




 聚乙烯管道電熔焊接機設計
聚乙烯管道電熔焊接機設計 聚乙烯管道電熔焊接機設計
格式:pdf
大小:275KB
頁數:2P
介紹了一種實現聚乙烯管道電熔焊接的智能化儀器。以單片機pic16f877為測控核心,采用交流調壓模塊dty-h220d35e、傳感技術和模糊pid控制算法實現了焊接電壓的控制,并且用環境溫度測量值對焊接電壓進行補償;激光條碼掃描器自動錄入管件參數;eeprom存儲器記錄焊接數據;采用傳感技術實現管件斷路、供電電源超壓、供電電源欠壓和過流檢測。此聚乙烯管道電熔焊接機具有焊接質量高、使用方便和節能等特點。
編輯推薦下載
電熔焊接工藝規程
格式:pdf
大小:62KB
頁數:1P
 4.5
4.5
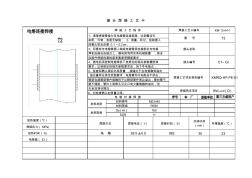
km-12-04-1 3023 接頭焊接工藝卡 材料材質 材料牌號 材料等級 me3440 電熔 環境溫度(℃) 焊接壓力(mpa) 加熱時間(s) 電阻值(ω) 加熱溫度(℃) 焊接方法焊接電壓(v) 39.5±0.5982 5、檢查和確認焊后外觀質量,接縫處不應有熔融料溢出 焊接工藝卡編號 冷卻時間 (min) 1、清理焊接管接頭及電熔套連接表面,達到整潔無 雜質、污物,表面無缺陷;2、測量、標記、刮削插入 3、將管材與電熔套插入端或電熔管段連接部位與電熔 4、通電后須控制電熔焊機下表規定的相關參數精度和 電熔對接焊接 ,溢邊量符合規定范圍要求;電熔管件內電阻絲不擠出; 鞍型電熔鞍型管件熔融料不從鞍型管件周邊溢出;管材壁不 無呈流淌狀情況; 焊接工藝程序 材料規格 de(㎜) sdr 160 11 pe80 6、對檢

PE管熱電熔焊接記錄
格式:pdf
大小:27KB
頁數:2P
4.7
pe管道焊接記錄表 工程名稱:大關縣城鎮管道燃氣安裝工程焊工姓名:焊工編號: 接口 編號 材 料 規 格 (口徑) 焊接 工藝 焊接 日期 環境 溫度 ℃ 刨邊平 整度或 管材表 面清理 管材、 管件內 腔清理 度 加熱 時間 (min) 冷卻 時間 (min) 焊口 錯邊 (mm) 熱熔焊接外觀電容焊接外觀備注 翻邊寬度翻邊 高度 mm 翻邊 均勻 情況 管件兩端 與管材連 接部位密 封情況 管件上 端兩個 針孔冒 尖情況 單邊 寬度 mm 翻邊 寬度 mm 施工單位 代表: 監理單位 代表: 建設單位 代表:
電熔焊接機電源設計熱門文檔
PE管電熔焊接 (2)
格式:pdf
大小:17KB
頁數:11P
4.7
一、聚乙烯(pe)管道電熔焊接原理 聚乙烯管電熔焊接的原理是用電熔焊機給鑲嵌在電熔管件內壁的電 阻絲通電加熱,其加熱的能量使管件和管材的連接界面熔融。在管件 兩端的間隙封閉后,界面熔融區的熔融物在高溫和壓力作用下,其分 子鏈段相互擴散,當界面上互相擴散的深度達到了鏈纏結所必須的尺 寸,自然冷卻后界面就可以得到必要的焊接強度,形成管連可靠的焊 接連接。 根據電熔焊接原理和國內外的實踐經驗已經證實,能否形成管道可靠 的焊接連接,主要由電熔管件的設計、電阻的溫度-電阻特性、電熔 焊機提供的電源電壓的穩定性、管件和管材的材料性質、管件和管材 連接界面的預處理狀況、管件和管材連接界面間的縫隙寬度和均勻 性、管件和管材的對中和夾持穩定狀況、焊接工藝參數(如電壓、電 流、時間等)、焊接時環境溫度、操作人員的水平等因素決定。因此, 根據電熔焊接原理和影響焊接質責因素的實踐經驗而編制
PE管電熔焊接參數
格式:pdf
大小:23KB
頁數:1P
4.7
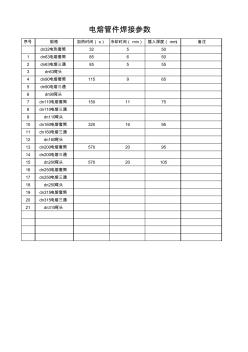
序號規格加熱時間(s)冷卻時間(min)插入深度(mm)備注 dn32電熱套筒32550 1dn63電熔套筒85650 2dn63電熔三通85555 3dn63彎頭 4dn90電熔套筒115965 5dn90電熔三通 6dn90彎頭 7dn110電熔套筒1501175 8dn110電熔三通 9dn110彎頭 10dn160電熔套筒3201695 11dn160電熔三通 12dn160彎頭 13dn200電熔套筒5702095 14dn200電熔三通 15dn200彎頭57020105 16dn250電熔套筒 17dn250電熔三通 18dn250彎頭 19dn315電熔套筒 20dn315電熔三通 21dn315彎頭 電熔管件焊接參數

東方電熔焊接對照表
格式:pdf
大小:27KB
頁數:1P
4.5
序號管件名稱管徑第一段電壓第一段時間第二段電壓第二段時間第三段電壓第三段時間 1dn20035v100s40v200s48v200s 2dn16025v100s35v200s45v200s 3dn11015v100s21v200s23v200s 4dn9016v100s26v100s// 5dn7512v70s18v120s// 6dn6312v70s15v100s// 7dn200×11030v100s40v100s45150s 8dn160×110////// 9dn110×9015v450s//// 10dn110×7512v100s15v100s18v170 11dn110×6512v80s16v100s18v

電熔焊接操作規程
格式:pdf
大小:162KB
頁數:4P
4.8
編號:sm-zd-25598 編制:____________________ 審核:____________________ 批準:____________________ 電熔焊接操作規程 throughtheprocessagreementtoachieveaunifiedactionpolicyfordifferentpeople,soasto coordinateaction,reduceblindness,andmaketheworkorderly. 本文檔下載后可任意修改 fs精編操作規程|operatingprocedures 第2頁/總4頁 電熔焊接操作規程 簡介:該規程資料適用于公司或組織通過合理化地制定計劃,達成上下級或不同的人員 之間形成統一的行動方針,明確執行目標,工作內容,執行方式,執行進
PE管電熔焊接 (2)
格式:pdf
大小:150KB
頁數:4P
4.7
歡迎共閱 一、聚乙烯(pe)管道電熔焊接原理 聚乙烯管電熔焊接的原理是用電熔焊機給鑲嵌在電熔管件內壁的電阻絲通電加熱,其加熱的能量使 管件和管材的連接界面熔融。在管件兩端的間隙封閉后,界面熔融區的熔融物在高溫和壓力作用下, 其分子鏈段相互擴散,當界面上互相擴散的深度達到了鏈纏結所必須的尺寸,自然冷卻后界面就可 以得到必要的焊接強度,形成管連可靠的焊接連接。 根據電熔焊接原理和國內外的實踐經驗已經證實,能否形成管道可靠的焊接連接,主要由電熔管件 的設計、電阻的溫度-電阻特性、電熔焊機提供的電源電壓的穩定性、管件和管材的材料性質、管 件和管材連接界面的預處理狀況、管件和管材連接界面間的縫隙寬度和均勻性、管件和管材的對中 和夾持穩定狀況、焊接工藝參數(如電壓、電流、時間等)、焊接時環境溫度、操作人員的水平等因 素決定。因此,根據電熔焊接原理和影響焊接質責因素的實踐經驗
電熔焊接機電源設計精華文檔
聚乙烯(PE)管道的電熔焊接 聚乙烯(PE)管道的電熔焊接
格式:pdf
大小:132KB
頁數:2P
4.3
聚乙烯(pe)管道熔接(焊接)原理決定了電熔管件和電熔焊機的技術要求,為滿足熔接機理的要求而制定的電熔管件和電熔焊機的產品標準,成為約束生產、檢驗,應用及管理各方面的準則。所以,電熔管件和電熔焊機必須符合它們各自的標準,才能匹配執行相應的焊接工藝規程,才有可能形成可靠的熔接,用相應的國家標準試驗方法才能判定其質量。
聚乙烯管道的電熔焊接 聚乙烯管道的電熔焊接
格式:pdf
大小:31KB
頁數:3P
4.5
介紹聚乙烯管道電熔焊接原理,對電熔管件、電熔焊機的要求,電熔管件的焊接操作過程及電熔焊接的檢驗等。質量監督檢驗檢疫總局近期將頒布的燃氣用聚乙烯管道焊接技術規則,將進一步規范聚乙烯管道的焊接技術工作,提高管道焊接質量和管道系統的安全。
HDPE管材熱熔電熔焊接方案
格式:pdf
大小:1.1MB
頁數:6P
4.4
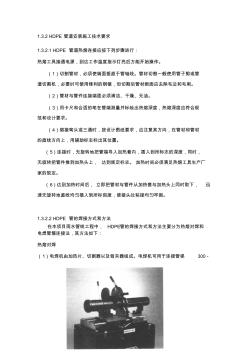
1.3.2hdpe管道安裝施工技術要求 1.3.2.1hdpe管道熱熔連接應按下列步驟進行: 熱熔工具接通電源,到達工作溫度指示燈亮后方能開始操作。 (1)切割管材,必須使端面垂直于管軸線。管材切割一般使用管子剪或管 道切割機,必要時可使用鋒利的鋼鋸,但切割后管材斷面應去除毛邊和毛刺。 (2)管材與管件連接端面必須清潔、干燥、無油。 (3)用卡尺和合適的筆在管端測量并標繪出熱熔深度,熱熔深度應符合規 范和設計要求。 (4)熔接彎頭或三通時,按設計圖紙要求,應注意其方向,在管材和管材 的直線方向上,用輔助標志標出其位置。 (5)連接時,無旋轉地把管端導入加熱套內,插入到所標志的深度,同時, 無旋轉把管件推到加熱頭上,達到規定標志。加熱時間必須滿足熱熔工具生產廠 家的規定。 (6)達到加熱時間后,立即把管材與管件從加熱套與加熱頭上同時取下,迅 速無旋轉地直線均勻插入到所標刻度,


10.1PE管電熔焊接記錄
格式:pdf
大小:56KB
頁數:3P
4.8
pe管電熔焊接記錄 工程名稱:艾默生網絡能源(江門)有限公司燃氣工程編號:01 焊機型號:pesa生產廠家:亞大 母材材質sdr11pe80生產廠家浙江宇華電器生產日期2010.06 焊縫 編號 管件名稱焊工代號 管件 規格 焊接電 壓(v) 焊接時 間(s) 冷卻時間 (min)焊接日期氣候條件備注 d1電熔套筒ts6jgdsa0241d11039.5160142011.05.13 d2電熔套筒ts6jgdsa0241d11039.5160142011.05.13 d3電熔套筒ts6jgdsa0241d11039.5160142011.05.13 備注:所有pe管焊接記錄清楚、準確. 施工單位:廣西佳迅管道工程有限公司技術負責人:質檢員: pe管電熔焊接記錄 工程名稱:艾
電熔焊接機電源設計最新文檔
 提高復合管電熔焊接合格率
提高復合管電熔焊接合格率 提高復合管電熔焊接合格率
格式:pdf
大小:918KB
頁數:8P
4.6
1小組概況小組概況見表1。2選題理由鋼骨架塑料復合管道的連接方式主要有電熔連接和法蘭連接2種(圖1),其中電熔連接是一種重要的連接方式,是將管材插入電熔套筒(以下簡稱"電熔")內通電焊接,焊接質量直接影響管道的施工質量。
 聚乙烯管道電熔焊接接頭的超聲檢測
聚乙烯管道電熔焊接接頭的超聲檢測 聚乙烯管道電熔焊接接頭的超聲檢測
格式:pdf
大小:982KB
頁數:5P
4.7
聚乙烯管連接中大量使用電熔接頭,其質量的好壞直接影響管道系統的安全。分析了超聲聚焦檢測技術對聚乙烯管電熔接頭各類缺陷的檢出能力。在此基礎上,運用相控陣超聲技術及b掃描實時成像超聲方法檢測大量含缺陷接頭,對比超聲成像圖與接頭實剖圖,發現該方法有較高的檢測靈敏度和檢出精度,可以應用于工程實踐。
 多段焊接方式在PE管件電熔焊接中的應用
多段焊接方式在PE管件電熔焊接中的應用 多段焊接方式在PE管件電熔焊接中的應用
格式:pdf
大小:138KB
頁數:未知
4.6
本文介紹了一種應用于聚乙烯(pe)管道系統的電熔連接控制方法。通過對電熔焊機焊接方法現狀、功能特點、執行的標準和焊接技術的闡述和分析,向管件、管材生產企業和施工單位介紹了多段焊接方式的必要性。

聚乙烯E管道系統電熔焊接操作步驟
格式:pdf
大小:76KB
頁數:2P
4.5
精心整理 聚乙烯管道系統電熔焊接操作步驟 電熔焊接操作步驟: 電熔焊接用于各個規格的電熔管件與管材、注塑管件、焊制管件之間的焊接,其焊接程序 為: 1、在使用時方可拆開塑料包裝。 2、清除管材、管件內部、外部的灰塵及異物。 3、用刮刀刮除管件或管材所需焊接區域外表面0.1mm~0.3mm的氧化層,并保證焊接區域 干凈,焊接端面平整,無碎屑。 4、將管材、管件固定好,保證管材、管件之間無應力。 5、將電熔焊機的導線插入管件的接線位置并保持其固定。 6、用讀碼器讀取電熔管件焊接參數或按照電熔管件上的標注手工輸入焊接參數并確認其 正確。 7、開始焊接,并觀察孔突出情況。 8、焊接完成后,接電熔管件上規定的時間進行冷卻,拔掉導線。 特別注意:在焊接時及焊接完成后的冷卻時間內不得移動電熔管件且不能在管件上施加任何壓 力。 對接焊操作步驟: 1、檢查加熱板的溫度是否控制在工藝要求
PE管電熔焊接(20200930121550)
格式:pdf
大小:17KB
頁數:11P
4.5
一、聚乙烯(pe)管道電熔焊接原理 聚乙烯管電熔焊接的原理是用電熔焊機給鑲嵌在電熔管件內壁的電 阻絲通電加熱,其加熱的能量使管件和管材的連接界面熔融。在管件 兩端的間隙封閉后,界面熔融區的熔融物在高溫和壓力作用下,其分 子鏈段相互擴散,當界面上互相擴散的深度達到了鏈纏結所必須的尺 寸,自然冷卻后界面就可以得到必要的焊接強度,形成管連可靠的焊 接連接。 根據電熔焊接原理和國內外的實踐經驗已經證實,能否形成管道可靠 的焊接連接,主要由電熔管件的設計、電阻的溫度-電阻特性、電熔 焊機提供的電源電壓的穩定性、管件和管材的材料性質、管件和管材 連接界面的預處理狀況、管件和管材連接界面間的縫隙寬度和均勻 性、管件和管材的對中和夾持穩定狀況、焊接工藝參數(如電壓、電 流、時間等)、焊接時環境溫度、操作人員的水平等因素決定。因此, 根據電熔焊接原理和影響焊接質責因素的實踐經驗而編制
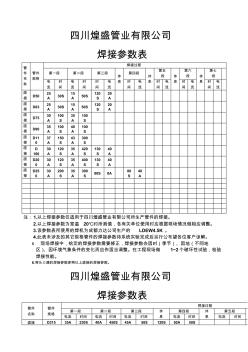
電熔焊機管件焊接參數表 (3)
格式:pdf
大小:45KB
頁數:2P
4.6
四川煌盛管業有限公司 焊接參數表 管 件 名 稱 管件 規格 焊接過程 第一段第二段第三段 休 息 第四段 休 息 第五 段休 息 第六 段休 息 第七 段 電 流 時 間 電 流 時 間 時 間 電 流 時 間 電 流 時 間 電 流 時 間 電 流 時 間 電 流 直 接d50 25 a30s 15 a50s 120 s 20 a 直 接d63 25 a30s 15 a50s 120 s 20 a 直 接 d7530 a 100 s 35 a 100 s 直 接d90 35 a 100 s 40 a 100 s 直 接 d11 0 37 a 150 s 43 a 300 s 直 接 d 160 30 a 120 s 35 a 420 s 130 s 40 a 直 接 d20 0 30 a 120
電熔焊接機電源設計相關
文輯推薦
知識推薦
百科推薦


職位:暖通工程師(運維方向)
擅長專業:土建 安裝 裝飾 市政 園林


