

低碳鋼管TIG打底焊的焊絲選用
格式:pdf
大小:82KB
頁數:6P
人氣 :87
 4.5
4.5
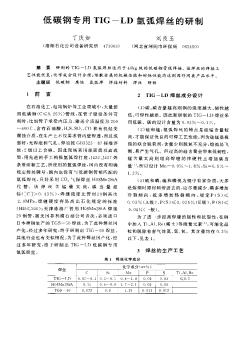
低碳鋼管 TIG打底焊的焊絲選用 結合多年對低碳鋼管進行手工鎢極氬弧焊 (TIG) 的經驗,通過選用 H08A、H08Mn2Si、 TIG-J50 焊絲對 20低碳鋼管進行的焊接工藝試驗以及現場使用的比較分析,認 為焊絲中 Mn、Si 含量及其比值 Mn/Si 具有關鍵作用,施工選用 H08Mn2Si、TIG-J50、 ER49-1是可行的,在目前首選 H08Mn2Si 焊絲進行低碳鋼管 TIG打底焊是合理的。 在石油、化工、電站裝置中,工藝管道和石油化工管式爐及鍋爐的爐管絕大 部分是低碳鋼管,最常用的牌號有: 10、20、Q235、20g。由于這些裝置工藝條 件苛刻,對焊縫質量和管道清潔度都有較高要求, 在現場施工中, 我們常采用手 工鎢極氬弧焊 (TIG) 打底和手工電弧焊 (SMAW)填充、蓋面的焊接工藝焊接較為重 要的碳鋼管。我國 80年代初在上述裝置管道焊接中開始推廣手工鎢極氬弧




低碳鋼管氬弧焊打底焊的焊絲選用
格式:pdf
大小:7KB
頁數:2P
低碳鋼管氬弧焊打底焊的焊絲選用 1·現場焊接 我們在施工現場進行手工鎢極氬弧焊打底焊接低碳鋼管時, 曾采用過h08(或h08a)、h08mn2si、tig-j50及er705-3和瑞 典ok焊絲,十多年的應用經驗表明,沒有發生焊接質量事故, 焊縫能夠滿足設計和使用要求。不同焊絲的差別主要是:使用 h08a焊絲tig打底時,焊縫根部容易產生氣孔,焊縫成型差; 使用h08mn2si和tig-j50焊絲打底時,焊縫成型好,易于手工 操作,氣孔很少,焊縫質量容易保證。由于h08mn2si是國內生 產的埋弧焊焊絲,容易采購,h08mn2si焊絲在手工鎢極氬弧焊 打底中得到廣泛應用。 2·分析 手工鎢極氬弧焊打底所選用的焊絲,除應滿足機械性能要求 外,還應具有良好的可操作性并且不產生缺陷。從焊接工藝試驗 的機械性能可以看出,h08mn2si焊絲打底焊縫的

低碳鋼管道用氬弧焊絲選擇
格式:pdf
大小:106KB
頁數:2P
低碳鋼管道用氬弧焊絲選擇——分析了國內焊絲h0~mn2sia、tig—js0、tig—ld和日本tgs一50焊絲的化學成分、焊接工藝性、熔敷金屬的機械性能和耐蝕性能。認為tig—ld焊絲是國內最好的氬弧焊絲,己達到國外同類產品生產水平。
編輯推薦下載
 低碳鋼管子全位置A-TIG焊接法
低碳鋼管子全位置A-TIG焊接法 低碳鋼管子全位置A-TIG焊接法
格式:pdf
大小:1002KB
頁數:5P
4.4
a-tig焊是一種新型高效的焊接法,具有熔深深,熱影響區小、焊縫窄、變形量小、效率高等特點.對低碳鋼管子全位置a-tig焊接法進行了研究.在分析了涂覆活性劑后管子全位置焊接過程中熔池的受力狀態的基礎上,制定了相關焊接工藝.對6mm厚的低碳鋼管子焊接時不開坡口,將活性劑刷涂于待焊焊道表面,使用管道全位置焊機進行焊接,可以一次焊透,并能單面焊雙面成形.突破了管道全位置焊機只能焊接薄壁管的局限性,使得管道全位置焊機的使用范圍進一步擴大,焊接效率大幅度提升.
低碳鋼管TIG打底焊的焊絲選用熱門文檔
薄壁低碳鋼管焊接變形的數值模擬 薄壁低碳鋼管焊接變形的數值模擬
格式:pdf
大小:1.0MB
頁數:5P
4.4
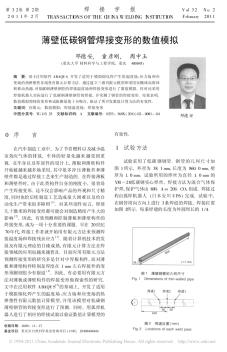
基于泛用軟件abaqus,開發了適用于模擬熔化焊產生的溫度場、應力場和應變場的熱彈塑性非線性有限元計算方法.通過建立三維有限元模型和采用雙橢球高斯體積移動熱源,對低碳鋼薄壁鋼管的焊接溫度場和焊接變形進行了數值模擬.同時還采用焊接機器人實際進行了低碳鋼薄壁鋼管的焊接,并實測了鋼管的焊接變形.結果表明,數值模擬得到的變形和試驗測量值十分吻合,驗證了所開發數值計算方法的有效性.
低碳鋼管道不停輸補焊接頭的顯微組織 低碳鋼管道不停輸補焊接頭的顯微組織
格式:pdf
大小:352KB
頁數:4P
4.5
在試驗管道上,采用q235低碳鋼進行管道不停輸補焊研究,對比了不停輸補焊和停輸補焊焊接接頭顯微組織的變化,并研究了管道內水的流速對接頭顯微組織的影響。研究結果表明,低碳鋼管道不停輸補焊時,管內流動介質不斷帶走焊接區的熱量導致焊接接頭快速冷卻,焊縫及粗晶區的晶粒形狀和顯微組織較停輸焊接的有很大變化。焊縫的主要組織由晶界先共析鐵素體和晶內針狀鐵素體組成,晶界先共析鐵素體形態為細長的長條狀,而且形成了沿晶界鐵素體向晶內生長的不平衡組織側板條鐵素體。粗晶區的原奧氏體晶粒尺寸較停輸補焊時有所減小,但形成了魏氏組織鐵素體、粒狀貝氏體和馬氏體等不平衡組織,而且水流速度越大,粗晶區的高溫停留時間越短,越容易形成不平衡組織。
 低碳鋼合金焊絲斷裂分析
低碳鋼合金焊絲斷裂分析 低碳鋼合金焊絲斷裂分析
格式:pdf
大小:975KB
頁數:3P
4.4
用掃描電鏡、光學顯微鏡和力學性能測試研究經880℃×3.5h的常規退火低碳鋼合金焊絲er110s的拉拔斷口。焊絲顯微組織為鐵素體、碳化物粒子和島狀貝氏體,斷口由大片韌窩與一些解理小平面交替組成。斷口分析說明,彌散分布的碳化物質點對應微孔聚集型斷裂韌窩,貝氏體組織對應解理小平面,貝氏體硬而脆,斷裂韌度低,裂紋擴展阻力小,是引起焊絲斷裂的主要原因。采用再結晶退火(700℃保溫15h)能夠消除貝氏體組織,改善焊絲拉拔性能。
低碳鋼管TIG打底焊的焊絲選用精華文檔
紫銅管與低碳鋼管焊接件開裂分析 紫銅管與低碳鋼管焊接件開裂分析
格式:pdf
大小:748KB
頁數:3P
4.5
某紫銅管與低碳鋼管焊接件焊接后在焊接接頭靠近紫銅管側出現了大量開裂現象,通過對開裂部位紫銅管部分進行宏觀分析、化學成分分析、掃描電鏡斷口觀察及金相檢驗,對焊接件的開裂原因進行了分析。結果表明:紫銅管原材料中氧含量超標以及焊接溫度過高共同引起晶界弱化,致使在焊接接頭處疊加了較大的組織應力和熱應力,當疊加應力大于材料的承受能力時就會引起晶界破裂,導致焊接件開裂。最后在分析的基礎上提出了改進措施。
小徑低碳鋼管對接垂直固定氣焊
格式:pdf
大小:25KB
頁數:4P
4.8
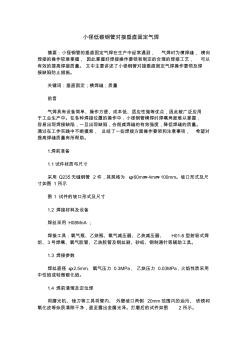
小徑低碳鋼管對接垂直固定氣焊 摘要:小徑鋼管的垂直固定氣焊在生產中經常遇到,氣焊時為橫焊縫,橫向 焊接的操作較難掌握,因此掌握好焊接操作要領和制定的合理的焊接工藝,可以 有效的提高焊接質量。文中主要講述了小徑鋼管對接垂直固定氣焊操作要領及焊 接缺陷防止措施。 關鍵詞:垂直固定;橫焊縫;質量 前言 氣焊具有設備簡單、操作方便、成本低、適應性強等優點,因此被廣泛應用 于工業生產中。在各種焊接位置的操作中,小徑鋼管橫焊時焊嘴角度難以掌握, 容易出現焊接缺陷,一旦出現缺陷,會削減焊縫的有效強度,降低焊縫的質量。 通過在工作實踐中不斷摸索,總結了一些焊接方面操作要領和注意事項,希望對 提高焊縫質量有所幫助。 1.焊前準備 1.1試件材質與尺寸 采用q235無縫鋼管2件,其規格為φ60mm×4mm×100mm。坡口形式及尺 寸如圖1所示 圖1試件的坡口形式及尺寸 1.2焊接
薄壁低碳鋼管釬焊應力腐蝕開裂分析 薄壁低碳鋼管釬焊應力腐蝕開裂分析
格式:pdf
大小:395KB
頁數:4P
4.7
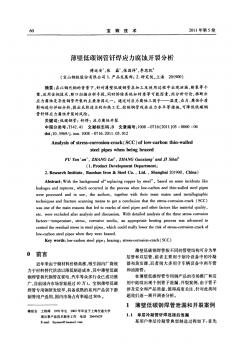
在以鋼代銅的背景下,針對薄壁低碳鋼管在加工及使用過程中出現泄漏、斷裂等個案,運用金相技術、斷口掃描分析手段,同時排除其他如材質等可能因素,經分析討論,推斷出應力腐蝕是導致鋼管開裂的主要原因之一。通過對應力腐蝕三因子———溫度、應力、腐蝕介質影響進行詳細分析,提出采取適當的加熱工藝、控制鋼管殘余應力水平等措施,可降低低碳鋼管釬焊應力腐蝕開裂的風險。
薄壁低碳鋼管釬焊應力腐蝕開裂分析
格式:pdf
大小:2.6MB
頁數:5P
4.3
經充分 可 7 薄壁低碳鋼管釬焊應力腐蝕開裂分析 作者:傅延安,張磊,張國祥,季思凱,fuyan'an,zhanglei,zhangguoxiang,jisikai 作者單位:傅延安,張磊,張國祥,fuyan'an,zhanglei,zhangguoxiang(寶山鋼鐵股份有限公司產品發展部,上海 ,201900),季思凱,jisikai(寶山鋼鐵股份有限公司研究院,上海,201900) 刊名: 寶鋼技術 英文刊名:bao-steeltechnology 年,卷(期):2011(5) 參考文獻(4條) 1.張勇超低碳鋼與銅管釬焊接頭的裂紋分析[期刊論文]-熱加工工藝2004(03) 2.張娟溫度對2a12鋁合金應力腐蝕開裂的影響[期刊論文]-熱加工工藝2008(10) 3.王海濱邦迪管釬焊接頭的應力腐蝕斷裂研究[期
低碳鋼管TIG打底焊的焊絲選用最新文檔
碳鋼管道焊接時氬弧焊絲的選用 (2)
格式:pdf
大小:27KB
頁數:4P
4.6
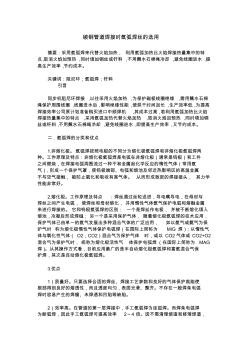
碳鋼管道焊接時氬弧焊絲的選用 摘要:采用氬弧焊來代替火焰加熱,利用氬弧加熱比火焰焊接熱量集中的特 點,取消火焰加預熱,同時填加銅絲或釬料,不用蘸水石棉繩冷卻,避免線圈進水,提 高生產效率,節約成本。 關鍵詞:阻尼環;氬弧焊;釬料 引言 同步機阻尼環焊接,以往采用火焰加熱,為保護磁極線圈絕緣,需用蘸水石棉 繩保護周圍線圈,線圈進水后,影響絕緣性能,使烘干時間加長,生產效率低,為提高 焊接效率公司原計劃準備購買進口中頻焊機,其成本過高,若利用氬弧加熱比火焰 焊接熱量集中的特點,采用氬弧加熱代替火焰加熱,取消火焰加預熱,同時填加銅 絲或釬料,不用蘸水石棉繩冷卻,避免線圈進水,即提高生產效率,又節約成本。 二.氬弧焊的分類和優點 1.非熔化極。氬弧焊按照電極的不同分為熔化極氬弧焊和非熔化極氬弧焊兩 種。工作原理及特點:非熔化極氬弧焊是電弧在非熔化極(
碳鋼管道全位置自動TIG焊 碳鋼管道全位置自動TIG焊
格式:pdf
大小:156KB
頁數:4P
4.5
以20#碳鋼管φ88.9×4.5管-管對接焊接為例,簡述碳鋼管道全位置自動tig焊的焊接工藝和操作要點。主要包括:工作條件;坡口型式的選擇和加工;組對工藝參數和要求;焊接試驗前的準備;分析主要工藝參數對焊縫成形的影響;根據全位置焊接過程中的受力特點,合理劃分焊接區間,通過試驗優化焊接工藝參數;最后按照標準進行一系列檢查和試驗,形成成熟的焊接工藝。
埋弧焊焊接低碳鋼的常識
格式:pdf
大小:960KB
頁數:3P
4.5
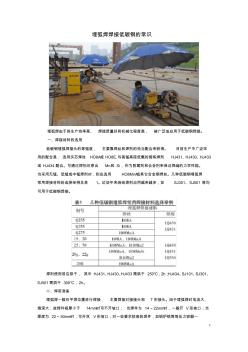
1 埋弧焊焊接低碳鋼的常識 埋弧焊由于其生產效率高、焊接質量好和機械化程度高,被廣泛地應用于低碳鋼焊接。 一、焊接材料的選用 低碳鋼埋弧焊接頭的等強度,主要靠焊絲和焊劑的恰當配合來獲得。目前生產中廣泛采 用的配合是:選用實芯焊絲ho8a或ho8e,與高錳高硅低氟的熔煉焊劑hj431、hj430、hj433 或hj434配合。可通過焊劑還原出mn和si,作為脫氧劑和合金劑來保證焊縫的力學性能。 當采用無錳、低錳或中錳焊劑時,則應選用ho8mna或其它合金鋼焊絲。幾種低碳鋼埋弧焊 常用焊接材料的選擇舉例見表1。近些年來燒結焊劑應用越來越多,如sj301、sj501等均 可用于低碳鋼焊接。 焊劑使用前應烘干,其中hj431、hj430、hj433需烘干250℃,2h;hj434、sj101、sj301、 sj501需烘干300℃,2h。 二、焊前準備
低碳鋼管TIG打底焊的焊絲選用 低碳鋼管TIG打底焊的焊絲選用
格式:pdf
大小:490KB
頁數:未知
4.7
結合多年對低碳鋼管進行手工鎢極氬弧焊(tig)的經驗,通過選用h08a、h08mn_2si、tig-j50焊絲對20低碳鋼管進行的焊接工藝試驗以及現場使用的比較分析,認為焊絲中mn、si含量及其比值mn/si具有關鍵作用,施工選用h08mn_2si、tig-j50、er49一1是可行的,在目前首選h08mn_2si焊絲進行低碳鋼管tig打底焊是合理的。
低碳鋼管道焊接用TIG—LD氬弧焊焊絲研制 低碳鋼管道焊接用TIG—LD氬弧焊焊絲研制
格式:pdf
大小:106KB
頁數:未知
4.5
研制的低碳鋼管道焊接用tig—ld氬弧焊焊絲的化學成分為:005%~010%c、09%~18%mn、05%~12%si、0025%~004%p(s)以及總量小于05%的微量元素ti、al、re等,焊絲用鋼采用中頻感應電爐氧化法冶煉,先熱軋后冷拔工藝成型。焊絲的焊接工藝試驗表明,熔池無飛濺,焊絲熔化均勻連續,焊縫金屬致密且與母材熔合良好。焊縫金屬和焊接接頭的性能測試表明,熔敷金屬的化學成分、機械性能和耐腐蝕性能等綜合性能指標達到了國外同類產品水平,是國內用于低碳鋼管道焊接最理想的焊絲。
低碳鋼管道用氬弧焊絲(TIG—LD)的研制 低碳鋼管道用氬弧焊絲(TIG—LD)的研制
格式:pdf
大小:103KB
頁數:3P
4.5
研制的tig-ld氬弧焊絲適用于40kg級的低碳鋼管道焊接,該焊絲的特點是焊接工藝性能優良,化學成分設計合理,熔敷金屬的機械性能及耐腐蝕性能均達到國外同類產品水平。
低碳鋼管道用氬弧焊絲(TIG-LD)的研制 低碳鋼管道用氬弧焊絲(TIG-LD)的研制
格式:pdf
大小:439KB
頁數:未知
4.6
研制的tig-ld氬弧焊絲適用于40kg級的低碳鋼管道焊接。該焊絲的特點是焊接工藝性能優良,化學成分設計合理,熔敷金屬的機械性能及耐腐蝕性能均達到國外同類產品水平。
TIG—LD低碳鋼管線專用氬弧焊絲研制 TIG—LD低碳鋼管線專用氬弧焊絲研制
格式:pdf
大小:498KB
頁數:未知
4.5
研制的tig-ld氬弧焊絲適用于40公斤級的低碳鋼管線焊接。該焊絲的焊接工藝性能優良;化學成分設計合理;熔敷金屬的機械性能和耐蝕性能均達到國外同類產品水平。
低碳鋼管TIG打底焊的焊絲選用相關
文輯推薦
知識推薦
百科推薦


職位:鋼結構項目管理工程師
擅長專業:土建 安裝 裝飾 市政 園林


