

鍍鋅鐵皮風管制作 (4)
格式:pdf
大小:566KB
頁數:11P
人氣 :98
 4.5
4.5
一、施工準備 (一)技術準備 : 認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有 關專業圖紙,核對各種管道和坐標、 標高是否交叉、管道排列所用空間是否合理, 有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑 ,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》 GB13237或《優質碳素結構鋼熱軋薄鋼板 和鋼帶》 GB710的規定。 2. 鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為 100號以上 (雙面三點試驗平均值應不 小于 100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》 GB2518 的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調 平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液



鍍鋅鐵皮風管制作(1)
格式:pdf
大小:170KB
頁數:16P
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關 專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼 板和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應 不小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518 的規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、 調平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液壓
鍍鋅鐵皮風管制作 (2)
格式:pdf
大小:112KB
頁數:10P
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有 關專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板 和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調 平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液
編輯推薦下載

鍍鋅鐵皮風管制作
格式:pdf
大小:919KB
頁數:21P
4.5
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關 專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼 板和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、 調平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機
鍍鋅鐵皮風管制作熱門文檔
鍍鋅鐵皮風管制作
格式:pdf
大小:110KB
頁數:11P
4.4
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。 參照有關專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否 合理,有問題應及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質 應符合現行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素 結構鋼熱軋薄鋼板和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平 均值應不小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和 鋼帶》gb2518的規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折 方機、調平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液

鍍鋅鐵皮風管制作 (3)
格式:pdf
大小:1.1MB
頁數:47P
4.8
鍍鋅鐵皮風管制作 技術交底記錄 表c2-1 編 號 工程 名稱 交底日 期 年月日 施工 單位 分項工 程名稱 金屬風管制作 交底 提要 金屬風管制作的相關材料、機具準備、質量 要求及施工工藝。 交底內容: 審核人交底人接受交底人 1、本表由施工單位填寫,交底單位與接受交底 單位各存一份。 2、當做分項工程施工技術交底時,應填寫“分 項工程名稱”欄,其他技術交底可不填寫。 一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施 工方法做好施工準備工作。參照有關專業圖紙, 核對各種管道和坐標、標高是否交叉、管道排列 所用空間是否合理,有問題應及時與設計和有關 人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均 勻,不得有裂紋結疤等缺陷,其材質應符合現行 國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》 技術交底記錄 表c2-1 編 號
鍍鋅鐵皮風管制作(20201009215534)
格式:pdf
大小:567KB
頁數:11P
4.6
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有 關專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板 和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調 平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液
鍍鋅鐵皮風管制作(20200928192342)
格式:pdf
大小:101KB
頁數:9P
4.8
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關專業 圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應及時與設計和 有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現行國家 標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板和鋼帶》gb710 的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不小于 100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調平機、 卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液壓鉗釘
鍍鋅鐵皮風管制作(20201009215522)
格式:pdf
大小:166KB
頁數:16P
4.6
一、施工準備 (一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有關 專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 (二)材料準備: 1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼 板和鋼帶》gb710的規定。 2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應 不小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518 的規定。 (三)機具準備; 剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、 調平機、卷圓機、圓彎頭咬門機、型鋼切割機、角(扁)鋼卷圓機、液壓
鍍鋅鐵皮風管制作精華文檔

鍍鋅鐵皮風管換算表
格式:pdf
大小:64KB
頁數:5P
4.7
注意事項編號名稱被換算內容換算前單位 1風管鍍鋅鋼板200*150米 2風管鍍鋅鋼板500*200米 3風管鍍鋅鋼板700*200米 4風管鍍鋅鋼板800*200米 5風管鍍鋅鋼板800*250米 1風管鍍鋅鋼板1000*120米 2風管鍍鋅鋼板1200*200米 3風管鍍鋅鋼板1400*250米 4風管鍍鋅鋼板1400*300米 5風管鍍鋅鋼板1400*500米 1風管鍍鋅鋼板1000*1000米 2風管鍍鋅鋼板1500*1000米 3風管鍍鋅鋼板2000*1000米 4風管鍍鋅鋼板2500*1000米 5風管鍍鋅鋼板3000*1000米 分割線 注意事項編號名稱被換算內容換算前單位 1風管φ100米 2風管φ200米 3
鍍鋅鐵皮風管
格式:pdf
大小:170KB
頁數:5P
4.8
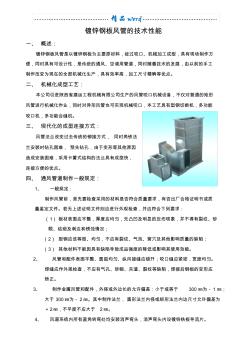
鍍鋅鋼板風管的技術性能 一、概述: 鍍鋅鋼板風管是以鍍鋅鋼板為主要原材料,經過咬口、機械加工成型,具有現場制作方 便,同時具有可設計性,是傳統的通風、空調用管道,同時隨著技術的發展,由以前的手工 制作改變為現在的全部機械化生產,具有效率高,加工尺寸精確等優點。 二、機械化成型工藝: 本公司引進陜西省建運工程機械有限公司生產的風管咬口機械設備,不僅對普通的矩形 風管進行機械化作業,同時對異形風管也可實現機械咬口,本工藝具有型鋼切斷機,多功能 咬口機,多功能合縫機。 三、現代化的成型連接方式: 風管法蘭改變過去傳統的鉚接方式,同時角鐵法 蘭安裝時鉆孔困難,預先鉆孔,由于變形等其他原因 造成安裝困難,采用卡簧式結構的法蘭具有成型快, 連接方便的優點。 四、通風管道制作一般規定: 1、一般規定: 制作風管前,首先要檢查采用的材料是否符合質量要求,有否出廠合格證明書或質 量鑒定文件。若

鍍鋅鐵皮風管換算表
格式:pdf
大小:13KB
頁數:1P
4.6
唐軍令--制 序號規格型號公式結果單位 11.2厚1/(0.0012*7.85)106.157㎡ 21.0厚1/(0.001*7.85)127.389㎡ 30.8厚1/(0.0008*7.85)159.236㎡ 40.75厚1/(0.00075*7.85)169.851㎡ 50.6厚1/(0.0006*7.85)212.314㎡ 鍍鋅鐵皮風管換算表 注*(鋼鐵每立方是7850kg)(鍍鋅層都是每平米+0.275kg)(1.2=9.6951.0=8.1250.75=6.1630.6=4.985*已加鍍鋅層) 無與倫比的美麗

(推薦)鍍鋅鐵皮風管
格式:pdf
大小:130KB
頁數:5P
4.6
鍍鋅鋼板風管的技術性能 一、概述: 鍍鋅鋼板風管是以鍍鋅鋼板為主要原材料,經過咬口、機械加工成型,具有現場制作方 便,同時具有可設計性,是傳統的通風、空調用管道,同時隨著技術的發展,由以前的手工 制作改變為現在的全部機械化生產,具有效率高,加工尺寸精確等優點。 二、機械化成型工藝: 本公司引進陜西省建運工程機械有限公司生產的風管咬口機械設備,不僅對普通的矩形 風管進行機械化作業,同時對異形風管也可實現機械咬口,本工藝具有型鋼切斷機,多功能 咬口機,多功能合縫機。 三、現代化的成型連接方式: 風管法蘭改變過去傳統的鉚接方式,同時角鐵法 蘭安裝時鉆孔困難,預先鉆孔,由于變形等其他原因 造成安裝困難,采用卡簧式結構的法蘭具有成型快, 連接方便的優點。 四、通風管道制作一般規定: 1、一般規定: 制作風管前,首先要檢查采用的材料是否符合質量要求,有否出廠合格證明書或質 量鑒定文件。若
鍍鋅鐵皮風管制作(20201009214322)
格式:pdf
大小:113KB
頁數:10P
4.3
羅一、施工準備 膄(一)技術準備:認真熟悉圖紙,根據施工方案決定的施工方法做好施工準備工作。參照有 關專業圖紙,核對各種管道和坐標、標高是否交叉、管道排列所用空間是否合理,有問題應 及時與設計和有關人員研究解決,做好記錄。 薄(二)材料準備: 艿1.普通鋼板的表面應平整光滑,厚度應均勻,不得有裂紋結疤等缺陷,其材質應符合現 行國家標準《優質碳素結構鋼冷軋薄鋼板和鋼帶》gb13237或《優質碳素結構鋼熱軋薄鋼板 和鋼帶》gb710的規定。 艿2.鍍鋅鋼板(帶)宜選用機械咬合類,鍍鋅層為100號以上(雙面三點試驗平均值應不 小于100g/m2)的材料,其材質應符合現行國家標準《連續熱鍍鋅薄鋼板和鋼帶》gb2518的 規定。 薅(三)機具準備; 肂剪板機、電沖剪、手用電動剪倒角機、共板法蘭成型機、咬口機、壓筋機、折方機、調 平機、卷圓機、圓彎頭咬門機、型鋼切割機
鍍鋅鐵皮風管制作最新文檔
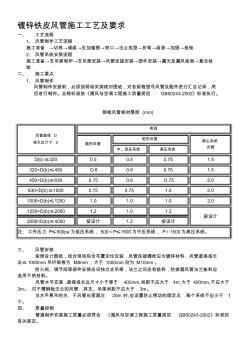
鍍鋅鐵皮風管施工工藝及要求
格式:pdf
大小:43KB
頁數:5P
4.6
鍍鋅鐵皮風管施工工藝及要求 鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢 驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 按照設計圖紙,結合現場綜合布置定位安裝,風管連接螺栓應為鍍鋅材料,風管直徑或長 邊≤1000mm吊桿規格為m8mm,大于1000mm則為m10mm。 防火閥、調節閥等部件安裝應設獨立支吊架,法蘭之間應有墊料,防排煙風管法蘭墊料應 選用不然材料。 風管水平安裝,直
鍍鋅鐵皮風管施工工藝及要求 (2)
格式:pdf
大小:43KB
頁數:5P
4.6
鍍鋅鐵皮風管施工工藝及要求 鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢 驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 按照設計圖紙,結合現場綜合布置定位安裝,風管連接螺栓應為鍍鋅材料,風管直徑或長 邊≤1000mm吊桿規格為m8mm,大于1000mm則為m10mm。 防火閥、調節閥等部件安裝應設獨立支吊架,法蘭之間應有墊料,防排煙風管法蘭墊料應 選用不然材料。 風管水平安裝,直
鍍鋅鐵皮風管技術交底
格式:pdf
大小:31KB
頁數:3P
4.6
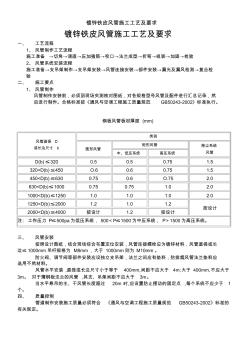
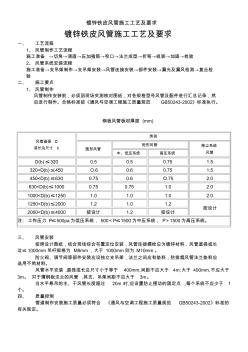
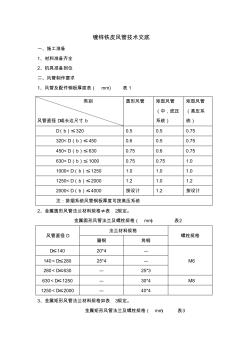
鍍鋅鐵皮風管技術交底 一、施工準備 1、材料準備齊全 2、機具準備到位 二、風管制作要求 1、風管及配件鋼板厚度表(mm)表1 2、金屬圓形風管法蘭材料規格≮表2規定。 金屬圓形風管法蘭及螺栓規格(mm)表2 風管直徑d 法蘭材料規格 螺栓規格 扁鋼角鋼 d≤14020*4― m6140<d≤28025*4― 280<d≤630―25*3 630<d≤1250―30*4m8 1250<d≤2000―40*4 3、金屬矩形風管法蘭材料規格如表3規定。 金屬矩形風管法蘭及螺栓規格(mm)表3 類別 風管直徑d或長邊尺寸b 圓形風管矩型風管 (中,底壓 系統) 矩型風管 (高壓系 統) d(b)≤3200.50.50.75 320<d(b)≤4500.60.50.75 450<d(b)≤6300.750
鍍鋅鐵皮風管施工工藝及要求 (2)
格式:pdf
大小:52KB
頁數:5P
4.3
鍍鋅鐵皮風管施工工藝及要求 一、工藝流程 1、風管制作工藝流程 施工準備→切角→調直→壓加強筋→咬口→法蘭成型→折彎→組裝→加固→檢驗 2、風管系統安裝流程 施工準備→支吊架制作→支吊架安裝→風管連接安裝→部件安裝→漏光及漏風檢測→復合檢 驗 二、施工要點 1、風管制作 風管制作安裝前,必須到現場實測核對圖紙,對各規格型號風管及配件進行匯總記錄,然 后進行制作。合格標準按《通風與空調工程施工質量規范gb50243-2002》標準執行。 鋼板風管板材厚度(mm) 三、風管安裝 按照設計圖紙,結合現場綜合布置定位安裝,風管連接螺栓應為鍍鋅材料,風管直徑或長 邊≤1000mm吊桿規格為m8mm,大于1000mm則為m10mm。 防火閥、調節閥等部件安裝應設獨立支吊架,法蘭之間應有墊料,防排煙風管法蘭墊料應 選用不然材料。 風管水平安裝,直徑或長邊尺寸小于等于400
4.10鍍鋅鐵皮風管進場
格式:pdf
大小:520KB
頁數:1P
4.7
材料進場驗收記錄 材料名稱: 鍍鋅鐵皮風管 型號 規格?=1.0m1500m 2 材料使用部位a-1-11地塊廠家四川藝凱制冷工程有限公司 驗收人員:盧豪 進場時間2017.4.10 照片:

 鍍鋅鐵皮風管檢測報告
鍍鋅鐵皮風管檢測報告 鍍鋅鐵皮風管檢測報告
格式:doc
大小:38KB
頁數:3P
4.6
本文將詳細介紹鍍鋅鐵皮風管在建設工程領域中的檢測情況。通過對鍍鋅鐵皮風管進行全面的檢測,以確保其質量和安全性,保障建筑物正常的通風系統運行。
鍍鋅鐵皮風管的耐火極限 鍍鋅鐵皮風管厚度允許偏差規范 鍍鋅鐵皮風管厚度允許偏差規范
格式:doc
大小:72KB
頁數:5P
4.6
本文將詳細介紹建設工程領域中鍍鋅鐵皮風管厚度允許偏差的規范要求。通過了解這些規范,可以確保風管的質量和安全性,提高建筑工程的整體品質。
鍍鋅鐵皮風管厚度規范表 鍍鋅鐵皮風管厚度規范表
格式:doc
大小:43KB
頁數:4P
4.9
本文將詳細介紹建設工程領域中鍍鋅鐵皮風管厚度的規范表,包括各種類型的風管和相關規范要求。通過本文,讀者將了解到如何選擇合適的風管厚度以確保建筑物的通風系統運行正常。
鍍鋅鐵皮風管多少錢一平方 鍍鋅鐵皮風管制作相關
文輯推薦
知識推薦
百科推薦


職位:地鐵專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


