





 大口徑直縫焊接鋼管的生產和發展(二)
大口徑直縫焊接鋼管的生產和發展(二) 大口徑直縫焊接鋼管的生產和發展(二)
格式:pdf
大小:327KB
頁數:5P
介紹了大口徑直縫焊接鋼管的生產工藝。在冶煉過程中,應降低鋼中的碳、硫含量,凈化鋼質;采用連鑄供坯;在軋鋼工藝中采用控軋控冷、重矯、超檢等,從而獲得強度、韌性、焊接性能及鋼板平直度都符合天然氣管線用鋼板的要求。
編輯推薦下載
大口徑直縫焊接鋼管管端直徑超差的處理方法 大口徑直縫焊接鋼管管端直徑超差的處理方法
格式:pdf
大小:165KB
頁數:2P
 4.6
4.6
針對大口徑焊接鋼管擴徑后出現的管端直徑超差偏大問題,介紹了直縫焊管管端縮徑專用模具的設計和使用。
大口徑直縫焊接鋼管生產和發展熱門文檔
UOE成形工藝在大直縫焊接鋼管生產中的應用 UOE成形工藝在大直縫焊接鋼管生產中的應用
格式:pdf
大小:578KB
頁數:4P
4.5
介紹了大直縫焊接鋼管uoe成形工藝的特點,以規格為ф711mm×15.9mm×12200mm直縫焊接鋼管的試制生產為例,考察了試制樣品的成形精度。各項測試結果表明,所擬定的uoe成形工藝技術路線合理,可進行該規格產品的批量生產。

直縫焊接鋼管尺寸規格表
格式:pdf
大小:41KB
頁數:2P
4.7
直縫焊接鋼管尺寸規格表|直縫焊管理論重量表 外徑 /mm 壁厚/mm 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.5 鋼管的理論質量/(kg/m) 50.0550.0650.0830.099 80.0920.1090.1420.1730.201 100.1170.1390.1810.2220.260 120.1420.1690.2210.2710.3200.3660.3880.410 130.1830.2410.2960.3430.4000.4250.450 140.1980.2600.3210.3790.4350.4620.489 150.1230.2800.3450.4080.4700.4990.
大口徑壓制鋼管縱縫焊接工藝 大口徑壓制鋼管縱縫焊接工藝
格式:pdf
大小:520KB
頁數:4P
4.4
通過對大口徑有縫鋼管壓制及縱縫焊接工藝的研究.確定了合理的坡口形式,以及內縫co_2焊+外縫窄間隙埋弧焊的焊接工藝參數.工藝評定結果證明,接頭性能均滿足有關技術條件的要求.評定結果已應用于大口徑管的制造.

焊接鋼管規格表包括直縫焊接鋼管規格和螺旋焊接鋼管規格
格式:pdf
大小:103KB
頁數:6P
4.5
焊管尺寸公徑種別 焊管4分系列dn15 焊管6分系列dn20 焊管1寸系列dn25 焊管1.2寸系列dn32 焊管1.5寸系列dn40 焊管2寸系列dn50 焊管2.5寸系列dn65 焊管3寸系列dn80 焊管4寸系列dn100 焊管5寸系列dn125 焊管6寸系列dn150 焊管8寸系列dn200 678 mmin 219.12008-5-831.5336.6141.65 273.12010-3-439.5245.9452.3 323.92012-3-447.0454.7162.32 -32547.254.962.54 355.61451.7360.1868.58 -37754.8963.8772.8 406.41659.2568.9578.6 -42662.4172.3382.46 45718

大口徑直縫焊接鋼管生產和發展精華文檔
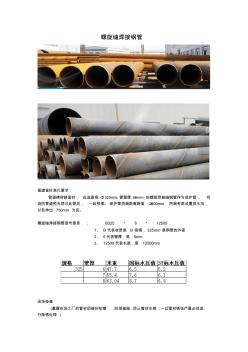
螺旋縫焊接鋼管
格式:pdf
大小:549KB
頁數:2P
4.3
螺旋縫焊接鋼管 福建省標準化要求: 管道橫穿路面時,應選直徑φ325mm、管壁厚≥6mm的螺旋焊接縫鋼管作為保護管,將 消防管道預先穿過此管后,一起預埋。保護管頂端距離路面≥600mm,兩端考慮設置排水溝, 以各伸出750mm為宜。 螺旋縫焊接鋼管型號意思:b325*6*12500 1、b代表材質是b級鋼,325mm是鋼管的外徑 2、6代表壁厚,是6mm 3、12500代表長度,是12500mm 進場檢查 (暴露在加工廠的管材須做好防潮,防雨措施,防止管材生銹,一旦管材銹蝕嚴重必須進 行除銹處理) 管材必須合格,資料齊全,設計有特殊要求時必須符合設計要求。 鋼管壁厚均勻,焊縫均勻,無劈裂、砂眼、 先除銹刷防腐漆,現澆混凝土內敷設時,應除銹,內壁做防腐,外壁不刷防腐漆,鋼管 外表層完整無脫落,有產品合格證,檢測報告等
大口徑高鋼級JCOE直縫埋弧焊接鋼管包申格效應試驗研究 大口徑高鋼級JCOE直縫埋弧焊接鋼管包申格效應試驗研究
格式:pdf
大小:891KB
頁數:4P
4.6
通過對100組高鋼級大口徑鋼管及其鋼板的橫向拉伸性能測試,分析了jcoe工藝在制管過程中的包申格效應。結果表明,利用jcoe工藝制成的高鋼級大口徑直縫埋弧焊接鋼管的屈服強度有下降趨勢,而抗拉強度呈上升趨勢,平均上升14mpa;屈強比和伸長率均呈現下降趨勢,平均下降0.02。
大口徑直縫埋弧焊鋼管生產線簡介 大口徑直縫埋弧焊鋼管生產線簡介
格式:pdf
大小:547KB
頁數:4P
4.7
通過對我國第一條全新引進的石油天然氣長輸管線制管用直縫埋弧焊鋼管生產線的介紹,以及jco(漸進壓力成型)與uo兩種成型方式的對比,提出直縫埋弧焊鋼管生產線建設的建議
2019年中國直縫焊接鋼管市場深度調查與市場運營趨勢報告(定制版)目錄
格式:pdf
大小:430KB
頁數:18P
4.6
2018-2022年中國直縫焊接鋼管市 場深度調查與市場運營趨勢報告 (定制版)(目錄) 中國市場調研在線 www.***.*** 北京博研智尚信息咨詢有限公司—中國市場調研在線 訪問網址:www.***.***/www.***.*** 一、基本信息 報告名稱2018-2024年中國直縫焊接鋼管市場深度調查與市場運營趨勢報告(定制版) 報告編號788739←咨詢時,請說明此編號。 優惠價¥7200元可開具增值稅專用發票 網上閱讀http://www.***.***/yjbg/yshy/gk/20180803/788739.html 溫馨提示如需英文、日文、韓文等其他語言版本報告,請咨詢客服。 二、內容介紹 2018-2024年中國直縫焊接鋼管市場深度調查與市場運營趨勢報告 [正文目錄] 第1章直縫焊接鋼
大口徑直縫焊接鋼管生產和發展最新文檔
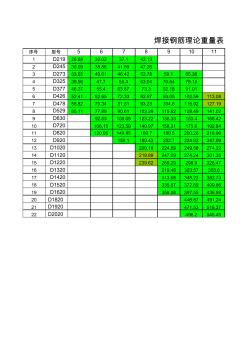
大口徑焊接鋼管理論重量表
格式:pdf
大小:39KB
頁數:2P
4.8
序號型號567891011 1d21926.8832.0237.142.13 2d24530.0935.8641.5947.26 3d27333.5540.0146.4252.7859.165.36 4d32539.9647.755.463.0470.6478.18 5d37746.3755.463.8773.382.1891.01 6d42652.4162.6572.3382.9793.05102.59113.08 7d47858.8270.3481.8193.23104.6115.92127.19 8d52965.1177.8990.61103.29115.92128.49141.02 9d63092.83108.05123.22138
寶鋼大口徑直縫焊管中工具連接架的制造 寶鋼大口徑直縫焊管中工具連接架的制造
格式:pdf
大小:610KB
頁數:4P
4.3
主要介紹國內第一條生產線寶鋼大口徑直縫焊管工程(uoe項目)中u成型機區工具連接架的制造過程。利用各種裝夾工具、吊具及焊接方法來解決加工過程中零件長而薄易變形的困難,利用高精度水準儀和經緯儀隨時檢測加工過程中零件變形情況,并控制安裝基準與加工定位基準一致以保證工具連接架的加工。

(整理)大口徑直縫電焊鋼管規定
格式:pdf
大小:106KB
頁數:11P
4.7
................. ................. 大口徑直縫電焊鋼管 規定 項目名稱 山東信發25萬噸/年燒堿20 萬噸/聚氯乙烯工程 分項名稱所有裝置 文件號01-00-0000-46-003 項目代號e06005設計階段工程設計頁數:1/11 大口徑直縫電焊鋼管規定 版次說明設計校核審核日期 本 文 件 產 權 屬 ccecc 所 有 , 未 經 ccecc 書 面 許 可 不 準 復 制 或 轉 讓 第 三 方 。 ................. ................. 1概述 1.1本文件為山東信發25萬噸/年燒堿20萬噸/聚氯乙烯工程中乙炔、氯乙烯、燒堿、 vcm、公用工程裝置管道材料,規定大口徑
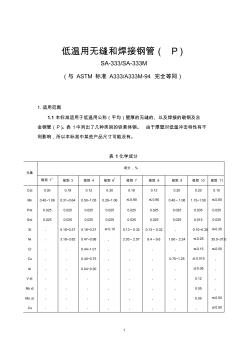
低溫用無縫和焊接鋼管
格式:pdf
大小:117KB
頁數:12P
4.4
1 低溫用無縫和焊接鋼管(p) sa-333/sa-333m (與astm標準a333/a333m-94完全等同) 1.適用范圍 1.1本標準適用于低溫用公稱(平均)壁厚的無縫的、以及焊接的碳鋼及合 金鋼管(p)。表1中列出了幾種類別的鐵素體鋼。由于厚壁對低溫沖擊特性有不 利影響,所以本標準中某些產品尺寸可能沒有。 表1化學成分 元素 成分,% 級別1①級別3級別4級別6 ⑥ 級別7級別8級別9級別10級別11 c≤ mn p≤ s≤ si ni cr cu al v≤ nb≤ mo≤ co 0.30 0.40~1.06 0.025 0.025 , , , , , , , , , 0.19 0.31~0.64 0.025 0.025 0.18~0.37 3.18~3.82 , , , , , ,
大口徑鋼管焊接-卷管
格式:pdf
大小:576KB
頁數:2P
4.6
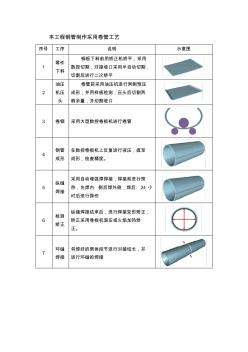
本工程鋼管制作采用卷管工藝 序號工序說明示意圖 1 零件 下料 鋼板下料前用矯正機矯平,采用 數控切割,對接坡口采用半自動切割, 切割后進行二次矯平 2 油壓 機壓 頭 卷管前采用油壓機進行兩側預壓 成形,并用樣板檢測,壓頭后切割兩 側余量,并切割坡口 3卷鋼采用大型數控卷板機進行卷管 4 鋼管 成形 在數控卷板機上反復進行液壓,直至 成形,檢查精度。 5 縱縫 焊接 采用自動埋弧焊焊接,焊接前進行預 熱,先焊內側后焊外側,焊后24小 時后進行探傷 6 檢測 矯正 縱縫焊接結束后,進行焊接變形矯正, 矯正采用卷板機滾壓或火焰加熱矯 正。 7 環縫 焊接 將焊好的筒體段節進行對接結長,并 進行環縫的焊接 主材切割 主材預熱 卷板機 合縫卷圓 內部焊接 氣刨 外部焊接 熱矯正 尺寸外觀檢查 探傷檢查 成品檢查 主材開坡口 a1 a2 a3 a4 a5 卷板
大口徑無縫鋼管的焊接 大口徑無縫鋼管的焊接
格式:pdf
大小:207KB
頁數:未知
4.3
大口徑(φ426×10毫米)無縫鋼管(10號鋼)的焊接,在我單位承包的煤氣主管道施工中被列為嚴格要求項目。除要求接頭為單面焊雙面成型之外,對管道焊縫的致密性和耐蝕性也有嚴格要求,并規定每個接頭均應做100%x射線檢查(3級以上為合格)。在轉動管與固定管的全位置焊縫質量檢查中,抽樣均達到一級片,合格率為100%。現將操作工藝介紹如下。

焊接鋼管 (2)
格式:pdf
大小:7KB
頁數:2P
4.7
焊接鋼管按工藝區分主要有電阻焊(erw)、螺旋埋弧焊(ssaw)和直縫埋弧焊 (lsaw)三種工藝。這三種工藝生產的焊管,因其原料、成形工藝、口徑大小以及 質量的不盡相同,在應用領域里各有定位。但究其發展來看,φ273mm以上大口徑 焊管,近年來新增產能過于集中,已有和即將投產的jcoe(uoe)機組8套,φ 508mm~φ610mmerw機組6套,均為引進的當代先進技術裝備和工藝,其 生產能力初步統計已超過600萬噸。對這些設備,鋼管生產企業應根據應用領域的要 求及各自產品的特點,在發揮各自長處方面進行技術改造,不斷提高各自產品的技術含 量。 1.直縫電阻焊管(erw) 電阻焊管是我國最早生產、應用范圍最廣、生產機組最多(2000余家)、產量最高 (占焊管總產能的80%左右)的鋼管品種,產品規格為φ20mm一φ610mm, 在國民經濟建設中發揮了重要作用。其中φ20m
焊接鋼管敷設
格式:pdf
大小:46KB
頁數:7P
4.6
焊接鋼管敷設 1范圍 可用于新建和和改造工程中的照明、動力、電話、消防等系統的管路敷設(材質為焊接鋼管),可進行 明敷設、暗敷設,可敷設于墻體內,也可敷設于吊頂內。不適用于腐蝕性場所。 2引用標準 《建筑工程施工質量驗收統一標準gb50300-2001》 《建筑電氣工程施工質量驗收規范gb50303-2002》 《爆炸和火災危險環境電氣裝置施工及驗收規范gb50257-96》 《高層民用建筑設計防火規范gb50045-95》 《建筑設計防火規范gbj16-87》 《建筑安裝分項工程施工工藝規程dbj01-26-96》 《建筑電氣通用圖集92dq》 3施工準備 3.1材料準備: 所用主材、附材已運至施工現場,規格、型號符合圖紙要求,數量滿足現場需要。材料要求如下: 3.1.1主材:鋼管具備有效的產品合格證,原材合格證,焊接鋼管要求壁厚均勻,管內無毛刺
大口徑直縫焊接鋼管生產和發展相關
文輯推薦
知識推薦
百科推薦


職位:裝配式BIM工程師
擅長專業:土建 安裝 裝飾 市政 園林


