

低溫環境管道3PE防腐補口技術研究
格式:pdf
大小:237KB
頁數:2P
人氣 :71
 4.4
4.4
為了實現低溫環境下管道3PE防腐層補口技術的突破,對此進行了深入研究,并做了大量試驗和嚴密論證,研發了新型改性聚脲補口涂料、低溫補口施工設備及施工工藝。該技術在國家重點工程蘭州-銀川輸氣管道工程中進行了現場應用演示。結果表明:補口施工工藝簡便可行,涂層性能可靠。管道補口技術直接關系到整個管道防腐層質量,此項研究對提高低溫環境管道補口施工質量及可靠性具有重要作用,填補了國內空白。



 3PE管道的防腐補口方式
3PE管道的防腐補口方式 3PE管道的防腐補口方式
格式:pdf
大小:1011KB
頁數:4P
介紹了熱收縮帶補口和液態環氧補口的施工程序與要求,并對這兩種補口方式的優缺點進行了分析、比較。介紹了解決液態環氧與3pe防腐層粘結問題的具體措施:改變工廠預制環氧底漆的留頭方式,提高液態環氧與3pe防腐層的粘結力。建議用液態環氧替代熱收縮帶補口,以提高3pe管道的補口質量。
管道3PE防腐涂層補口技術標準及規范對比分析 管道3PE防腐涂層補口技術標準及規范對比分析
格式:pdf
大小:1.2MB
頁數:6P
通過對比國內外熱收縮帶(套)補口技術規范及標準,分析了各項性能指標間的差異,包括材料性能指標、安裝工藝及質量檢驗。指出管道表面處理及底漆涂裝是影響熱收縮帶(套)安裝系統性能的重要因素,提出了工程技術規范編制建議。
編輯推薦下載
3PE管道防腐補口、補傷作業指導書
格式:pdf
大小:873KB
頁數:9P
4.7
一、編制依據 1、《埋地鋼質管道聚乙烯防腐層技術標準》sy/t0413-2002; 2、《輻射交聯聚乙烯熱收縮帶(套)》sy/t4054-2003; 3、《油氣長輸管道工程施工及驗收規范》gb50369-2006; 二、補口施工措施 1、補口準備 1)熱收縮帶表面應平整,無氣泡、麻坑、裂紋,無氧化變質現象,用測厚儀, 測定其厚度應大于或等于設計規定的厚度。熱收縮套(帶)膠層應無裂紋,內襯護薄 膜應完好。 2)用篩子篩選石英砂,用于噴砂除銹。砂子顆粒均勻,粒徑在2~4mm,無泥土 草棍等雜質。 3)空壓機運轉良好,壓縮機排量不小于6m3/min。 4)加熱用液化氣火焰加熱器,液化氣鋼瓶輸出壓力應滿足施工要求(p≧ 0.15mpa)。 5)準備好卷尺、紅外線數字測溫計(量程為:0~300℃)、壓輥、棉紗及木楔等 材料。 2、管道防腐表面的清理 1)將焊口及兩側涂
高寒凍土環境管道3PE防腐層關鍵技術參數 高寒凍土環境管道3PE防腐層關鍵技術參數
格式:pdf
大小:257KB
頁數:2P
4.7
基于高寒凍土地區氣候地質特點對防腐層特殊需求進行分析,通過調研國內外3pe防腐層技術標準,分析相關技術指標,提出3pe防腐層在高寒凍土地區應用時必須具備的關鍵技術參數。決定3pe防腐層應用效果的關鍵參數為低溫斷裂伸長率、低溫脆化、硬度、耐磨性、低溫沖擊韌性、低溫彎曲性能、低溫剪切強度及抗凍融循環性能。上述各關鍵參數必須具有優良的性能,才能保證3pe防腐層在高寒凍土環境的良好應用。
低溫環境管道3PE防腐補口技術研究熱門文檔
3PE防腐層低溫涂敷工藝及性能研究 3PE防腐層低溫涂敷工藝及性能研究
格式:pdf
大小:146KB
頁數:4P
4.3
西氣東輸二線部分管道采用x80直縫鋼管,常規的3pe防腐層涂敷過程會對x80直縫鋼管力學性能產生不利的影響。針對x80直縫鋼管對防腐層的涂敷溫度要求,研究了可在低溫下(在185~195℃溫度范圍內)固化的3pe防腐涂層及低溫涂敷工藝,而涂層的性能能夠達到常規涂敷(200~230℃涂敷)的3pe防腐層性能,滿足西氣東輸二線管道工程對3pe防腐層的防腐性能要求。
管道3PE防腐層厚度指標的分析 管道3PE防腐層厚度指標的分析
格式:pdf
大小:519KB
頁數:4P
4.5
在對管道3pe防腐層的行業標準sy/t4013—95進行修訂過程中,根據實際生產應用需要,對防腐層厚度指標進行了重新研究。通過詳細研究國外pe防腐層厚度確定依據,并調研分析國內3pe防腐管的實際應用情況,認為應該繼續沿用依據德國din30670標準制定的3pe防腐層厚度指標;同時通過實際涂敷試驗和檢測分析,認為可以適當降低焊縫部位防腐層的厚度要求(不得低于管體防腐層厚度規定值的70%)。該研究結果作為新版技術標準sy/t0413—2002及有關的管道工程企業標準的內容,在近兩年的實際應用中取得了良好的社會和經濟效益
管道3PE防腐層技術標準對比分析 管道3PE防腐層技術標準對比分析
格式:pdf
大小:1.5MB
頁數:6P
4.5
針對3pe涂層在國內管道工程應用中存在剝離的現象,對國內外3pe涂層相關標準及技術規格書進行了對比分析。從涂層結構、原材料指標、涂裝工藝評定和涂裝表面要求及質量檢驗等四個方面,對比分析了主要技術指標的差異,重點考察了環氧層、表面要求以及長期陰極剝離等指標對3pe涂層質量控制的影響,提出了今后需要進一步改進的性能指標。

3PE級防腐層管道現場補口問題研究與解決方案
格式:pdf
大小:1.7MB
頁數:6P
4.5
-173- 解決3層pe管道現場補口問題勢在必行 王芷芳 (天津大學材料學院天津300072) 摘要:本文從3層pe管道現場補口暴露出來的大量問題,對管道防腐質量擔憂;認為gb/t23257-2009《埋 地鋼質管道聚乙烯防腐層技術標準》要求不嚴格也導致補口質量的下降;根據現場條件文章介紹一種較好的 防腐材料,簡便的施工工藝,結合現場應用實例,將管道防腐水平提高一步。 關鍵詞:管道腐蝕3lpe補口結構新材料新工藝現場應用實例介紹 1金屬管道的腐蝕原因 外腐蝕是管道防腐層破損或失粘剝離而陰極保護欠保護或不起作用情況下發生的,特別是 防腐層出現剝離,在地面上測得保護電位正常,但腐蝕在剝離層下方繼續進行,具有極強的隱 蔽性和危害性。發生在涂層老化剝離或3層pe熱收縮套/帶與管體黏接不良造成的剝離。眾所
低溫環境管道3PE防腐補口技術研究精華文檔
埋地鋼質管道三層結構PE防腐層配套補口技術 埋地鋼質管道三層結構PE防腐層配套補口技術
格式:pdf
大小:83KB
頁數:4P
4.4
針對目前國內埋地鋼質管道3層結構pe防腐層補口施工中存在的缺陷和西氣東輸管道工程建設的需要,開發了一套適用于較大口徑管道3層pe防腐層的防腐補口技術。該補口技術采用熔結環氧粉末、共聚物底膠中間層和聚乙烯外保護層3層體系的補口施工工藝和技術,解決了采用一般熱收縮帶補口時,在土壤應力作用下,補口防腐層易產生滑移,致使補口防腐層與管體防腐層黏接失效的問題,提高了補口防腐層的等級,可以滿足國內大口徑管道3層pe防腐層的補口要求。
3PE外防腐鋼管技術要求
格式:pdf
大小:19KB
頁數:2P
4.6
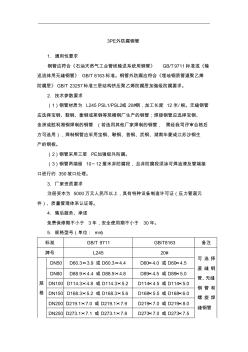
3pe外防腐鋼管 1.通用性要求 鋼管應符合《石油天然氣工業管線輸送系統用鋼管》gb/t9711標準或《輸 送流體用無縫鋼管》gb/t8163標準。鋼管外防腐應符合《埋地鋼質管道聚乙烯 防腐層》gb/t23257標準三層結構擠壓聚乙烯防腐層加強級防腐要求。 2.技術參數要求 (1)鋼管材質為l245psl1/psl2或20#鋼,加工長度12米/根。無縫鋼管 應選擇寶鋼、鞍鋼、衡鋼或萊鋼等規模鋼廠生產的鋼管;焊接鋼管應選擇寶鋼、 金洲或勝利湘鋼焊制的鋼管(若選用其他廠家焊制的鋼管,需經我司評審合格后 方可選用),焊制鋼管應采用寶鋼、鞍鋼、首鋼、武鋼、湖南華菱或江蘇沙鋼生 產的鋼板。 (2)鋼管采用三層pe加強級外防腐。 (3)鋼管兩端留10~12厘米非防腐段,且非防腐段須涂可焊油漆及管端接 口進行約350坡口處理。 3.廠家資質要求 注冊資本為5000萬
熱煨彎管3PE防腐技術 熱煨彎管3PE防腐技術
格式:pdf
大小:436KB
頁數:5P
4.4
熱煨彎管的防腐一直是埋地管道防腐的薄弱環節,直接影響管道的使用壽命。防腐性能優異的3pe防腐層在直管防腐中廣泛采用,而熱煨彎管3pe防腐在國內外還是空白。文章就熱煨彎管3pe防腐進行了研究,熱煨彎管3pe防腐層由環氧粉末底層、共聚物膠中間層和聚乙烯表層組成。共聚物膠和聚乙烯在工廠內加工成一定寬度和厚度的復合pe帶,在防腐作業線上采用行星式纏繞機按照冷帶熱纏工藝進行防腐作業;環氧粉末采用高壓靜電噴涂。文中還對除銹和防腐的兩套圓環型自動控制作業線進行了闡述。
影響埋地管道3PE防腐層剝離的因素探討 影響埋地管道3PE防腐層剝離的因素探討
格式:pdf
大小:1.4MB
頁數:4P
4.4
隨著3pe防腐層在埋地鋼質管道的大量使用,其缺陷也開始逐步暴露,主要表現為防腐層的剝離。本文就造成埋地鋼質管道3pe防腐層剝離的因素:自身缺陷、剝離電位、水和氧的滲透等方面進行探討。
3PE管道防腐在國內十年的實踐 3PE管道防腐在國內十年的實踐
格式:pdf
大小:447KB
頁數:5P
4.4
介紹了國外3pe防腐技術的開發、應用以及我國3pe防腐設備的引進、吸收、國產化的發展過程和在石油天然氣管道建設中的使用情況。闡述了3pe防腐標準的制訂過程,埋地鋼質管道防腐采用3pe結構的可靠性。在市場經濟條件下,對3pe防腐采用的原料質量和要求、現用標準存在的問題、涂敷工藝過程的質量控制等提出了意見和建議。
低溫環境管道3PE防腐補口技術研究最新文檔
高寒地區防腐保溫管道現場補口技術 高寒地區防腐保溫管道現場補口技術
格式:pdf
大小:199KB
頁數:3P
4.4
隨著國內與俄羅斯及中亞等國能源合作的深入,高緯度(高寒)地區的管道施工技術越來越被人們所重視,統計資料顯示高寒地區防腐保溫管道現場補口技術是影響管道安全運行關鍵技術之一。針對高寒地區防腐保溫管道現場補口技術難題,在材料的選擇、現場補口機具的研制及現場補口工藝的試驗研究等方面做了大量的研究試驗工作,在多個方案中進行優化篩選,最終選出最優方案并成功應用于中哈、漠大等管線部分標段的現場補口,跟蹤測試各項指標達到設計要求,取得了良好效果。
3PE補口補傷防腐技術交底記錄
格式:pdf
大小:26KB
頁數:2P
4.8
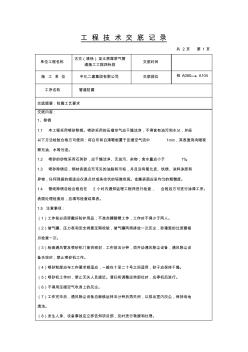
工程技術交底記錄 共2頁第1頁 單位工程名稱 古交(清徐)至太原煤層氣管 道施工工程四標段 交底時間 施工單位中化二建集團有限公司交底部位樁a080a104 工序名稱管道防腐 交底提要:防腐工藝要求 交底內容: 1、除銹 1.1本工程采用噴砂除銹。噴砂采用的壓縮空氣應干燥潔凈,不得含有油污和水分,并經 以下方法檢驗合格方可使用:將白布和白漆靶板置于壓縮空氣流中1min,其表面用肉眼觀 察無油、水等污跡。 1.2噴砂的砂粒采用石英砂,應干燥潔凈、無油污、雜物;含水量應小于1%。 1.3噴砂除銹后,鋼材表面應無可見的油脂和污垢,并且沒有氧化皮、鐵銹、涂料涂層和 異物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。金屬表面應呈均勻的粗糙度。 1.4管線除銹自檢合格后在2小時內通知監理工程師進行檢查,合格后方可進行涂漆工序。 表面
鋼質管道3PE防腐層施工與質量控制技術 鋼質管道3PE防腐層施工與質量控制技術
格式:pdf
大小:566KB
頁數:5P
4.5
鋼質管道3pe防腐層是性能優異的管道防腐層,其生產自動化程度高,施工速度快,易于施工管理和質量控制。本文對鋼質管道外3pe防腐層生產施工中的質量控制關鍵環節進行論述和總結介紹。
雙金屬復合管3PE防腐技術研究 雙金屬復合管3PE防腐技術研究
格式:pdf
大小:214KB
頁數:3P
4.3
遼河油田雙6儲氣庫工程采用雙金屬復合管作為單井注采管道和采氣干線管道,這種內壁為不銹鋼,能夠有效防止co2對鋼管內壁的腐蝕,但是鋼管外壁仍然需要3pe防腐層保護鋼管免遭自然環境的腐蝕。這種鋼管3pe防腐具有鋼管管壁厚,最高加熱溫度低等難點,為保證順利完成雙金屬復合管的防腐預制任務,我們進行了技術攻關,通過增加中頻加熱器,選擇新材料進行工藝性試驗等措施,最終完滿完成了雙金屬復合管的防腐預制任務。
埋地管道三層PE防腐層補口施工工藝研究 埋地管道三層PE防腐層補口施工工藝研究
格式:pdf
大小:867KB
頁數:4P
4.4
研究開發了一種適用于大口徑埋地鋼質管道3層pe防腐層的補口技術。通過對管道補口部位預熱時加熱溫度、加熱時間對管體防腐層性能的影響,確定加熱方式和加熱工藝參數,對環氧粉末涂料配方進行了改進。由于將pe及共聚物膠粘劑涂敷到補口部位,是施工的技術難點,本文對噴涂共聚物膠粘劑粉末時,pe采用注模工藝、纏繞pe復合帶工藝及膠粘層+pe復合帶工藝分別進行了研究,得出使用膠粘層+pe復合帶工藝可達到工藝標準要求的結論。
3PE防腐管道防腐層修復操作方法 3PE防腐管道防腐層修復操作方法
格式:pdf
大小:127KB
頁數:未知
4.8
對于采用三層結構聚乙烯防腐技術的燃氣管網,一旦發生燃氣泄漏,需立即組織搶修、接線,通常情況下要求帶氣作業。本文重點闡述3pe防腐燃氣管道在搶修、接線過程中,在保證管道泄漏氣體不被引燃的前提下,利用紅外加溫裝置,有效剝除漏氣部位防腐層的操作辦法及防腐層的修復。
 3pe防腐鋼管防腐工藝
3pe防腐鋼管防腐工藝 3pe防腐鋼管防腐工藝
格式:doc
大小:34KB
頁數:4P
4.5
本文將詳細介紹3pe防腐鋼管的防腐工藝,包括其原理、施工步驟和應用范圍等內容。通過了解3pe防腐鋼管的相關知識,可以為建設工程領域的防腐工作提供參考和指導。
3pe防腐鋼管防腐厚度標準 管道內防腐技術研究進展 管道內防腐技術研究進展
格式:pdf
大小:298KB
頁數:未知
4.4
國內傳統主力油田已經進入高含水開發期,由此引發注采系統和集輸系統嚴重的管道腐蝕問題。介紹了油氣管道內防腐技術,包括管材耐蝕材料選擇機理、緩蝕劑加注技術、內涂層和內襯里技術等。并提出針對后腐蝕現象,可以采用局部修補技術對管道破損部位進行維護,以延長管道的使用壽命。為保障油氣管道安全生產運行,應進一步研究管道內腐蝕機理,開發經濟有效、環境友好的管道內防腐新技術。
管道3PE防腐涂層聚乙烯專用料的熱性能研究 管道3PE防腐涂層聚乙烯專用料的熱性能研究
格式:pdf
大小:522KB
頁數:4P
4.7
管道3pe防腐涂層使用的聚乙烯專用料在國內外輸油、氣工程中得到了廣泛的應用,但對其熱性能的研究鮮見報道。采用熱重分析,結合coats-redfern法對熱分解過程進行了研究,用紅外光譜、力學拉伸等方法考察了不同加熱溫度對聚乙烯專用料的性能和組成的影響。研究結果表明:當熱分解溫度達到315℃以上時,聚乙烯專用料的失重速率迅速變大,371℃時失重速率達到最大;coats-redfern法適用于聚乙烯專用料的熱分解動力學分析,整個熱分解過程可分為四個階段,其中第三失重階段范圍為316~402℃,活化能最高達到167.9kj/mol,樣品質量分數變化也最大,即從96.1%降低到12.0%;在245℃以上處理1h時,聚乙烯專用料的力學性能呈明顯下降趨勢,性能的下降主要是由于芳香族化合物及氧化產物的生成。
低溫環境管道3PE防腐補口技術研究相關
文輯推薦
知識推薦
百科推薦


職位:項目安全總監
擅長專業:土建 安裝 裝飾 市政 園林


