

改進定修管理 保障熱軋帶鋼生產 促進鋼廠降本增效
格式:pdf
大小:348KB
頁數:3P
人氣 :53
 4.8
4.8
針對鞍鋼鲅魚圈1580熱軋設備檢修的特點,通過組織和技術措施創新、改進定修管理工作、整合資源、實施多方位管理,提高了檢修效率、降低了檢修成本、保障了熱軋帶鋼生產,促進了鞍鋼鲅魚圈鋼鐵基地降本增效。




熱軋帶鋼生產在我國的發展
格式:pdf
大小:14KB
頁數:1P
2014年第10期工業技術科技創新與應用 熱軋帶鋼生產在我國的發展 史志遠徐永強 (北方重工壓延設備分公司研究所,遼寧沈陽110141) 1概述 1.1生產現狀 目前國外的熱軋帶鋼技術較為先進,主要表現在以下幾方面: (1)無頭軋制技術。該技術在寬薄帶鋼的生產中穩定性較強,并且能 夠生產出超薄帶鋼,傳統的熱軋技術僅能生產出寬厚比為800:1的 帶鋼,而無頭軋制技術則能夠將寬厚比提高至1000:1,另外通過強 制冷卻以及潤滑軋制技術能夠生產出性能更強的技術新品。(2)連 鑄連軋波板坯技術。其囊括了十余種生產工藝:熱帶鋼緊湊式生產 工藝、熱帶鋼在線生產工藝、薄板坯靈活壓制工藝以及連鑄式直接 扎制工藝等。(3)變相控制軋制工藝。該種工藝又被稱作鐵素軋制工 藝。其技術工藝目標為超薄規格的高質量深沖板的生產。

編輯推薦下載

定修管理保障熱軋帶鋼生產促進鋼廠降本增效熱門文檔

熱軋帶鋼生產技術
格式:pdf
大小:12KB
頁數:7P
4.4
熱軋帶鋼生產技術 摘要 熱軋帶鋼是鋼鐵產品的主要品種之一,廣泛應用于工業,農業,交通運輸和建筑業, 同時作為冷軋、焊管、冷彎型鋼等生產原料,其產量在鋼材總量所占的比重最大,在軋鋼生 產中占統治地位。在工業發達國家,熱連軋板帶鋼占板帶鋼總產量的80%左右,占鋼材總產 量的50%以上。世界各國近年來都在注重研制和使用連鑄連軋等新技術和新設備來生產板帶 鋼。 關鍵詞:粗軋,精軋,卷取 第一章熱軋板帶鋼生產方式 1.1傳統熱連軋方式 一般將20世紀80年代以前的熱軋帶鋼連軋成為傳統帶鋼熱連軋,年產量可達300萬噸以 上。目前我國有半數左右的帶鋼是通過這種方式生產的。傳統熱連軋方式自1924年第一套帶 鋼熱連軋機(14700問世以來,其發展已經經歷了三代。20世紀50年代以前是熱連軋帶鋼生產 初級階段,稱為第一代軋機,其主要特征是軋制速度低、產量低、坯重輕、


定修管理保障熱軋帶鋼生產促進鋼廠降本增效精華文檔

熱軋帶鋼
格式:pdf
大小:89KB
頁數:10P
4.5
武漢鋼鐵(集團)公司企業標準 q/wg q/wg(rz)24—2006 熱連軋鋼板及鋼帶的尺寸、外形、重量及 允許偏差 dimentions,shape,weightandtolerancesforcontinuouslyhot-rolledsteelsheeps andstrips 2006-09-01發布2006-09-02實施 武漢鋼鐵(集團)公司發布 q/wg(rz)24—2006 i 前言 目前武鋼部分用戶反映以gb/t709-1988為交貨條件的熱連軋鋼板和鋼帶的厚度負偏差過大,要求 按訂貨規格軋制。但是,為了提高成材率,gb/t709-1988鼓勵負偏差軋制,厚度超過4mm的熱軋鋼板和 鋼帶規定正偏差小,負偏差大,同時也有部分用戶希望厚度按負偏差交貨。為滿足不同用戶對厚度偏差 的不同要求,

熱軋帶鋼缺陷圖譜
格式:pdf
大小:20.7MB
頁數:39P
4.6
????????-1-????????visualdefectsinhotrolledstrip2.1???????????(irregularshells)????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????2.2??????????(seams) ????????-2-??????????????????????????????????????????????????????????????????????????????????????????????????????


定修管理保障熱軋帶鋼生產促進鋼廠降本增效最新文檔
熱軋帶鋼
格式:pdf
大小:9KB
頁數:5P
4.6
熱軋帶鋼生產工藝 熱軋帶鋼生產工藝過程主要包括原料準備、加熱、粗軋、精冷卻 及卷取、精整等工序。 1.原料選擇 熱連軋帶鋼所用的原料主要是初軋板坯和連鑄板坯。由于連 鑄坯的性能均勻,形狀規整,便于加大坯中來提高軋機產量,故 它對熱帶連軋機更為合適,其所占比例也日趨增加,個別廠家采 用連鑄坯比例達到100%。 板坯寬度取決于熱帶連軋機的輥身長度,一般為 1550—2300mm.板坯長度受加熱爐爐膛寬度的限制,還受軋件溫降 和終軋溫度的限制,一般為9—12m,最長達15m。 對于板坯寬度與帶坯寬度相同的情況下,板坯長度與板坯厚 度和單位卷重(即板卷單位寬度的質量)的關系如下: l=129w/h 式中l----板坯長度,m; w------板卷單位寬度的質量,kg/mm; h------板坯厚度,mm。 板坯質量直接

熱軋帶鋼缺陷圖譜
格式:pdf
大小:19.8MB
頁數:39P
4.7
????????-1-????????visualdefectsinhotrolledstrip2.1???????????(irregularshells)????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????2.2??????????(seams) ????????-2-??????????????????????????????????????????????????????????????????????????????????????????????????????
論熱軋帶鋼生產線工藝需求及改造
格式:pdf
大小:110KB
頁數:2P
4.5
隨著我國經濟的不斷發展,各個行業都取得了較大的發展,尤其我國的生產加工企業在市場的發展浪潮中也獲得了一定的發展。與此同時,眾多生產企業也面臨著不少的發展機遇與挑戰,而在這種社會背景下,鋼鐵行業也做出了重大的改變,各熱軋帶鋼生產線為了提高自身的核心競爭力,實現穩定的發展,紛紛開始規劃系統的改造,以完善系統,從而有助于為企業的發展提供一定的助力。所以,對于熱軋帶鋼生產線工藝需求以及具體改造是有必要進行深入研究的,本文主要根據東芝三菱電機工業系統(中國)有限公司(以下簡稱tmeic)對熱軋帶鋼生產線工藝改造的方法進行一下探討。
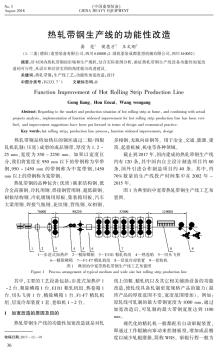
熱軋帶鋼生產線的功能性改造
格式:pdf
大小:1.0MB
頁數:3P
4.8
針對國內熱軋帶鋼的市場和生產現狀,結合實際案例分析,驗證熱軋帶鋼生產線設備功能性加寬改造的可行性,從設計和經濟實用的角度提出改進建議。

近期熱軋帶鋼生產線工藝需求及改造
格式:pdf
大小:1.4MB
頁數:4P
4.4
中國鋼鐵在經過"產能最大化"的追求后,在產能過剩以及國家調控等多重壓力下,各熱軋帶鋼生產線為了突破市場壓力以及提高核心競爭力,紛紛規劃或者實行了系統改造。本文基于東芝三菱電機工業系統(中國)有限公司(以下簡稱tmeic)對熱軋帶鋼生產線工藝改造的經驗,詳細介紹了熱軋帶鋼生產線工藝提升的種種需求及其原因,以及tmeic控制系統為了滿足這些需求在工藝設備、產品規格、工藝過程控制上所提供的解決對策,最后通過典型改造案例闡述了需求兌現的現狀,并展望了中國熱軋帶鋼在這一輪工藝技術期望達到要求后,下一輪的核心競爭力的技術方向所在。
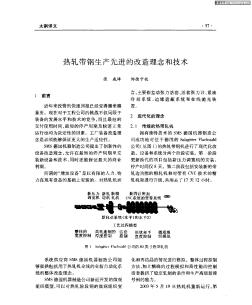
熱軋帶鋼生產先進的改造理念和技術
格式:pdf
大小:227KB
頁數:5P
4.3
近年來投資的快速回報已經變得越來越重要。現在對于工程公司的挑戰不僅局限于裝備的發展水平和技術的競爭,而且最短的交付使用時間、最短的停產周期及快速正常運行也均為決定性的因素。工廠裝備改造理念是必須能夠保證更大的生產適應性。
 淺談現代冶金企業中熱軋帶鋼生產
淺談現代冶金企業中熱軋帶鋼生產 淺談現代冶金企業中熱軋帶鋼生產
格式:pdf
大小:94KB
頁數:未知
4.6
熱軋帶鋼是冷軋的原料基板,所以其質量好壞對后道工序有著直接的影響。本文熱軋帶鋼進行了簡要論述,并針對現代冶金企業當中熱軋帶鋼生產中出現的質量問題做了詳細的介紹,并且提出了解決的具體措施,結合生產實際指出各種質量問題提升的關鍵所在。
 熱軋帶鋼軋制節奏的優化
熱軋帶鋼軋制節奏的優化 熱軋帶鋼軋制節奏的優化
格式:pdf
大小:216KB
頁數:3P
4.4
針對熱連軋窄帶鋼生產中由于精軋區軋區長度長、傳統控制方式導致軋制節奏慢的問題,通過對兩級自動化控制系統進行優化,設置雙存儲區,優化軋制規程發送時序和速度算法,解決了兩塊鋼同時軋制的問題。唐山國豐鋼鐵有限公司620mm熱連軋生產線據此改進后,小時產量由原先的55塊提高到了72塊,大大縮短了生產周期,提高了產能。
熱軋帶鋼生產線精軋水霧封塵系統改造
格式:pdf
大小:80KB
頁數:1P
4.3
萊鋼板帶廠1500mm熱軋帶鋼生產線采用水霧封塵法,但封塵效果不好,不僅影響了產品質量,而且影響了職工身體健康,通過改變封塵集管位置,改造集管形式,并在集管上配置大孔徑、90°扇形射面的噴嘴,利用較大的水流量和連續水封面提高封塵效果;同時水霧封塵集管的供水方式由濁環水低壓改為濁環水高壓;并在f6軋機后部加裝水封系統,進一步降低了揚塵的產生。
定修管理保障熱軋帶鋼生產促進鋼廠降本增效相關
文輯推薦
知識推薦
百科推薦


職位:廠房暖通工程師
擅長專業:土建 安裝 裝飾 市政 園林


