

大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系
格式:pdf
大小:527KB
頁數(shù):3P
人氣 :82
 4.3
4.3
運(yùn)用均勻設(shè)計(jì)的方法,研究了交流電弧穩(wěn)定性與大理石、硅灰石等藥皮輔料的關(guān)系,建立了組成不銹鋼焊條的11種藥皮輔料及其它們之間的交互作用對(duì)應(yīng)于穩(wěn)弧性的數(shù)學(xué)模型,該模型可以分析電弧穩(wěn)定性或控制藥皮輔料的配比,并給出了幾種藥皮輔料交互作用對(duì)穩(wěn)弧性影響規(guī)律曲線,可以分析焊條藥皮輔料的作用。



大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系
格式:pdf
大小:196KB
頁數(shù):3P
大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系——運(yùn)用均勻設(shè)計(jì)的方法,研究了交流電弧穩(wěn)定性與大理石、硅灰石等藥皮輔料的關(guān)系。建立了組成不銹鋼焊條的l1種藥皮輔料及其它們之間的交互作用對(duì)應(yīng)于穩(wěn)弧性的數(shù)學(xué)模型,該模型可以分析電弧穩(wěn)定性或控制藥皮輔...
 雙層藥皮不銹鋼焊條的研究
雙層藥皮不銹鋼焊條的研究 雙層藥皮不銹鋼焊條的研究
格式:pdf
大小:165KB
頁數(shù):4P
本文參照《全國電焊條質(zhì)量評(píng)比細(xì)則》對(duì)焊條工藝性進(jìn)行評(píng)定,同時(shí)采用高速攝影、波形分析、光學(xué)金相、掃描電鏡能譜分析等測(cè)試方法,對(duì)雙層藥皮不銹鋼焊條的工藝特性、焊接冶金過程特點(diǎn)、焊接熔渣的顯微組織等進(jìn)行了測(cè)試分析。研制的雙層藥皮不銹鋼焊條主要性能指標(biāo)達(dá)到了國際名牌產(chǎn)品水平。
編輯推薦下載
不銹鋼焊條藥皮開裂及預(yù)防 不銹鋼焊條藥皮開裂及預(yù)防
格式:pdf
大小:460KB
頁數(shù):3P
4.5
介紹了不銹鋼焊條的裂紋分類及開裂階段,全面分析了影響不銹鋼焊條藥皮開裂的因素,并詳細(xì)列出了預(yù)防不銹鋼焊條藥皮開裂的措施。
不銹鋼焊條藥皮溫升開裂的產(chǎn)生與對(duì)策 不銹鋼焊條藥皮溫升開裂的產(chǎn)生與對(duì)策
格式:pdf
大小:303KB
頁數(shù):4P
4.3
本文分析了不銹鋼焊條藥皮溫升開裂的特征以及對(duì)焊條工藝質(zhì)量的影響,探討了不銹鋼焊條藥皮溫升開裂機(jī)理及工藝因素的影響,提出了控制藥皮溫升開裂的對(duì)策。結(jié)果表明,不銹鋼焊條藥皮溫升產(chǎn)生的裂紋尺寸大小不一,形態(tài)各異;這些裂紋的性質(zhì)屬于藥皮高溫塑性不足或脆性開裂裂紋,藥皮與焊芯間的分離或剝離屬于粘結(jié)劑失效開裂。不銹鋼焊條藥皮溫升開裂導(dǎo)致藥皮脫落、熔滴粗化、飛濺增大、脫渣性變壞,增大了焊縫中的裂紋傾向和氣孔敏感性,并使接頭性能變壞。焊芯電阻大、溫升高、膨脹系數(shù)較大是藥皮開裂的主導(dǎo)因素,而藥皮的高溫塑性差,以及藥皮與焊芯間粘結(jié)劑失效,是藥皮與焊芯過早分離的誘發(fā)因素;焊接參數(shù)中,焊接電流對(duì)藥皮開裂的影響最大,焊條烘焙溫度(或藥皮含水量)和焊條直徑也有一定影響。提出控制藥皮溫升開裂的對(duì)策是:①改善藥皮高溫塑性。②提高藥皮與焊芯間結(jié)合性能。③實(shí)現(xiàn)渣壁過渡形態(tài)或"準(zhǔn)渣壁過渡"形態(tài)。
大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系熱門文檔
藥皮組分對(duì)不銹鋼焊條工藝性能的影響規(guī)律
格式:pdf
大小:221KB
頁數(shù):4P
3
藥皮組分對(duì)不銹鋼焊條工藝性能的影響規(guī)律——焊條藥皮成分對(duì)不銹鋼焊條工藝性能有較大的影響。通過對(duì)近百種焊條的藥皮組分進(jìn)行配,發(fā)現(xiàn)碳酸鹽與氟化物的比值對(duì)穩(wěn)弧性、焊接飛濺以及焊縫成型等性能的影響很大。ti與硅鋁酸鹽之比應(yīng)不小于3.51,以防止出現(xiàn)粘渣。...

基于均勻設(shè)計(jì)方法研究不銹鋼焊條的藥皮溫升
格式:pdf
大小:239KB
頁數(shù):4P
3
基于均勻設(shè)計(jì)方法研究不銹鋼焊條的藥皮溫升——為探索從藥皮配方改善不銹鋼焊條尾部發(fā)紅開裂的技術(shù)路線,基于均勻設(shè)計(jì)計(jì)算機(jī)軟件制作、研究了28個(gè)不銹鋼焊條小樣。試驗(yàn)中選定12種藥皮輔料作為自變量,并把每個(gè)自變量分成7個(gè)水平;把焊接過程中焊條的藥皮溫升作...
基于均勻設(shè)計(jì)方法研究不銹鋼焊條的藥皮溫升 基于均勻設(shè)計(jì)方法研究不銹鋼焊條的藥皮溫升
格式:pdf
大小:457KB
頁數(shù):5P
4.7
為探索從藥皮配方改善不銹鋼焊條尾部發(fā)紅開裂的技術(shù)路線,基于均勻設(shè)計(jì)計(jì)算機(jī)軟件制作、研究了28個(gè)不銹鋼焊條小樣。試驗(yàn)中選定12種藥皮輔料作為自變量,并把每個(gè)自變量分成7個(gè)水平;把焊接過程中焊條的藥皮溫升作為指標(biāo),并用熱電偶和x-y記錄儀測(cè)定。通過數(shù)理統(tǒng)計(jì)給出了自變量及其交互作用對(duì)應(yīng)于指標(biāo)的數(shù)學(xué)模型和趨勢(shì)圖。它們揭示出多種藥皮輔料對(duì)藥皮溫升影響的內(nèi)在規(guī)律:①螢石或長石含量增加時(shí)(其它組分含量固定在中值),焊條藥皮的溫升減弱。②有些藥皮輔料如云母、鐵砂、白泥、大理石和金紅石,對(duì)焊條藥皮溫升的影響呈交互作用形式。
雙層藥皮對(duì)不銹鋼焊條氣孔的影響 雙層藥皮對(duì)不銹鋼焊條氣孔的影響
格式:pdf
大小:185KB
頁數(shù):7P
4.3
采用平板堆焊、高速攝影、波形分析、光學(xué)金相、掃描電鏡能譜分析等測(cè)試方法,研究了雙層藥皮對(duì)鈦鈣型不銹鋼焊條氣孔的影響。試驗(yàn)結(jié)果表明:焊接冶金因素對(duì)氣孔傾向有重要影響;熔渣的堿度也有明顯的影響;熔渣的組織形貌與氣孔敏感性存在一定對(duì)應(yīng)關(guān)系;雙層藥皮焊條熔滴實(shí)現(xiàn)了渣壁過渡形態(tài),具有控制焊縫增硅、改善氫的逸出條件作用,可以有效防止氣孔產(chǎn)生。
不銹鋼焊條熔滴過渡形態(tài)與交流穩(wěn)弧性的關(guān)系 不銹鋼焊條熔滴過渡形態(tài)與交流穩(wěn)弧性的關(guān)系
格式:pdf
大小:151KB
頁數(shù):5P
4.5
采用水中收集熔滴、平板堆焊、高速攝影等試驗(yàn)方法,研究了不銹鋼焊條熔滴過渡形態(tài)與交流穩(wěn)弧性的關(guān)系。結(jié)果表明:細(xì)熔滴過渡時(shí)交流穩(wěn)弧性好,電極斑點(diǎn)面積增大是改善交流穩(wěn)弧性的主要原因;促使熔滴細(xì)化的藥皮組成物、適當(dāng)?shù)乃幤ず穸取⒑侠淼暮笚l烘干溫度和合適的焊接電流,對(duì)改善交流穩(wěn)弧性都具有重要作用。
大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系精華文檔
藥皮類型對(duì)E308-XX型不銹鋼焊條工藝質(zhì)量的影響 藥皮類型對(duì)E308-XX型不銹鋼焊條工藝質(zhì)量的影響
格式:pdf
大小:153KB
頁數(shù):4P
4.7
介紹了e308-xx型不銹鋼焊條藥皮類型、熔滴過渡形態(tài)和冶金學(xué)過程的特點(diǎn),探討藥皮類型對(duì)焊條工藝質(zhì)量的影響。結(jié)果表明,e308-xx型焊條藥皮類型有五種,其所用電源類型、極性以及適用的焊接位置各異。藥皮類型15和25焊條具有短路過渡形態(tài),藥皮類型16焊條具有短路+渣壁混合過渡形態(tài),藥皮類型17和26焊條具有渣壁過渡形態(tài)。藥皮類型16、17和26焊條,在熔滴過渡區(qū)的滲si反應(yīng)使熔滴增氧、細(xì)化,有利形成渣壁過渡。藥皮類型25和26焊條分別克服了15和16焊條的工藝質(zhì)量問題,但前者不能完全取代后者;藥皮類型17焊條的工藝性最好,但對(duì)氣孔敏感;藥皮類型15、25焊條焊縫的綜合性能比16、17和26更好。

藥皮輔料的交互作用對(duì)不銹鋼焊條脫渣性的影響
格式:pdf
大小:245KB
頁數(shù):4P
3
藥皮輔料的交互作用對(duì)不銹鋼焊條脫渣性的影響——用均勻設(shè)計(jì)方法安排試驗(yàn),運(yùn)用二次多項(xiàng)式回歸的方法處理試驗(yàn)結(jié)果。從l6種藥皮輔料中選定11個(gè)作為自變量,選擇均勻設(shè)計(jì)表中偏差最小的(10“)的試驗(yàn)數(shù)組來安排試驗(yàn)。建立了數(shù)學(xué)模型,并且得出之間交互作用的曲面...
藥皮輔料的交互作用對(duì)不銹鋼焊條脫渣性的影響 藥皮輔料的交互作用對(duì)不銹鋼焊條脫渣性的影響
格式:pdf
大小:631KB
頁數(shù):5P
4.3
用均勻設(shè)計(jì)方法安排試驗(yàn),運(yùn)用二次多項(xiàng)式回歸的方法處理試驗(yàn)結(jié)果。從16種藥皮輔料中選定11個(gè)作為自變量,選擇均勻設(shè)計(jì)表中偏差最小的u30(1011)的試驗(yàn)數(shù)組來安排試驗(yàn)。建立了數(shù)學(xué)模型,并且得出之間交互作用的曲面趨勢(shì)圖。數(shù)學(xué)模型能夠反映出因子與響應(yīng)間復(fù)雜的關(guān)系,也可以根據(jù)模型的系數(shù)確定各自變量對(duì)指標(biāo)的影響次序。在碳酸鋇和鈦白粉、碳酸鋇和赤鐵礦、赤鐵礦和硅灰石的趨勢(shì)圖中能直觀的反映出藥皮輔料之間的交互作用對(duì)脫渣性的影響。一定條件下,鈦白粉和赤鐵礦對(duì)脫渣性能起積極作用;而在硅灰石含量在5.0%左右時(shí),焊條的脫渣率與赤鐵礦的含量無關(guān)。
奧氏體不銹鋼焊條的應(yīng)用
格式:pdf
大小:131KB
頁數(shù):3P
3
奧氏體不銹鋼焊條的應(yīng)用——介紹了鋼材焊繾產(chǎn)生裂蚊的機(jī)理和鼻氏體不銹銅焊條在施工生產(chǎn)中的應(yīng)用,分析了焊條的化學(xué)成份與母材化學(xué)成掙之間的關(guān)系及其施工操作中的要點(diǎn)。
雙相不銹鋼焊條的研制 雙相不銹鋼焊條的研制
格式:pdf
大小:81KB
頁數(shù):2P
4.7
介紹了雙相不銹鋼焊條af310的研制過程,分析了焊條藥皮渣系、熔敷金屬合金元素對(duì)該焊條性能的影響,確定了合理的藥皮配方,所研制的雙相不銹鋼焊條af310工藝性能良好,熔敷金屬機(jī)械性能達(dá)到或接近國外同類產(chǎn)品水平。
大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系最新文檔
不銹鋼焊條的型號(hào)及選用
格式:pdf
大小:66KB
頁數(shù):5P
4.7
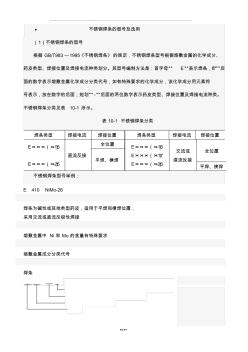
. '. 不銹鋼焊條的型號(hào)及選用 (1)不銹鋼焊條的型號(hào) 根據(jù)gb/t983—1995《不銹鋼焊條》的規(guī)定,不銹鋼焊條型號(hào)根據(jù)熔敷金屬的化學(xué)成分、藥皮類型、焊接位置及焊接電流種類劃分。其型號(hào)編制方法是:首字母“e”表示焊條,“e”后面的 數(shù)字表示熔敷金屬化學(xué)成分分類代號(hào),如有特殊要求的化學(xué)成分,該化學(xué)成分用元素符號(hào)表示,放在數(shù)字的后面;短劃“-”后面的兩位數(shù)字表示藥皮類型、焊接位置及焊接電流種類。不銹鋼焊條 分類見表10-1所示。 表10-1不銹鋼焊條分類 焊條類型焊接電流焊接位置焊條類型焊接電流焊接位置 e×××(×)-15 e×××(×)-25 直流反接 全位置e×××(×)-16 e×××(×)-17 e×××(×)-26 交流或 直流反接 全位置 平焊、橫焊 平焊、橫焊 不銹鋼焊條型號(hào)舉例: (2)不銹鋼焊條的牌號(hào) ①牌號(hào)前加“g”
不銹鋼焊條的型號(hào)及選用
格式:pdf
大小:95KB
頁數(shù):7P
4.4
______________________________________________________________________________________________________________ 精品資料 不銹鋼焊條的型號(hào)及選用 (1)不銹鋼焊條的型號(hào) 根據(jù)gb/t983—1995《不銹鋼焊條》的規(guī)定,不銹鋼焊條型號(hào)根據(jù)熔敷金屬的化學(xué)成分、 藥皮類型、焊接位置及焊接電流種類劃分。其型號(hào)編制方法是:首字母“e”表示焊條,“e”后 面的數(shù)字表示熔敷金屬化學(xué)成分分類代號(hào),如有特殊要求的化學(xué)成分,該化學(xué)成分用元素符 號(hào)表示,放在數(shù)字的后面;短劃“-”后面的兩位數(shù)字表示藥皮類型、焊接位置及焊接電流種類。 不銹鋼焊條分類見表10-1所示。 表10-1不銹鋼焊條分類 焊條類型焊接電流焊接位置焊條類型焊接電流焊接位置 e×××(×)-15 e×××(×
不銹鋼焊條工藝性的混料回歸設(shè)計(jì) 不銹鋼焊條工藝性的混料回歸設(shè)計(jì)
格式:pdf
大小:551KB
頁數(shù):4P
4.7
采用混料回歸設(shè)計(jì)方法調(diào)整焊條配方,對(duì)鈦酸型不銹鋼焊條的脫渣性和綜合工藝性進(jìn)行了試驗(yàn)研究,分別建立了焊條脫渣性與熔渣成分之間,以及焊條綜合工藝性與藥皮成分之間的回歸方程,研制成了綜合工藝性能達(dá)到ok6103水平的doa102焊條。
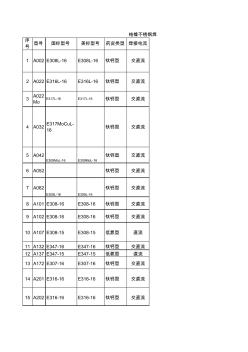
不銹鋼焊條對(duì)照表
格式:pdf
大小:78KB
頁數(shù):6P
4.7
序 號(hào) 型號(hào)國標(biāo)型號(hào)美標(biāo)型號(hào)藥皮類型焊接電流 1a002e308l-16e308l-16鈦鈣型交直流 2a022e316l-16e316l-16鈦鈣型交直流 3a022mo e317l-16e317l-16鈦鈣型交直流 4a032e317mocul-16鈦鈣型交直流 5a042 e309mol-16e309mol-16 鈦鈣型交直流 6a052鈦鈣型交直流 7a062 e309l-16e309l-16 鈦鈣型交直流 8a101e308-16e308-16鈦鈣型交直流 9a102e308-16e308-16鈦鈣型交直流 10a107e308-15e308-15低氫型直流 11a132e347-16e347-16鈦鈣型交直流 12a137e347-15e347-15低氫型直流 13

不銹鋼焊條材質(zhì)表
格式:pdf
大小:116KB
頁數(shù):5P
4.6
不銹鋼焊條 牌號(hào) 型號(hào) gb 熔敷金屬化學(xué)成分(%)(≤) 熔敷金屬力學(xué)性能 (≥) 特點(diǎn)與用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020 用于焊接ocr13及icr13不銹鋼結(jié)構(gòu)也可用 于耐蝕耐磨的表面的堆焊(熔敷及時(shí)熱力學(xué) 性能試樣在860℃x2h緩冷至600℃然后空 冷。 thg207de410-150.121.00.900.0300.03011.0/13.50.70.75cu0.7552035主要用于閥門密封件的堆焊。 tha002e308l-160.040.5/2.50.900.0300.04018.0/21.09.0/11.0

不銹鋼焊條牌號(hào)
格式:pdf
大小:30KB
頁數(shù):3P
4.5
品牌聯(lián)盛型號(hào)a002 類型 多款供 選 材質(zhì)合金 藥皮性 質(zhì) 多種可 選 直徑1.0--5.0mm 焊芯直 徑 1.0-5.0 mm 焊接電 流 120a 長度 300--50 0mm 工作溫 度 120℃ 電流幅 度 120a 適用范 圍 各種機(jī)械設(shè)備維修焊接 g202焊條e410-16焊條e410-16鈦鈣型交直流焊接0cr13、1cr13和耐磨、耐蝕的表 面堆焊 g207焊條e410-15焊條低氫型直流焊接0cr13、1cr13和耐磨、耐蝕的表面堆焊 g217焊條e410-15焊條低氫型直流焊接0cr13、1cr13和耐磨、耐蝕的表面堆焊 g302焊條e430-16焊條鈦鈣型交直流焊接cr17不銹鋼 g307焊條e430-15焊條低氫

不銹鋼焊條詳解
格式:pdf
大小:121KB
頁數(shù):19P
4.5
【產(chǎn)品簡介】 說明:g207是低氫型藥皮的不銹鋼電焊條,采用直流反接,可全位置焊接。 用途:用于焊接0cr13及1cr13不銹鋼結(jié)構(gòu)件。也可用于耐蝕、耐磨的表面堆焊。 熔敷金屬化學(xué)成分(%): cmnsicrnimocusp ≤0.12≤1.0≤0.9011.0-1 3.5 ≤0.7≤0.75≤0.75≤0.03 0 ≤0.04 0 熔敷金屬力學(xué)性能:(試樣在730-760℃保溫1h,以不超過60℃/h的速度隨爐冷至 315℃,然后空冷) 試驗(yàn)項(xiàng)目抗拉強(qiáng)度σb(mpa)伸長率δ5(%) 保證值≥450≥20 參考電流: 焊條直徑 (mm)2.53.24.05.0 焊接電流(a)50~8080~120100~160150~200 注意: 1.注意防潮防摔; 2.焊前焊條需經(jīng)250℃烘焙1小時(shí); 3.焊前焊件必

不銹鋼焊條
格式:pdf
大小:156KB
頁數(shù):4P
4.6
不銹鋼焊條 牌號(hào) 型號(hào) gb 熔敷金屬化學(xué)成分(%)(≤) 熔敷金屬力學(xué)性能 (≥) 特點(diǎn)與用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.90 0.03 0 0.040 11.0/13 .5 0.70.75cu0.7545020 用于焊接ocr13及icr13 不銹鋼結(jié)構(gòu)也可用于耐蝕 耐磨的表面的堆焊(熔敷 及時(shí)熱力學(xué)性能試樣在 860℃x2h緩冷至600℃然 后空冷。 thg207 d e410-150.121.00.90 0.03 0 0.030 11.0/13 .5 0.70.75cu0.7552035 主要用于閥門密封件的堆 焊。 tha002e308l-160.040.5/2.50.90 0.03 0 0.040 18.0/21 .0 9.0/1
大理石、硅灰石等藥皮輔料與不銹鋼焊條穩(wěn)弧性的關(guān)系相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:造價(jià)助理
擅長專業(yè):土建 安裝 裝飾 市政 園林


