

提高低碳鋼拉絲線材熱軋性能合格率的研究
格式:pdf
大小:365KB
頁(yè)數(shù):2P
人氣 :64
 4.3
4.3
軋制工藝對(duì)Q195線材性能有較大影響,提高軋制和吐絲溫度,降低冷卻速度,有利于Q195熱軋線材鐵素體晶粒尺寸增大,降低其抗拉強(qiáng)度,從而提高性能合格率。



拉絲用低碳鋼熱軋圓盤(pán)條
格式:pdf
大小:26KB
頁(yè)數(shù):4P
備案號(hào):qb/44020077984-2007 廣東省企業(yè)產(chǎn)品標(biāo)準(zhǔn) q/sg01-2007 拉絲用低碳鋼熱軋圓盤(pán)條 hot-rolledlowcarbonsteelwirerodsfordrawing 2007-01-02發(fā)布2007-01-12實(shí) 施 廣東韶鋼松山股份有限公司發(fā)布 1 q/sg01-2007 前言 本標(biāo)準(zhǔn)參照gb/t1.1-2000《標(biāo)準(zhǔn)化工作導(dǎo)則第一部分:標(biāo)準(zhǔn)的結(jié)構(gòu)和編寫(xiě)規(guī)則實(shí)施指南》編寫(xiě)。 本標(biāo)準(zhǔn)規(guī)定了拉絲用低碳鋼熱軋圓盤(pán)條產(chǎn)品的技術(shù)要求。 本標(biāo)準(zhǔn)適用于廣東韶鋼松山股份有限公司生產(chǎn)的拉絲用低碳鋼熱軋圓盤(pán)條。 本標(biāo)準(zhǔn)由廣東韶鋼松山股份有限公司技術(shù)研究中心起草。 本標(biāo)準(zhǔn)主要起草人:黃銳、張志明、鐘凡
編輯推薦下載
 拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)探討
拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)探討 拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)探討
格式:pdf
大小:430KB
頁(yè)數(shù):3P
4.6
在對(duì)兩個(gè)低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)進(jìn)行對(duì)比的基礎(chǔ)上,通過(guò)回歸分析,討論了lq195、lq215低牌號(hào)拉絲盤(pán)條的化學(xué)成分控制范圍。
拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)與生產(chǎn) 拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)與生產(chǎn)
格式:pdf
大小:274KB
頁(yè)數(shù):2P
4.7
結(jié)合唐鋼拉絲用低碳熱軋圓盤(pán)條生產(chǎn)工藝實(shí)際,通過(guò)理論分析與回歸分析應(yīng)用相結(jié)合,重新設(shè)計(jì)了內(nèi)控標(biāo)準(zhǔn)中拉絲用盤(pán)條的化學(xué)成分,并有針對(duì)性地制定了煉、軋生產(chǎn)的工藝保證措施。
低碳鋼拉絲線材熱軋性能合格率的研究熱門(mén)文檔
低碳鋼熱軋盤(pán)條機(jī)械性能研究 低碳鋼熱軋盤(pán)條機(jī)械性能研究
格式:pdf
大小:357KB
頁(yè)數(shù):3P
4.7
針對(duì)攀鋼線材廠生產(chǎn)的低碳鋼熱軋盤(pán)圓抗拉強(qiáng)度偏低,通過(guò)現(xiàn)場(chǎng)實(shí)驗(yàn),利用回歸法對(duì)化學(xué)成分、抗拉強(qiáng)度等進(jìn)行了分析,采取微調(diào)化學(xué)成分,優(yōu)化控軋控冷工藝等措施,達(dá)到了控制低碳鋼強(qiáng)度指標(biāo)的目的

 低碳鋼拉伸過(guò)程的微觀分析
低碳鋼拉伸過(guò)程的微觀分析 低碳鋼拉伸過(guò)程的微觀分析
格式:pdf
大小:122KB
頁(yè)數(shù):2P
4.8
低碳鋼拉伸試驗(yàn)是材料力學(xué)課程中最基本的實(shí)驗(yàn)之一,學(xué)生在試驗(yàn)的過(guò)程中要對(duì)實(shí)驗(yàn)曲線進(jìn)行分析,達(dá)到了解材料性能,熟悉實(shí)驗(yàn)測(cè)驗(yàn)方法的目的。試驗(yàn)曲線反映了試件在拉伸過(guò)程中受力和變形的變化過(guò)程,本文從微觀方面分析了低碳鋼曲線的變化過(guò)程,希望對(duì)廣大實(shí)驗(yàn)師有所幫助。
JIS_G3505低碳鋼線材
格式:pdf
大小:81KB
頁(yè)數(shù):12P
4.4
jisudc669.141.24-42 g3505 低碳鋼線材 jisg3505-1996 平成8年6月1日修改 日本工業(yè)標(biāo)準(zhǔn)調(diào)查會(huì)審議 (日本標(biāo)準(zhǔn)協(xié)會(huì)發(fā)行) 日本工業(yè)標(biāo)準(zhǔn)jis 低碳鋼線材g3505-1996 1.適用范圍這個(gè)標(biāo)準(zhǔn)是針對(duì)用作鐵線、鍍鋅鐵線等制造的低碳鋼線材(以下叫線材)制 定的。但是不包括焊接棒狀芯線用線材。 備注1.除了購(gòu)買者根據(jù)與制造商預(yù)先商定的主體規(guī)定的項(xiàng)目外,還可以指定附件1 的特別質(zhì)量規(guī)定的1、2以及3的一部分或全部。 附件11.低碳鋼的規(guī)定 附件12.mn的規(guī)定 附件13.尺寸公差以及直徑偏差規(guī)定 2.這個(gè)標(biāo)準(zhǔn)的引用標(biāo)準(zhǔn),由付表1表示 3.這個(gè)規(guī)格標(biāo)準(zhǔn)對(duì)應(yīng)的國(guó)際標(biāo)準(zhǔn)如下 iso8457-1steelwirerod-part1:diensionsandtoler
低碳鋼拉絲線材熱軋性能合格率的研究精華文檔
低碳鋼拉伸實(shí)驗(yàn)報(bào)告
格式:pdf
大小:517KB
頁(yè)數(shù):7P
4.4
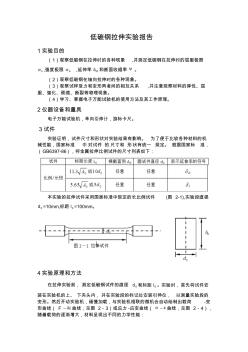
低碳鋼拉伸實(shí)驗(yàn)報(bào)告 1實(shí)驗(yàn)?zāi)康?(1)觀察低碳鋼在拉伸時(shí)的各種現(xiàn)象,并測(cè)定低碳鋼在拉伸時(shí)的屈服極限 s,強(qiáng)度極限b,延伸率10和斷面收縮率。 (2)觀察低碳鋼在軸向拉伸時(shí)的各種現(xiàn)象。 (3)觀察試樣受力和變形兩者間的相互關(guān)系,并注意觀察材料的彈性、屈 服、強(qiáng)化、頸縮、斷裂等物理現(xiàn)象。 (4)學(xué)習(xí)、掌握電子萬(wàn)能試驗(yàn)機(jī)的使用方法及其工作原理。 2儀器設(shè)備和量具 電子萬(wàn)能試驗(yàn)機(jī),單向引伸計(jì),游標(biāo)卡尺。 3試件 實(shí)驗(yàn)證明,試件尺寸和形狀對(duì)實(shí)驗(yàn)結(jié)果有影響。為了便于比較各種材料的機(jī) 械性能,國(guó)家標(biāo)準(zhǔn)中對(duì)試件的尺寸和形狀有統(tǒng)一規(guī)定。根據(jù)國(guó)家標(biāo)準(zhǔn), (gb6397-86),將金屬拉伸比例試件的尺寸列表如下: 本實(shí)驗(yàn)的拉伸試件采用國(guó)家標(biāo)準(zhǔn)中規(guī)定的長(zhǎng)比例試件(圖2-1),實(shí)驗(yàn)段直徑 0d=10mm,標(biāo)距0l=100mm。 4實(shí)驗(yàn)原理和方法 在拉伸實(shí)驗(yàn)前,測(cè)定低碳鋼試
低碳鋼拉伸試驗(yàn)
格式:pdf
大小:96KB
頁(yè)數(shù):6P
4.4
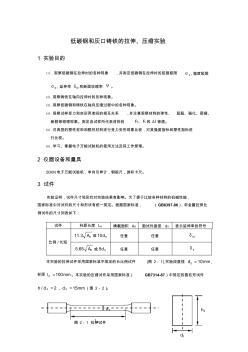
低碳鋼和灰口鑄鐵的拉伸、壓縮實(shí)驗(yàn) 1實(shí)驗(yàn)?zāi)康?⑴.觀察低碳鋼在拉伸時(shí)的各種現(xiàn)象,并測(cè)定低碳鋼在拉伸時(shí)的屈服極限s,強(qiáng)度極限 b,延伸率10和斷面收縮率。 ⑵.觀察鑄鐵在軸向拉伸時(shí)的各種現(xiàn)象。 ⑶.觀察低碳鋼和鑄鐵在軸向壓縮過(guò)程中的各種現(xiàn)象。 ⑷.觀察試樣受力和變形兩者間的相互關(guān)系,并注意觀察材料的彈性、屈服、強(qiáng)化、頸縮、 斷裂等物理現(xiàn)象。測(cè)定該試樣所代表材料的fs、fb和l等值。 ⑸.對(duì)典型的塑性材料和脆性材料進(jìn)行受力變形現(xiàn)象比較,對(duì)其強(qiáng)度指標(biāo)和塑性指標(biāo)進(jìn) 行比較。 ⑹.學(xué)習(xí)、掌握電子萬(wàn)能試驗(yàn)機(jī)的使用方法及其工作原理。 2儀器設(shè)備和量具 50kn電子萬(wàn)能試驗(yàn)機(jī),單向引伸計(jì),鋼板尺,游標(biāo)卡尺。 3試件 實(shí)驗(yàn)證明,試件尺寸和形狀對(duì)實(shí)驗(yàn)結(jié)果有影響。為了便于比較各種材料的機(jī)械性能, 國(guó)家標(biāo)準(zhǔn)中對(duì)試件的尺寸和形狀有統(tǒng)一規(guī)定。根據(jù)國(guó)家標(biāo)準(zhǔn),(gb6397-8
低碳鋼拉伸實(shí)驗(yàn)
格式:pdf
大小:129KB
頁(yè)數(shù):7P
4.3
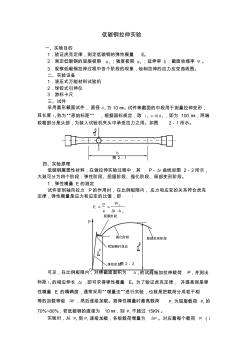
低碳鋼拉伸實(shí)驗(yàn) 一、實(shí)驗(yàn)?zāi)康?1.驗(yàn)證虎克定律,測(cè)定低碳鋼的彈性模量e。 2.測(cè)定低碳鋼的屈服極限s;強(qiáng)度極限b;延伸率;截面收縮率。 3.觀察低碳鋼拉伸過(guò)程中各個(gè)階段的現(xiàn)象,繪制拉伸的應(yīng)力應(yīng)變曲線圖。 二、實(shí)驗(yàn)設(shè)備 1.液壓式萬(wàn)能材料試驗(yàn)機(jī) 2.球鉸式引伸儀 3.游標(biāo)卡尺 三、試件 采用圓形截面試件,直徑0d為10㎜。試件等截面的中段用于測(cè)量拉伸變形, 其長(zhǎng)度0l稱為“原始標(biāo)距”,根據(jù)國(guó)標(biāo)規(guī)定,取00d10l,即為100㎜,兩端 較粗部分是頭部,為裝入試驗(yàn)機(jī)夾頭中承受拉力之用。如圖2-1所示。 圖2-1 四、實(shí)驗(yàn)原理 低碳鋼屬塑性材料,在做拉伸實(shí)驗(yàn)過(guò)程中,其p-l曲線如圖2-2所示, 大致可分為四個(gè)階段:彈性階段、屈服階段、強(qiáng)化階段、局部變形階段。 1.彈性模量e的測(cè)定 試件受到軸向拉力p的作用時(shí),在比例極限內(nèi),應(yīng)力和應(yīng)變的關(guān)系符合虎克
 含Ti超低碳鋼板熱軋織構(gòu)的形成
含Ti超低碳鋼板熱軋織構(gòu)的形成 含Ti超低碳鋼板熱軋織構(gòu)的形成
格式:pdf
大小:130KB
頁(yè)數(shù):1P
4.4
眾所周知,薄板的材質(zhì)受織構(gòu)的影響。對(duì)于深沖鋼板和硅鋼片的開(kāi)發(fā),織構(gòu)尤其重要。以前對(duì)織構(gòu)的研究基本上是以冷軋和退火為中心進(jìn)行的,對(duì)熱軋織構(gòu)的形成研究甚少。本文從提高深沖性能出發(fā),對(duì)含ti超低碳鋼于鐵素體相變溫度區(qū)熱軋形成的織構(gòu)進(jìn)行了研究。試驗(yàn)用材為250mm厚連鑄坯。把試驗(yàn)用材加熱至1250°c,保溫lh,軋成30mm厚,終軋溫度在1000°c以上。空冷后截取寬200mm。長(zhǎng)250mm,再次加熱到1000°c,保溫lh,于ar_3相變點(diǎn)以上溫度經(jīng)兩道次熱軋成12mm厚,空冷到800°c時(shí)以四道連軋
低碳鋼拉絲線材熱軋性能合格率的研究最新文檔
如何提高低碳鋼焊接接頭冷彎合格率 如何提高低碳鋼焊接接頭冷彎合格率
格式:pdf
大小:287KB
頁(yè)數(shù):2P
4.4
a3、20g等低碳鋼焊接試板,經(jīng)x射線探傷可達(dá)到ⅰ、ⅱ級(jí),拉伸強(qiáng)度、沖擊韌性也都超過(guò)母材標(biāo)準(zhǔn),而冷彎時(shí)經(jīng)常在焊縫蓋面層熔合線處出現(xiàn)裂紋。裂紋的方向是順著熔合線方向。觀察到的裂紋,其兩側(cè)多為棕黑的氧化色,裂紋短淺。嚴(yán)重時(shí)沿焊縫兩側(cè)的熔合線斷續(xù)出現(xiàn)。如果試樣繼續(xù)彎曲,就在熔合線的焊縫側(cè),呈較深的三角形裂紋;再繼續(xù)彎曲,就可能使整個(gè)試樣斷裂。
Q/SMGT001-1998拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)述評(píng) Q/SMGT001-1998拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)述評(píng)
格式:pdf
大小:271KB
頁(yè)數(shù):5P
4.6
敘述了拉絲用低碳鋼熱軋圓盤(pán)條標(biāo)準(zhǔn)的制定過(guò)程,分析了同類產(chǎn)品標(biāo)準(zhǔn)參數(shù)的對(duì)比情況及發(fā)展趨勢(shì),對(duì)拉絲用低碳鋼盤(pán)條標(biāo)準(zhǔn)實(shí)施、修訂提出探討。
低碳鋼絲的拉拔要求
格式:pdf
大小:6KB
頁(yè)數(shù):2P
4.7
低碳鋼絲的拉拔要求 低碳鋼絲的需要量很大,其設(shè)備及工藝也比較簡(jiǎn)單,一般小型工廠都能夠生產(chǎn)。 1.低碳鋼絲的工藝特點(diǎn),低碳鋼絲大都使用塑性好的普碳鋼做原料,允許 采用較大的壓縮率,并可以從盤(pán)條生拉到1毫米以下,適宜用滑輪式拉絲機(jī)連續(xù) 生產(chǎn)。拉拔過(guò)程中鋼絲雖受到較多的彎曲和軸向扭轉(zhuǎn),但對(duì)其機(jī)械性能影響不大。 中細(xì)規(guī)格的低碳鋼絲還可以實(shí)現(xiàn)高速拉拔。目前國(guó)內(nèi)滑輪式拉絲機(jī)干拉1.6毫米 鋼絲,速度每分鐘高達(dá)500米。17模水箱拉絲機(jī)拉制o.6毫米鋼絲,速度每分 鐘高達(dá)1000米。 對(duì)于表面要求不高的低碳鋼絲制品,可以采用無(wú)酸強(qiáng)迫拉拔。低碳鋼絲大都 可使用再結(jié)晶低溫退火,但對(duì)于某些質(zhì)量較差的原料,仍以用完全退火較妥。 潤(rùn)滑方法過(guò)去大都采用厚油脂石灰糊預(yù)涂層,但此種方法車間粉塵太多,污 染工作環(huán)境。目前已有不少單位改用酸洗后上無(wú)脂薄灰,再在模盒內(nèi)放鈣皂粉的 潤(rùn)滑方法,使車
低碳鋼熱軋圓盤(pán)條(改)
格式:pdf
大小:24KB
頁(yè)數(shù):2P
4.5
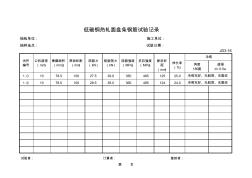
jd3-16 角度 180度 直徑 d=0.5a 1-①1078.510027.539.035049512525.0 1-②1078.510028.539.036049512424.0 試驗(yàn)者:計(jì)算者:復(fù)核者: 第頁(yè) 冷彎 冷彎完好、無(wú)脫層、無(wú)裂紋 低碳鋼熱軋圓盤(pán)條鋼筋試驗(yàn)記錄 試件 編號(hào) 斷后標(biāo) 距 (mm) 伸長(zhǎng)率 (%) 冷彎完好、無(wú)脫層、無(wú)裂紋 抽檢單位:施工單位: 抽樣地點(diǎn):試驗(yàn)日期: 極度限力 (kn) 屈服強(qiáng)度 (mpa) 抗拉強(qiáng)度 (mpa) 公稱直徑 (mm) 橫截面積 (mm2) 原始標(biāo)距 (mm) 屈服力 (kn) 350.1449725.00 362.8749724.00

低碳鋼熱軋圓盤(pán)條理重計(jì)算
格式:pdf
大小:17KB
頁(yè)數(shù):2P
4.4
公稱直徑(mm)截面面積(mm2)理論重量(kg/m)公稱直徑(mm)截面面積(mm2) 5.523.750.18651078.5 628.270.22191194.99 6.533.180.260512113.04 738.480.302113132.67 850.270.394614153.86 963.620.4994 式:w(kg/m)=0.00617*直徑2 低碳鋼熱軋圓盤(pán)條的尺寸及重量 理論重量(kg/m) 0.617 0.7465 0.8884 1.0427 1.2093
熱軋低碳鋼高溫變形行為與顯微組織 熱軋低碳鋼高溫變形行為與顯微組織
格式:pdf
大小:85KB
頁(yè)數(shù):1P
4.6
熱軋低碳鋼是一類廣泛應(yīng)用于建筑結(jié)構(gòu)及機(jī)械制造中的碳素結(jié)構(gòu)用鋼。它具有優(yōu)良的變形塑性,可以在較高的應(yīng)變速率下實(shí)現(xiàn)軋制、彎曲等加工,但其不同工藝條件下熱形變過(guò)程的組織演變、性能變化以及隨后的時(shí)效特征是目前亟待研究的課題。熱變形材料的組織、性能特征以及變形后的時(shí)效特征不僅取決于鋼材中的碳、氮含量,成形后的熱處理工藝,時(shí)效程度,服役溫度與時(shí)間等多種因素,而且受熱變形工藝參數(shù)、變形后的微觀組織的直接影響。
礦用低碳鋼絲的規(guī)格
格式:pdf
大小:478KB
頁(yè)數(shù):17P
4.4
礦用低碳鋼絲 gb/t343-94 國(guó)家技術(shù)監(jiān)督局1994-12-22批準(zhǔn)1995-10-01實(shí)施 1主題內(nèi)容與適用范圍 本標(biāo)準(zhǔn)規(guī)定了一般用途低碳鋼絲(以下簡(jiǎn)稱鋼絲)的分類、代號(hào)、尺寸、外形、技 術(shù)要求、試驗(yàn)方法、驗(yàn)收規(guī)則、包裝、標(biāo)志、質(zhì)量證明書(shū)。 本標(biāo)準(zhǔn)適用于一般的捆綁、牽拉、制釘、編織及建筑等用途的圓截面低碳鋼絲。 2引用標(biāo)準(zhǔn) gb228金屬拉伸試驗(yàn)法 gb238金屬線材反復(fù)彎曲試驗(yàn)方法 gb701低碳鋼熱軋圓盤(pán)條 gb2103鋼絲驗(yàn)收、包裝、標(biāo)志及質(zhì)量證明書(shū)的一般規(guī)定 gb/t15393鋼絲鍍鋅層 3分類、代號(hào) 3.1鋼絲按交貨狀態(tài)分為三種,其代號(hào)為: 冷拉鋼絲wcd 退火鋼絲ta 鍍鋅鋼絲sz 3.2鋼絲按用途分為三類; ⅰ類普通用 ⅱ類制釘用 廈類建筑用 3.3鋼絲的交貨狀態(tài)及用途應(yīng)在合同中注明。 4尺寸、外形 4.1
低碳鋼絲無(wú)酸洗拉拔 低碳鋼絲無(wú)酸洗拉拔
格式:pdf
大小:93KB
頁(yè)數(shù):未知
4.5
介紹低碳鋼絲無(wú)酸拉拔技術(shù)及無(wú)酸洗拉拔的技術(shù)關(guān)鍵,分析新工藝的優(yōu)點(diǎn),指出應(yīng)進(jìn)一步完善的技術(shù)要點(diǎn)。
低碳鋼拉絲線材熱軋性能合格率的研究相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:夾具造價(jià)工程師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


