

電熔剛玉工藝原理
格式:pdf
大小:119KB
頁數(shù):14P
人氣 :53
 4.4
4.4
西安建筑科技大學(xué) 1 電熔剛玉工藝原理、應(yīng)用及研究現(xiàn)狀 摘要:電熔剛玉是氧化鋁在電弧爐中熔融后冷卻固化的產(chǎn)物,具有工藝簡(jiǎn)單、流 程短、產(chǎn)品成本低等優(yōu)點(diǎn),其晶體結(jié)構(gòu)為 α-Al 2O3。電熔剛玉作為一種高檔耐火材 料,具有優(yōu)良的性能,原料可作為骨料和基質(zhì)生產(chǎn)不定形耐火材料,熔鑄剛玉磚 廣泛應(yīng)用于高溫窯爐和高溫冶金設(shè)備。根據(jù)不同的工藝要求可以得到電熔棕剛玉、 電熔亞白剛玉、電熔白剛玉、電熔致密剛玉、和電熔板狀剛玉等不同品種的電熔 剛玉。本論文首先介紹了不同品種電熔剛玉的生產(chǎn)工藝流程,其次概括了不同產(chǎn) 品在各個(gè)領(lǐng)域的應(yīng)用現(xiàn)狀,最后簡(jiǎn)要分析了電熔法目前存在的技術(shù)問題。 關(guān)鍵詞: 電熔剛玉 生產(chǎn)工藝 熔鑄剛玉磚 應(yīng)用 引言 隨著近代工業(yè)的高速發(fā)展 ,石油、化工、冶金、航天航空等工業(yè)對(duì)耐火材料 (陶 瓷 )的技術(shù)要求不斷提高 ,其工況要求從原來的高溫高強(qiáng)度發(fā)展到既要求高溫高壓 , 又要求具有高抗震性



電熔鋯剛玉磚
格式:pdf
大小:135KB
頁數(shù):22P
1 羅鋼20124620123 玻璃窯用電熔鋯剛玉磚的熔鑄工藝 電熔鋯剛玉磚又稱azs,是按al2o3-zr02-sio2三元系相圖的三 個(gè)化學(xué)成分,依其含量多少順序排列的,al2o3取a,zr02取z,sio2 取s,國(guó)家標(biāo)準(zhǔn)采用這個(gè)縮寫,例如33號(hào)熔鑄鋯剛玉磚,縮寫為 azs—33#,36號(hào)熔鑄鋯剛玉磚,縮寫為azs—36#,41號(hào)熔鑄鋯剛玉 磚,縮寫為azs—41#。 電熔鋯剛玉磚是用純凈的氧化鋁粉與含氧化鋯65%、二氧化硅34% 左右的鋯英砂在電熔爐熔內(nèi)化后注入模型內(nèi)冷卻而形成的的白色固 體,其巖相結(jié)構(gòu)由剛玉與鋯斜石的共析體和玻璃相組成,從相學(xué)上講 是剛玉相和鋯斜石相的共析體,玻璃相充填于它們的結(jié)晶之間。 電熔鋯剛玉磚是將原料完全熔融后澆鑄在鑄模中,經(jīng)冷卻、凝固 而制成的。此產(chǎn)品在冷凝過程中體積收縮造成的縮孔是使用時(shí)應(yīng)特別 注意的事項(xiàng)。電

編輯推薦下載
靜電噴涂工藝原理
格式:pdf
大小:7KB
頁數(shù):2P
4.5
靜電噴涂工藝原理 工件經(jīng)過前處理除掉冷軋鋼板表面的油污和灰塵后才能粉末,同時(shí)在工件表面形成一層鋅系磷化 膜以增強(qiáng)噴粉后的附著力。前處理后的工件必須完全烘干水分并且充分冷卻到35℃以下才能保證 噴粉后工 件的理化性能和外觀質(zhì)量。 ? ?1粉末靜電噴涂的基本原理 ????工件通過輸送鏈進(jìn)入噴粉房的噴槍位置準(zhǔn)備作業(yè)。靜電發(fā)生器通過噴槍槍口的電極針向工件 方向 的空間釋放高壓靜電(負(fù)極),該高壓靜電使從.噴槍口噴出的粉末和壓縮空氣的混合物以及電極 周圍空氣 電離(帶負(fù)電荷)。工件經(jīng)過掛具通過輸送鏈接地(接地極),這樣就在噴槍和工件之間形成一個(gè)電場(chǎng) 占粉末 在電場(chǎng)力和壓縮空氣壓力的雙重推動(dòng)下到達(dá)工件表面,依靠靜電吸引在工件表面形成一層均勻的 涂層。 ?2粉末靜電噴涂的基本原料 ????用室內(nèi)型環(huán)氧聚酯粉末涂料。它的主要成分是環(huán)氧樹脂、聚酯樹脂、固化劑、顏料、填料、 各種助劑 (例
電熔資料
格式:pdf
大小:152KB
頁數(shù):9P
4.7
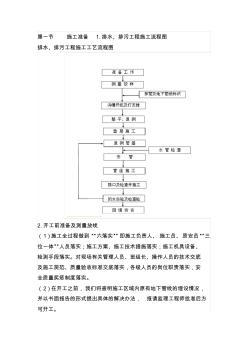
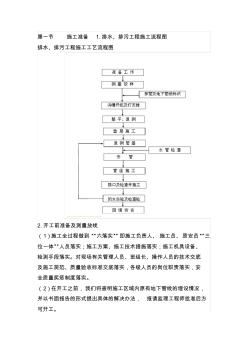
第一節(jié)施工準(zhǔn)備1.排水、排污工程施工流程圖 排水、排污工程施工工藝流程圖 2.開工前準(zhǔn)備及測(cè)量放線 (1)施工全過程做到“六落實(shí)”即施工負(fù)責(zé)人、施工員、質(zhì)安員“三 位一體”人員落實(shí);施工方案、施工技術(shù)措施落實(shí);施工機(jī)具設(shè)備、 檢測(cè)手段落實(shí)。對(duì)現(xiàn)場(chǎng)有關(guān)管理人員、班組長(zhǎng)、操作人員的技術(shù)交底 及施工規(guī)范、質(zhì)量驗(yàn)收標(biāo)準(zhǔn)交底落實(shí),各級(jí)人員的崗位職責(zé)落實(shí),安 全質(zhì)量獎(jiǎng)懲制度落實(shí)。 (2)在開工之前,我們將查明施工區(qū)域內(nèi)原有地下管線的埋設(shè)情況, 并以書面報(bào)告的形式提出具體的解決辦法,報(bào)請(qǐng)監(jiān)理工程師批準(zhǔn)后方 可開工。 (3)施測(cè)前測(cè)量人員先校核施工圖紙,按圖紙確定排水工程的位置 和標(biāo)高。施工放樣記錄以書面形式上報(bào)監(jiān)理工程師,待監(jiān)理工程師檢 查認(rèn)可后方進(jìn)行下一道工序施工。 (4)管道運(yùn)到現(xiàn)場(chǎng),可采用目測(cè)法,對(duì)管道是否有損傷進(jìn)行檢驗(yàn), 并做好記錄與驗(yàn)收手續(xù)。如發(fā)現(xiàn)管道有損傷,應(yīng)將該管道與其它管
電熔剛玉工藝原理熱門文檔
聲表面波器件工藝原理-1清洗工藝原理
格式:pdf
大小:39KB
頁數(shù):5P
4.7
聲表面波工藝原理第一章清洗工藝原理 page1of5 一,聲表器件清洗工藝原理 序: 聲表器件制作工藝中的清洗技術(shù)及潔凈度是影響器件合格率、器件性能和可靠性的重要因 素。雜質(zhì)污染主要來源于晶片加工過程、環(huán)境污染、水(包括純水)污染、試劑污染、工藝 氣體污染、生產(chǎn)用設(shè)備、器皿、工具及易耗品污染、人體污染和工藝過程造成的污染。由于 表面污染是通過污染物與表面間的作用力引起(主要是化學(xué)力和分子間力),清洗就是為破 壞這種作用力,除去由上述污染源所帶來的有機(jī)物、微粒、金屬原子(離子)及微粗糙。 (一)對(duì)基片表面的清洗: 由于有機(jī)物會(huì)遮蓋部分基片表面,影響對(duì)微粒和金屬的清洗,所以清洗的一般思路是: 先除去表面的有機(jī)污染,然后再去除微粒和金屬雜質(zhì)。 1,對(duì)有機(jī)物的清洗: 基片上的有機(jī)污染主要有油膜、殘余的蠟?zāi)つz膜、不純有機(jī)溶劑揮發(fā)后的殘膜,以及微生 物的有機(jī)殘?jiān)⑹钟偷取_@些雜
mbr工藝原理及優(yōu)缺點(diǎn)
格式:pdf
大小:19KB
頁數(shù):1P
4.8
mbr工藝原理及優(yōu)缺點(diǎn) mbr工藝簡(jiǎn)介mbr工藝體現(xiàn)的是“治理、回用”的節(jié)水理念。mbr膜生物 反應(yīng)器(membranebioreactor)工藝是傳統(tǒng)的生物處理工藝和膜分離技術(shù)相結(jié)合發(fā)展起來 的。mbr工藝由生物處理和膜處理兩部分組成。 生物處理部分包括缺氧池、好氧池;膜處理部分包括膜池。mbr膜分離技術(shù)采用超濾法, 取代傳統(tǒng)生物處理沉淀池,固液分離效果好,為解決回用水質(zhì)問題提供了可靠保證。 mbr工藝的工作原理首先通過活性污泥來去除水中可生物降解的有機(jī)污染物,然后采用 膜將凈化后的水和活性污泥進(jìn)行固液分離。 中空纖維膜絲為管狀,管壁上有微孔,能夠截留住活性污泥以及絕大多數(shù)的懸浮物,出水 清澈透明。為使膜能夠長(zhǎng)期連續(xù)穩(wěn)定的運(yùn)行,在膜的下方要進(jìn)行一定量的曝氣,這樣,既 滿足生物需氧量,又使膜絲不斷抖動(dòng),防止活性污泥附著在膜的表面造成污染。 mbr工藝的分類膜生物

電熔資料 (2)
格式:pdf
大小:152KB
頁數(shù):9P
4.5
第一節(jié)施工準(zhǔn)備1.排水、排污工程施工流程圖 排水、排污工程施工工藝流程圖 2.開工前準(zhǔn)備及測(cè)量放線 (1)施工全過程做到“六落實(shí)”即施工負(fù)責(zé)人、施工員、質(zhì)安員“三 位一體”人員落實(shí);施工方案、施工技術(shù)措施落實(shí);施工機(jī)具設(shè)備、 檢測(cè)手段落實(shí)。對(duì)現(xiàn)場(chǎng)有關(guān)管理人員、班組長(zhǎng)、操作人員的技術(shù)交底 及施工規(guī)范、質(zhì)量驗(yàn)收標(biāo)準(zhǔn)交底落實(shí),各級(jí)人員的崗位職責(zé)落實(shí),安 全質(zhì)量獎(jiǎng)懲制度落實(shí)。 (2)在開工之前,我們將查明施工區(qū)域內(nèi)原有地下管線的埋設(shè)情況, 并以書面報(bào)告的形式提出具體的解決辦法,報(bào)請(qǐng)監(jiān)理工程師批準(zhǔn)后方 可開工。 (3)施測(cè)前測(cè)量人員先校核施工圖紙,按圖紙確定排水工程的位置 和標(biāo)高。施工放樣記錄以書面形式上報(bào)監(jiān)理工程師,待監(jiān)理工程師檢 查認(rèn)可后方進(jìn)行下一道工序施工。 (4)管道運(yùn)到現(xiàn)場(chǎng),可采用目測(cè)法,對(duì)管道是否有損傷進(jìn)行檢驗(yàn), 并做好記錄與驗(yàn)收手續(xù)。如發(fā)現(xiàn)管道有損傷,應(yīng)將該管道與其它管
電熔剛玉工藝原理精華文檔
 鎂砂與電熔合成鐵鋁尖晶石-剛玉復(fù)合材料的反應(yīng)
鎂砂與電熔合成鐵鋁尖晶石-剛玉復(fù)合材料的反應(yīng) 鎂砂與電熔合成鐵鋁尖晶石-剛玉復(fù)合材料的反應(yīng)
格式:pdf
大小:1010KB
頁數(shù):4P
4.7
以電熔合成鐵鋁尖晶石-剛玉復(fù)合材料和電熔鎂砂為原料制備了鐵鋁尖晶石-鎂鋁尖晶石復(fù)合材料。檢測(cè)了各燒后試樣的線變化率、體積密度和顯氣孔率,并用xrd、sem等研究了鎂砂與電熔鐵鋁尖晶石-剛玉復(fù)合材料之間的反應(yīng),結(jié)果未發(fā)現(xiàn)有單一的鎂鋁尖晶石相生成,在高溫下,mgo與鐵鋁尖晶石-剛玉之間存在互擴(kuò)散,形成鎂鋁尖晶石和鐵鋁尖晶石固溶體;隨著鎂砂細(xì)粉加入量的提高,鎂鋁尖晶石向鐵鋁尖晶石中的固溶量加大;當(dāng)電熔鐵鋁尖晶石-剛玉復(fù)合材料以顆粒加入時(shí),發(fā)現(xiàn)在某些鐵鋁尖晶石顆粒周圍存在環(huán)形裂紋;隨著鎂砂加入量的提高,試樣的顯氣孔率下降,體積密度增大。

低溫甲醇洗工藝原理
格式:pdf
大小:8KB
頁數(shù):4P
4.7
低溫甲醇洗工藝原理 一、崗位生產(chǎn)任務(wù)從煤氣化來的粗煤氣經(jīng)過變換后送低溫甲醇洗裝置凈化,由 于變換氣中含有大量的co2、h2s和有機(jī)硫、hcn、石腦油以及其它雜質(zhì),其中 h2s和有機(jī)硫、hcn、石腦油等雜質(zhì)帶入合成系統(tǒng)會(huì)導(dǎo)致合成催化劑活性降低或 永久失活,因此必須清除變換氣中的這些有害氣體雜質(zhì)。低溫甲醇洗裝置就是通 過甲醇洗滌脫除變換氣中含有的大量co2和h2s、有機(jī)硫、hcn、石腦油以及其 它雜質(zhì),使變換氣得到凈化,滿足合成氣的凈化度要求;被甲醇吸收的h2s和有 機(jī)硫,在甲醇洗裝置內(nèi)富積濃縮后,送wsa硫回收裝置生產(chǎn)硫酸產(chǎn)品,使排放尾 氣中的硫化物含量達(dá)到環(huán)保要求。 二、工藝原理 1.甲醇吸收co2、h2s是物理吸收。即:利用甲醇溶液對(duì)co2、h2s能進(jìn)行選擇吸 收的特性來脫除粗煤氣中的co2、h2s 用硬、軟酸堿理論說明甲醇吸收co2、h2s的
電熔剛玉工藝原理最新文檔
PE電熔管件熔接工藝
格式:pdf
大小:29KB
頁數(shù):1P
4.6
焊接技術(shù)第!!卷第"期"###年$月 與$%鋼異種鋼的焊接!可以獲得滿足產(chǎn)品技術(shù)要求的接頭質(zhì) 量"!印度曲軸平衡塊的成功焊接!為類似的結(jié)構(gòu)及異種鋼 的焊接提供了可借鑒的經(jīng)驗(yàn)!同時(shí)也為我國(guó)曲軸的制造與國(guó)際 接軌提供了技術(shù)支持# 參考文獻(xiàn)! &’(中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì))焊接手冊(cè)$材料的焊接%第*版& &+()北京’機(jī)械工業(yè)出版社!*%%,) &*(潘春旭)異種鋼及異種金屬焊接&+()北京’人民交通出版社!*%%%) &-(周振豐!張文鉞)焊接冶金與金屬焊接性&+()北京’機(jī)械工業(yè)出 版社!,./#) 作者簡(jiǎn)介!邱友勝%,.!.(&!男!工學(xué)學(xué)士!高級(jí)工程師!主要從 事焊接工藝的研究!已發(fā)表論文,0余篇) 收稿日期!$%%!1’*10! 文章編號(hào)!$%#"&#
電熔直通承插深度及焊接工藝
格式:pdf
大小:103KB
頁數(shù):3P
4.7
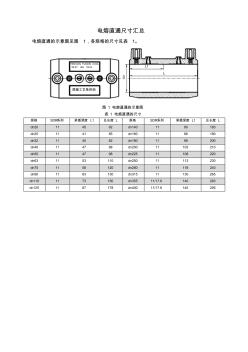
電熔直通尺寸匯總 電熔直通的示意圖見圖1,各規(guī)格的尺寸見表1。 圖1電熔直通的示意圖 表1電熔直通的尺寸 規(guī)格sdr系列承插深度l1總長(zhǎng)度l規(guī)格sdr系列承插深度l1總長(zhǎng)度l dn20114592dn1401190183 dn25114185dn1601188180 dn32114082dn1801198200 dn40114798dn20011103210 dn50114798dn22511108220 dn631153110dn25011113230 dn751158120dn28011118240 dn901163130dn31511130265 dn1101173150dn35511/17.6140283
PE電熔管件熔接工藝 PE電熔管件熔接工藝
格式:pdf
大小:218KB
頁數(shù):3P
4.4
近年來,我國(guó)非金屬管材發(fā)展迅速,尤其以pe為基礎(chǔ)材料的各種復(fù)合管材更為突出。此類復(fù)合管的連接基本上全部采
剛玉粒度對(duì)剛玉-ZrB_2透氣磚性能的影響 剛玉粒度對(duì)剛玉-ZrB_2透氣磚性能的影響
格式:pdf
大小:597KB
頁數(shù):3P
4.7
原料有電熔剛玉顆粒(粒度分別為1.0~0.5、0.75~0.45、0.65~0.3和0.5~0.2mm),剛玉微粉(平均粒度3.5μm)以及n(zrb2)∶n(al2o3)=3∶5的zrb2-剛玉復(fù)合粉。試樣按照顆粒與細(xì)粉質(zhì)量比為75∶25配料后,外加1%的有機(jī)結(jié)合劑和7%的磷酸鹽,在100mpa壓力下擠壓成型為36mm×36mm試樣,經(jīng)120℃24h干燥后,于1600℃保溫3h埋炭燒成。結(jié)果表明:(1)隨著剛玉粒度的減小,透氣磚氣孔平均直徑減小,顯氣孔率有所增大,隨著剛玉粒度的減小,耐壓強(qiáng)度增大,以0.5~0.2mm的顆粒制成的剛玉試樣的耐壓強(qiáng)度最高,其大顆粒與基質(zhì)結(jié)合緊密,基質(zhì)均勻,沒有明顯的粗大氣孔;(2)以粒度為0.5~0.2mm的剛玉顆粒制成的煉鋁工業(yè)用剛玉-zrb2透氣磚使用效果良好,沒有出現(xiàn)堵塞現(xiàn)象,使用壽命超過了設(shè)計(jì)要求。
電熔管件使用說明
格式:pdf
大小:2.6MB
頁數(shù):4P
4.4
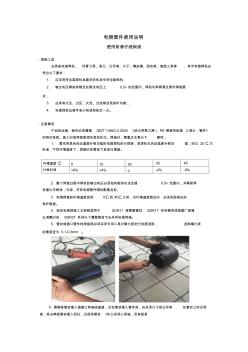
電熔管件使用說明 使用前請(qǐng)仔細(xì)閱讀 、焊接工具 應(yīng)具備電熔焊機(jī)、切管刀具、刮刀、記號(hào)筆、尺子、橡皮錘、固定架、復(fù)圓工具等,其中電熔焊機(jī)應(yīng) 符合以下要求: 1.應(yīng)采用符合國(guó)家標(biāo)準(zhǔn)要求的標(biāo)準(zhǔn)專用電熔焊機(jī); 2.輸出電壓需始終穩(wěn)定在額定電壓土0.5v的范圍內(nèi),焊機(jī)功率需滿足管件焊接要 求; 3.應(yīng)具有欠壓、過壓、欠流、過流等自我保護(hù)功能; 4.電熔焊機(jī)應(yīng)每年至少校準(zhǔn)和檢定一次。 、注意事項(xiàng) 產(chǎn)品的運(yùn)輸、儲(chǔ)存必須遵循gb/t13663.2-2005《給水用聚乙烯(pe管道系統(tǒng)第2部分:管件》 的相關(guān)條款。施工時(shí)按照國(guó)家相關(guān)規(guī)范執(zhí)行。焊接時(shí),需重點(diǎn)注意以下事項(xiàng): 1.需采用具有自動(dòng)溫度補(bǔ)償功能的電熔焊機(jī)進(jìn)行焊接,若焊機(jī)無自動(dòng)溫度補(bǔ)償功能,則以20c為 標(biāo)準(zhǔn),不同環(huán)境溫度下,焊接時(shí)間需按下表進(jìn)行增減。 環(huán)境溫度c010203040 補(bǔ)償時(shí)間+8%
玻璃窯爐池底電熔鋯剛玉鋪面磚的質(zhì)量改善 玻璃窯爐池底電熔鋯剛玉鋪面磚的質(zhì)量改善
格式:pdf
大小:498KB
頁數(shù):4P
4.8
通過砂型在保溫箱內(nèi)的擺放形式,詳細(xì)介紹改善前后澆鑄成型及保溫退火等過程,使制品的體積密度、成品率、生產(chǎn)成本等大大改善。同時(shí)對(duì)玻璃生產(chǎn)運(yùn)行的安全性及延長(zhǎng)窯爐的使用壽命都有了可靠保證。
PE管電熔參數(shù)表
格式:pdf
大小:13KB
頁數(shù):1P
4.4
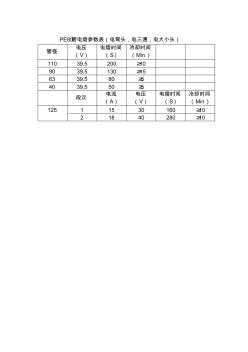
pe80管電熔參數(shù)表(電彎頭,電三通,電大小頭) 管徑 電壓 (v) 電熔時(shí)間 (s) 冷卻時(shí)間 (min) 11039.5200≥10 9039.5130≥15 6339.580≥5 4039.550≥5 段次 電流 (a) 電壓 (v) 電熔時(shí)間 (s) 冷卻時(shí)間 (min) 12511530160≥10 21840280≥10
PE管電熔連接原則
格式:pdf
大小:13KB
頁數(shù):1P
4.5
pe管電熔連接原則 pe管是以聚乙烯為主要原料,加入抗氧化劑、炭黑及著色料等制造 而成.其特點(diǎn)是密度小、比強(qiáng)度高,耐低溫性能和韌性好,脆化溫度可達(dá) -80℃. pe管塑料可以采用多種方法加工成型,制成薄膜、薄板、管材、異 型材等各種產(chǎn)品;并且便于切割、粘結(jié)和“焊接”加工.塑料易于著色, 可制成各種鮮艷的顏色;也可以進(jìn)行印刷、電鍍、印花和壓花等加工, 使得塑料具有豐富的裝飾效果. 大多數(shù)塑料對(duì)酸、堿、鹽等的耐腐蝕性比金屬材料和部分無機(jī)材料 強(qiáng),特別適合做化工廠的門窗、地面、墻壁等;熱塑性塑料可被某些有 機(jī)溶劑所溶解,熱固性塑料則不能被溶解,僅可能出現(xiàn)一定的溶脹.塑 料對(duì)環(huán)境水也有很好的抵抗腐蝕能力,吸水率較低,可廣泛用于防水和 防潮工程. 由于其具有優(yōu)良的低溫性能和韌性,能抵抗車輛和機(jī)械振動(dòng)、凍融作用 及操作
電熔剛玉工藝原理相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:建筑一二級(jí)建造師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


