稿日期:2008-06-23 第一作者簡介:孫淑萍(1960-),女,遼寧沈陽人,博士,副教授,主要研究方向為電化學(xué)與金屬的表面改性。 鋁合金彩色陰極電泳漆涂裝工藝研究 孫淑萍1,齊智遠 2 ,劉大滔 3 (1.燕山大學(xué)環(huán)境與化學(xué)工程學(xué)院,河北秦皇島066004;2.中粵浦項(秦皇島)馬口鐵工業(yè) 有限公司,河北秦皇島066002;3.首鋼京唐鋼鐵聯(lián)合有限公司,河北唐山063200) 摘要:通過試驗,確定了鋁合金彩色陰極電泳著色和電泳染色的最佳工藝條件,如:染料濃度、染液的ph值、染色時 間、染色溫度、電壓等。試驗結(jié)果表明:顏料著色涂膜的耐蝕性最好,染料著色涂膜的耐蝕性較差。 關(guān)鍵詞:陰極電泳涂料;鋁合金;彩色陰極電泳;電化學(xué)阻抗譜 中圖分類號:tg146121;tq1741461 文獻
knt831lf灰色電泳漆
格式:pdf
大小:39KB
頁數(shù):2P
4.6
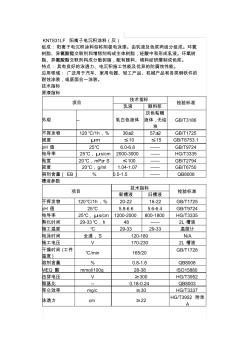
knt831lf陽離子電沉積涂料(灰) 組成:陽離子電沉積涂料俗稱陰極電泳漆。由乳液及色漿兩組分組成。環(huán)氧 樹脂、異氰酸酯交聯(lián)劑和增韌劑構(gòu)成主體樹脂,經(jīng)酸中和形成乳液。環(huán)氧樹 脂、異氰酸酯交聯(lián)劑構(gòu)成分散樹脂,配有顏料、填料經(jīng)研磨制成色漿。 特點:具有良好的泳透力、電沉積施工性能及優(yōu)異的防腐蝕性能。 應(yīng)用領(lǐng)域:廣泛用于汽車、家用電器、輕工產(chǎn)品、機械產(chǎn)品和各類鋼鐵件的 耐蝕涂裝,或底面合一涂裝。 技術(shù)指標 原漆指標 項目 技術(shù)指標 檢驗標準 乳液顏料漿 外觀--乳白色液體 灰色粘稠 液體,無結(jié) 塊 gb/t3186 不揮發(fā)物120℃/1h,%36±257±2gb/t1725 細度μm≤10≤15gb/t6753.1 ph值25℃6.0-6.8——gb/t9724 電導(dǎo)率25℃,μs/cm2000-3000——hg/t3335 粘度20℃,mpa·
丙烯酸陰極電泳漆的應(yīng)用
格式:pdf
大小:1020KB
頁數(shù):3P
4.6
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
電泳涂漆工藝中的螺紋保護及漆膜厚度的測定 電泳涂漆工藝中的螺紋保護及漆膜厚度的測定
格式:pdf
大小:155KB
頁數(shù):未知
4.4
帶螺紋的工件在電泳涂漆后,往往會有裝配不上的情況;電泳漆膜厚度的檢定也須考慮簡便的方法.我廠經(jīng)多次試驗,采用螺紋部位涂保護膠后電泳涂漆及用脫漆劑脫下電泳漆膜測厚的方法解決了這兩個問題.一、電泳涂漆中的螺紋保護:解決電泳涂漆后帶螺紋工件裝配問題的方法較多,例如設(shè)計時預(yù)留漆膜厚度的余量;機械加工縮減螺紋尺寸,化學(xué)腐蝕漆膜,帶護套或涂保護層等.我廠某定型產(chǎn)品的鋼鐵零件,規(guī)定磷化后電泳涂漆,在涂漆前的單一磷化層尚不影響裝配,但涂漆后的螺紋部位則妨礙裝配.為此,經(jīng)試驗,確定采用涂膠法保護工件的螺紋部位,以避免涂漆.
電泳涂漆鋁合金型材復(fù)合膜性能檢測 電泳涂漆鋁合金型材復(fù)合膜性能檢測
格式:pdf
大小:446KB
頁數(shù):未知
4.5
概述了電泳涂漆鋁合金型材復(fù)合膜各項性能檢測的簡要過程,介紹了近年來在檢測實踐中總結(jié)和采用的 行之有效的操作方法和要點,并對檢測過程中的常見缺陷的成因與對策進行了粗略的探討。
脫脂、除銹、磷化、電泳涂漆作業(yè)線介紹 脫脂、除銹、磷化、電泳涂漆作業(yè)線介紹
格式:pdf
大小:91KB
頁數(shù):未知
4.5
寶鋼十九冶電裝公司加工廠每年要承擔(dān)近千噸的鋼構(gòu)件的制作和刷油任務(wù),原來刷油是靠手工脫脂、除銹、刷油,勞動強度很大,必須改革傳統(tǒng)的陳舊的手工刷漆工藝。經(jīng)過各種涂漆工藝的反復(fù)研究,選擇了具有優(yōu)質(zhì)、高產(chǎn)、低消耗、高效益、安全等優(yōu)點的電泳涂漆新工藝,并自行設(shè)計制作了“脫脂、除銹、磷
燃氣計量儀表零件的電泳涂漆及含漆廢水的治理 燃氣計量儀表零件的電泳涂漆及含漆廢水的治理
格式:pdf
大小:507KB
頁數(shù):未知
4.5
敘述了電泳漆的工藝過程、電泳涂漆的工藝因素及其對質(zhì)量的影響含漆廢水的處理過程。
電泳涂漆原理及工藝相關(guān)
文輯推薦
知識推薦
百科推薦

職位:投標資料員
擅長專業(yè):土建 安裝 裝飾 市政 園林


