

大徑厚壁P91三通管焊接及熱處理工藝探討
格式:pdf
大小:517KB
頁數(shù):4P
人氣 :72
 4.4
4.4
在防城港電廠600MW級超臨界機(jī)組安裝中,大徑厚壁P91三通管管座預(yù)留長度過小,傳統(tǒng)焊前預(yù)熱、焊后熱處理工藝容易造成應(yīng)力集中。鑒于此,通過工藝實(shí)驗(yàn)和工程實(shí)踐,探索出一套完全適用類似大徑厚壁P91三通管的現(xiàn)場焊前預(yù)熱、焊接及焊后熱處理工藝。



金屬材料焊接及熱處理工藝
格式:pdf
大小:461KB
頁數(shù):26P
金屬材料焊接及熱處理工藝 16.1總則 1)本工藝適用于汽機(jī)范圍內(nèi)管道、容器、承重構(gòu)架及結(jié)構(gòu)部件的焊接及熱處理工作。 2)本工藝適用于低碳鋼,普通低合金鋼,耐熱鋼、不銹鋼、銅及銅合金、鋁及鋁合金、鑄鐵 等材料的手工電弧焊,手工鎢氬弧焊和o2c2h2氣焊。 3)有關(guān)安全方面,應(yīng)遵守安全防火等規(guī)程的有關(guān)規(guī)定。 4)焊縫檢查和焊工考核及質(zhì)量驗(yàn)收應(yīng)遵照有關(guān)射線超聲檢驗(yàn)等規(guī)定及焊工考試的規(guī)則執(zhí)行。 5)對焊工及熱處理工的要求,見電力建設(shè)施工及驗(yàn)收技術(shù)規(guī)范(火力發(fā)電廠焊接篇)。 16.2焊接工藝 16.2.1焊接材料 16.2.1.1焊條、電絲的選擇,具體按工程一覽表選擇 1)對同種類鋼,機(jī)械性能及化學(xué)性能,化學(xué)成分與母材相近,焊條的合金元素的含量應(yīng)略高 于母材,ar弧焊焊則要求與母材相同,化學(xué)類有鋼要求抗蝕性同母材相同。 2)對焊接質(zhì)量要求高,裂紋傾向大的材料和結(jié)構(gòu),應(yīng)選用

球罐焊接及熱處理工藝守則
格式:pdf
大小:93KB
頁數(shù):8P
accordingtoofficepartyofmasslineeducationpracticeactivitiesledgroupofunifiedarrangements,unitsmainledtoforcadresworkersshangatimespartylecture,duetohimselflevellimited,onlyputthisstageconcentratedlearningofexperiencetodayandeveryonecommonwithlearningexchange,purposeisletwefurtherdeepunderstandingmasslineofconnotation,i
編輯推薦下載
 主蒸汽濾網(wǎng)三通角焊縫現(xiàn)場修復(fù)焊接及熱處理工藝研究與應(yīng)用
主蒸汽濾網(wǎng)三通角焊縫現(xiàn)場修復(fù)焊接及熱處理工藝研究與應(yīng)用 主蒸汽濾網(wǎng)三通角焊縫現(xiàn)場修復(fù)焊接及熱處理工藝研究與應(yīng)用
格式:pdf
大小:136KB
頁數(shù):2P
4.4
濾網(wǎng)三通是電站主蒸汽系統(tǒng)中的關(guān)鍵設(shè)備之一,其體積大、結(jié)構(gòu)不對稱等造成了對其進(jìn)行修復(fù)的難度較大。本文通過對電廠主蒸汽濾網(wǎng)三通角焊縫現(xiàn)場處理的研究和實(shí)踐,初步探索對于電站這種異型結(jié)構(gòu)現(xiàn)場進(jìn)行焊接、熱處理修復(fù)的方法和思路。實(shí)踐證明,對于這種異型結(jié)構(gòu)的熱處理應(yīng)充分考慮熱處理造成的結(jié)構(gòu)溫度場分布不均勻,熱處理應(yīng)力大等問題,因此在進(jìn)行工藝設(shè)計(jì)中應(yīng)充分考慮熱處理功率、升溫速度等因素。
管道焊后熱處理工藝
格式:pdf
大小:35KB
頁數(shù):5P
4.4
zd-3.03-2005 1 管道焊后熱處理工藝 1范圍 本工藝適用于石油、化工、電力、冶金、機(jī)械等工業(yè)工程的碳素鋼及合金鋼管道工程焊后熱處 理。 2規(guī)范性引用文件 下列文件中的條款通過本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后 所有文件的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,鼓勵根據(jù)本標(biāo)準(zhǔn)達(dá)成 協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本 標(biāo)準(zhǔn)。 gb50235-97工業(yè)金屬管道工程施工及驗(yàn)收規(guī)范 gb50236-98現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗(yàn)收規(guī)范 sh3501-2002石油化工有毒、可燃介質(zhì)管道工程施工及驗(yàn)收規(guī)范 3管道焊后熱處理的一般規(guī)定 3.1進(jìn)行焊后熱處理應(yīng)根據(jù)鋼材的淬硬性、焊件厚度、結(jié)構(gòu)剛性、焊接方法及使用條件等因素綜合 確定。 3.2對有應(yīng)力腐蝕的焊縫,應(yīng)進(jìn)行焊
大徑厚壁P三通管焊接及熱處理工藝熱門文檔
厚壁12Cr1MoVG鋼管的熱處理工藝優(yōu)化 厚壁12Cr1MoVG鋼管的熱處理工藝優(yōu)化
格式:pdf
大小:503KB
頁數(shù):5P
4.4
針對厚壁12cr1movg鋼管在生產(chǎn)中暴露出沖擊韌性低的問題,進(jìn)行了優(yōu)化熱處理工藝的研究和生產(chǎn)實(shí)踐。指出改善其沖擊韌性的關(guān)鍵是控制正火冷卻速度,提出了"水冷+空冷"正火熱處理工藝。實(shí)踐證明:采用"水冷+空冷"熱處理工藝后,厚壁12cr1movg鋼管均能獲得理想的金相組織和優(yōu)良的綜合性能。
熱處理工藝有哪些
格式:pdf
大小:43KB
頁數(shù):4P
4.4
熱處理工藝有哪些 1.退火 操作方法:將鋼件加熱到ac3+30~50度或ac1+30~50度或ac1以下的溫度(可 以查閱有關(guān)資料)后,一般隨爐溫緩慢冷卻。 目的:1.降低硬度,提高塑性,改善切削加工與壓力加工性能;2.細(xì)化晶粒,改 善力學(xué)性能,為下一步工序做準(zhǔn)備;3.消除冷、熱加工所產(chǎn)生的內(nèi)應(yīng)力。 應(yīng)用要點(diǎn):1.適用于合金結(jié)構(gòu)鋼、碳素工具鋼、合金工具鋼、高速鋼的鍛件、焊 接件以及供應(yīng)狀態(tài)不合格的原材料;2.一般在毛坯狀態(tài)進(jìn)行退火。 2.正火 操作方法:將鋼件加熱到ac3或accm以上30~50度,保溫后以稍大于退火的 冷卻速度冷卻。 目的:1.降低硬度,提高塑性,改善切削加工與壓力加工性能;2.細(xì)化晶粒,改 善力學(xué)性能,為下一步工序做準(zhǔn)備;3.消除冷、熱加工所產(chǎn)生的內(nèi)應(yīng)力。 應(yīng)用要點(diǎn):正火通常作為鍛件、焊接件以及滲碳零件的預(yù)先熱處理工序。對于性
熱處理工藝規(guī)范
格式:pdf
大小:24KB
頁數(shù):1P
4.8
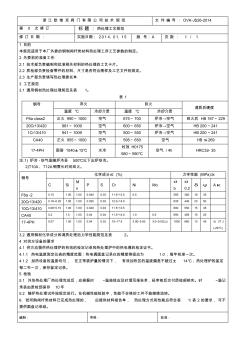
浙江歐維克閥門有限公司技術(shù)規(guī)范文件編號:ovk-js26-2014 第0次修訂標(biāo)題:熱處理工藝規(guī)范 修訂日期:實(shí)施日期:2014.01.15版號:a頁數(shù):1/1 1目的 本規(guī)范適用于本廠外委的鋼制閥桿類材料熱處理工序工藝參數(shù)的制定。 2外委前的準(zhǔn)備工作 2.1技術(shù)部負(fù)責(zé)編制和批準(zhǔn)相關(guān)材料的熱處理的工藝卡片。 2.2質(zhì)檢部負(fù)責(zé)檢查零件的材料、尺寸是否符合圖樣及工藝文件的規(guī)定。 2.3生產(chǎn)部負(fù)責(zé)填寫熱處理委托單 3工藝規(guī)范 3.1通用鋼材熱處理處理規(guī)范見表1。 表1 鋼號淬火回火 調(diào)質(zhì)后硬度 溫度℃冷卻介質(zhì)溫度℃冷卻介質(zhì) f6aclass2正火990~1000空氣675~700爐冷→空氣回火后hb167~229 20cr13/420981
大徑厚壁P三通管焊接及熱處理工藝精華文檔
SA335-P92大口徑厚壁管道熱處理工藝研究 SA335-P92大口徑厚壁管道熱處理工藝研究
格式:pdf
大小:221KB
頁數(shù):3P
4.7
在對p92鋼焊接熱處理工藝實(shí)驗(yàn)的探索過程中,發(fā)現(xiàn)了有效降低厚壁管道在熱處理過程中內(nèi)、外壁溫差的方法。以此進(jìn)行了大量實(shí)驗(yàn),并對實(shí)驗(yàn)結(jié)果進(jìn)行了總結(jié),為現(xiàn)場厚壁p92管道熱處理工藝的探索提供了一個全新的思路。
高碳鋼盤條焊接區(qū)熱處理工藝的研究 高碳鋼盤條焊接區(qū)熱處理工藝的研究
格式:pdf
大小:54KB
頁數(shù):2P
4.7
高碳鋼盤條焊接區(qū)質(zhì)量是影響高應(yīng)力鋼絞線性能充分發(fā)揮的關(guān)鍵因素。通過對拉絲過程中焊接區(qū)斷裂試樣的統(tǒng)計(jì)分析,結(jié)果表明,由于焊后熱處理不當(dāng)引起的斷裂占70%。原熱處理工藝不能有效地改善焊接區(qū)的組織,改進(jìn)后的工藝不僅能獲得均勻細(xì)小的焊接區(qū)組織,而且能減少二次滲碳體的數(shù)量,從而極大地提高了焊接區(qū)的性能,大大地降低了斷裂次數(shù)。

鋁及鋁合金熱處理工藝
格式:pdf
大小:197KB
頁數(shù):10P
4.5
鋁及鋁合金熱處理工藝 1.鋁及鋁合金熱處理工藝 1.1鋁及鋁合金熱處理的作用 將鋁及鋁合金材料加熱到一定的溫度并保溫一定時間以獲得預(yù)期的產(chǎn)品 組織和性能。 1.2鋁及鋁合金熱處理的主要方法及其基本作用原理 1.2.1鋁及鋁合金熱處理的分類(見圖1) 圖1鋁及鋁合金熱處理分類 1.2.2鋁及鋁合金熱處理基本作用原理 (1)退火:產(chǎn)品加熱到一定溫度并保溫到一定時間后以一定的冷卻速度冷卻到室 溫。通過原子擴(kuò)散、遷移,使之組織更加均勻、穩(wěn)定、,內(nèi)應(yīng)力消除,可大 大提高材料的塑性,但強(qiáng)度會降低。 ①鑄錠均勻化退火:在高溫下長期保溫,然后以一定速度(高、中、低、慢) 冷卻,使鑄錠化學(xué)成分、組織與性能均勻化,可提高材料塑性20%左右,降 低擠壓力20%左右,提高擠壓速度15%左右,同時使材料表面處理質(zhì)量提 高。 鋁 及 鋁 合 金 熱 處 理 回歸 均勻化退火 退火 成品退火

鋁及鋁合金熱處理工藝
格式:pdf
大小:49KB
頁數(shù):8P
4.8
1.鋁及鋁合金熱處理工藝 1.1鋁及鋁合金熱處理的作用 將鋁及鋁合金材料加熱到一定的溫度并保溫一定時間以獲得預(yù)期的產(chǎn)品組織 和性能。 1.2鋁及鋁合金熱處理的主要方法及其基本作用原理 1.2.1鋁及鋁合金熱處理的分類(見圖1) 圖1鋁及鋁合金熱處理分類 1.2.2鋁及鋁合金熱處理基本作用原理 (1)退火:產(chǎn)品加熱到一定溫度并保溫到一定時間后以一定的冷卻速度冷卻到室 溫。通過原子擴(kuò)散、遷移,使之組織更加均勻、穩(wěn)定、,內(nèi)應(yīng)力消除,可大大提 高材料的塑性,但強(qiáng)度會降低。 ①鑄錠均勻化退火:在高溫下長期保溫,然后以一定速度(高、中、低、慢)冷 卻,使鑄錠化學(xué)成分、組織與性能均勻化,可提高材料塑性20%左右,降低擠壓 力20%左右,提高擠壓速度15%左右,同時使材料表面處理質(zhì)量提高。 ②中間退火:又稱局部退火或工序間退火,是為了提高材料的塑性,消除材料內(nèi) 鋁 及 鋁
管道焊后熱處理工藝流程說明
格式:pdf
大小:116KB
頁數(shù):6P
4.4
1 管道焊后熱處理工藝 1目的 保證熱處理效果符合規(guī)范要求。 2適用范圍 適用于壓力管道現(xiàn)場組焊焊后熱處理的工作。 3術(shù)語 4職責(zé) 4.1熱處理工程師確定熱處理?xiàng)l件和要求,負(fù)責(zé)熱處理工藝試驗(yàn),編制熱處理方案和 ,簽發(fā)熱處理報告,并對熱處理的全過程負(fù)責(zé)。 4.2熱處理人員按熱處理工藝卡的要求進(jìn)行熱處理,協(xié)助檢查硬度并做好記錄。 4.3質(zhì)檢工程師應(yīng)對熱處理工作的全過程進(jìn)行監(jiān)督檢查。 5工作程序 5.1管道焊后熱處理工藝流程圖(附后) 5.2確定熱處理?xiàng)l件和要求 熱處理工程師根據(jù)圖紙資料、設(shè)計(jì)要求和委托單,確定熱處理?xiàng)l件和要求。 5.3熱處理工藝試驗(yàn) 對于使用新的熱處理工藝,新的熱處理元件或有特殊要求的熱處理等,熱處理工 程師在制定熱處理工藝時,應(yīng)進(jìn)行必要的工藝試驗(yàn),為編制熱處理方案和熱處理工藝 卡提供依據(jù)。 5.4熱處理方案 熱處理工程師根
大徑厚壁P三通管焊接及熱處理工藝最新文檔
防止中厚壁管淬火開裂的熱處理工藝研究及實(shí)踐 防止中厚壁管淬火開裂的熱處理工藝研究及實(shí)踐
格式:pdf
大小:164KB
頁數(shù):3P
4.5
針對中厚壁在水淬過程中出現(xiàn)淬火內(nèi)裂紋的質(zhì)量問題,對淬火熱處理工藝進(jìn)行研究并指導(dǎo)生產(chǎn)實(shí)踐,闡述了淬火內(nèi)裂紋的產(chǎn)生機(jī)理,提出了切實(shí)有效的"外淋+軸流"和"浸淬+軸流"優(yōu)化淬火工藝,取得了顯著效果,并創(chuàng)造性地將防止管材淬火開裂的原理、方法和技術(shù)用于部分易裂鋼種的全水淬工藝開發(fā),獲得了成功。
工業(yè)管道焊后熱處理工藝標(biāo)準(zhǔn)
格式:pdf
大小:64KB
頁數(shù):4P
4.8
壓力管道安裝工業(yè)管道焊后熱處理通用工藝工藝管道-19 1編制日期:2000.03 工業(yè)管道焊后熱處理通用工藝 1適用范圍 本通用工藝適用工業(yè)管道中非低溫用碳鋼、低合金鋼、鉻鉬鋼等管道的焊后消除應(yīng)力熱 處理。 2引用(依據(jù))文件 2.1《石油化工劇毒、可燃介質(zhì)管道工程施工及驗(yàn)收規(guī)范》sh3501-1997 2.2《化工金屬管道工程施工及驗(yàn)收規(guī)范》hg20225-95 2.3《工業(yè)金屬管道工程質(zhì)量檢驗(yàn)評定標(biāo)準(zhǔn)》gb50184-93 2.4《石油化工鋼制管道工程施工工藝標(biāo)準(zhǔn)》shj517-91 3施工準(zhǔn)備 3.1主要機(jī)具及材料 3.1.1主要機(jī)具: 1.熱處理設(shè)備:自動控制溫度的固定盤柜式或手提式控制柜、自動打點(diǎn)記錄儀。熱 處理設(shè)備應(yīng)經(jīng)檢驗(yàn)合格,溫度指示儀表應(yīng)校驗(yàn)準(zhǔn)確; 2.熱電偶; 3.加熱器:指形加熱器或履帶加熱器。 3.1.2主要用料 1.保溫棉:無堿
管道熱處理工藝
格式:pdf
大小:6KB
頁數(shù):2P
4.6
壓力管道熱處理工藝 一、彎管的熱處理工藝 l、在下列條件下,必須對冷彎或熱彎的鋼管進(jìn)行熱處理。 (1)壁厚大于l9mm的碳素鋼熱彎管,彎管時溫度始終保持在900℃ 以上的情況除外。 (2)公稱直徑大于或等于l00mm或壁厚大于或等于l3mm的中,低合 金鋼冷彎管。 2、對于公稱直徑大于或等于l00mm,或壁厚大于或等于l3mm的中、 低合金鋼熱彎彎管,應(yīng)按設(shè)計(jì)文件的要求進(jìn)行完全退火、正火加回火, 或回火處理。 3、奧氏體不銹鋼制作的彎管,可不進(jìn)行熱處理;當(dāng)設(shè)計(jì)文件要求熱 處理時,按設(shè)計(jì)文件規(guī)定進(jìn)行。 4、彎管的熱處理可在電加熱爐中進(jìn)行;也可用陶瓷電加熱器進(jìn)行, 采用熱電鍋測溫,并選擇硅酸鋁針刺保溫毯作為陶瓷加熱熱液時的保 溫材料。 5、熱處理后進(jìn)行硬度測定,彎管部分硬度不應(yīng)超過母材硬度規(guī)定值。 二、管道焊后熱處理工藝 1、管道焊接后,根據(jù)鋼材的淬硬性,焊件厚度和
SA335-P92鋼管采用感應(yīng)加熱焊接熱處理工藝試驗(yàn) SA335-P92鋼管采用感應(yīng)加熱焊接熱處理工藝試驗(yàn)
格式:pdf
大小:1.1MB
頁數(shù):5P
4.7
在寧海電廠二期工程1000mw超超臨界機(jī)組工程建設(shè)中,采用感應(yīng)加熱設(shè)備進(jìn)行了相應(yīng)的焊接熱處理工藝試驗(yàn),解決了sa335-p92鋼管的焊接預(yù)熱及焊后熱處理存在的內(nèi)、外壁溫差問題,提高了sa335-p92鋼管的焊接熱處理質(zhì)量。該試驗(yàn)方法可為國內(nèi)其他超超臨界機(jī)組焊接預(yù)熱及焊后熱處理提供借鑒。
超超臨界機(jī)組P122管道焊接熱處理工藝淺析 超超臨界機(jī)組P122管道焊接熱處理工藝淺析
格式:pdf
大小:154KB
頁數(shù):3P
4.5
p122鋼具有良好的韌性、抗蒸汽氧化性能、抗高溫腐蝕性能,以及較穩(wěn)定的高溫強(qiáng)度,但是該鋼可焊性差。通過正確的焊接工藝和熱處理工藝,從而獲得良好的焊縫組織,焊縫硬度平均值為230~255hb,焊縫區(qū)金相組織為典型的回火馬氏體組織,達(dá)到了規(guī)程及設(shè)計(jì)要求,滿足電廠機(jī)組使用需要。
A335-P22厚壁管道焊接及熱處理工藝 A335-P22厚壁管道焊接及熱處理工藝
格式:pdf
大小:188KB
頁數(shù):未知
4.3
a335-p22厚壁管道的焊接要想滿足多種復(fù)雜工程要求,需要制定多種焊接方法組合的焊接工藝。在探究和分析了a355-p22厚壁管材焊接特性后,想出了一套適合a335-p22厚壁管的焊接工藝。該工藝同時采用了多種焊接方法。
熱電偶溫度套管管座的焊接及熱處理工藝 熱電偶溫度套管管座的焊接及熱處理工藝
格式:pdf
大小:97KB
頁數(shù):未知
4.5
根據(jù)大壩電廠4號機(jī)汽機(jī)側(cè)主蒸汽管熱電偶管座焊縫的特點(diǎn)和要求,介紹了主要蒸汽管熱電偶管座對接焊縫焊接工藝及熱處理工藝措施,為以后解決將原焊縫切割后重新安裝新熱電及如何保證焊縫質(zhì)量提供了充分的依據(jù)。
耐熱鋼(T23鋼)焊接及熱處理工藝工法 耐熱鋼(T23鋼)焊接及熱處理工藝工法
格式:pdf
大小:350KB
頁數(shù):未知
4.7
通過具體實(shí)例,對新型耐熱鋼焊接性能及熱處理工藝進(jìn)行闡述和分析,從而說明焊接在安裝生產(chǎn)中的重要性。
卷尺鋼帶熱處理工藝及設(shè)備 卷尺鋼帶熱處理工藝及設(shè)備
格式:pdf
大小:555KB
頁數(shù):未知
4.5
本研究工作以卷尺鋼帶為例,對帶狀工件的熱處理工藝及設(shè)備的特點(diǎn)作了深入的分析和探討。對于尺帶這樣較薄的工件,其熱處理的特點(diǎn)是快速加熱。運(yùn)用鋼在加熱時的相變理論,將tta曲線及加熱速度的計(jì)算作為制訂淬火加熱工藝參數(shù)的依據(jù)。通過工藝試驗(yàn),考察了淬火加熱速度對回火時間的影響,設(shè)計(jì)了專門用于卷尺鋼帶的熱處理自動生產(chǎn)線。
熱處理工藝設(shè)計(jì)規(guī)范方案
格式:pdf
大小:152KB
頁數(shù):10P
4.8
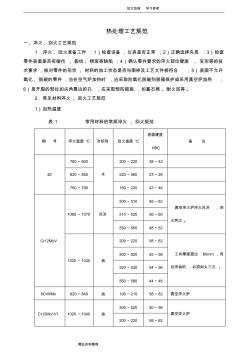
范文范例學(xué)習(xí)參考 精品資料整理 熱處理工藝規(guī)范 一、淬火、回火工藝規(guī)范 1.淬火、回火準(zhǔn)備工作:1)檢查設(shè)備,儀表是否正常;2)正確選擇夾具;3)檢查 零件表面是否有碰傷、裂紋、銹斑等缺陷;4)確認(rèn)零件要求的淬火部位硬度、變形等的技 術(shù)要求,核對零件的形狀、材料的加工狀態(tài)是否與圖樣及工藝文件相符合;5)表面不允許 氧化、脫碳的零件,當(dāng)在空氣爐加熱時,應(yīng)采取防氧化脫碳劑裝箱保護(hù)或采用真空爐加熱; 6)易開裂的部位如尖角靠邊的孔,應(yīng)采取預(yù)防措施,如塞石棉、耐火泥等。 2.常見材料淬火、回火工藝規(guī)范 1)加熱溫度 表1常用材料的常規(guī)淬火、回火規(guī)范 鋼號淬火溫度℃冷卻劑回火溫度℃ 表面硬度 hrc 備注 45 780~800 水 200~22038~42 820~850520~56023~28 760~790180~2204
大徑厚壁P三通管焊接及熱處理工藝相關(guān)
文輯推薦
知識推薦
百科推薦


職位:水電安全施工員
擅長專業(yè):土建 安裝 裝飾 市政 園林


