

單晶硅、HIT太陽能電池組件的對比分析
格式:pdf
大小:17KB
頁數:2P
人氣 :86
 4.6
4.6
單晶硅、 HIT 太陽能電池組件的對比分析 【摘 要】介紹了單晶硅、 HIT 太陽能電池組件的特點,采用 PVsyst 軟件 對兩種太陽能電池組件并網光伏發電系統的年發電量進行模擬, 分析比較了兩種 組件的比功率發電量和損失系數。 結果表明,HIT 太陽能電池組件的比功率發電 量大于單晶硅的比功率發電量, HIT 太陽能電池組件的各項損失系數小于單晶硅 的各項損失系數。 【關鍵詞】非晶 /單晶異質結( HIT);單晶硅;太陽能電池組件;組件轉換 效率; PVsyst軟件 0 引言 傳統的燃料能源正在一天天減少, 對環境造成的危害日益突出, 同時全球還 有 20億人得不到正常的能源供應。能源危機和環境污染問題促進了清潔能源的 廣泛研究與應用開發。 其中太陽能以其獨有的優勢而成為人們重視的焦點。 太陽 能每秒鐘到達地面的能量高達 80萬千瓦,假如把地球表面 0.1%的太陽能轉為電 能,轉變率




180W單晶硅太陽能電池組件說明
格式:pdf
大小:59KB
頁數:1P
180w多晶硅太陽能電池組件 產品規格:組件 疊層 結構 示意 單體太陽能電池片單晶156×156mm 單體太陽能電池數量72片 外形尺寸1580×808×35mm 正面封裝材料3.2mm鋼化玻璃 封裝材料eva 背面封裝材料顏色白色 框架材質氧化鋁合金 180w太陽能電池組件電學特性參數:接線盒防護等級ip65 旁路二極管數量3只最大輸出功率(pm)180w 輸出線纜4mm2光伏專用線纜 正極:1.5m最大輸出功率偏差±3% 負極:1.5m組件轉換效率14.4% 連接器 mc4兼容型填充因子ff0.76 德國專利技術最大輸出功率點電流(im)5.14a 重量15.5kg最大輸出功率點電壓(vm)35v 產品品質保證: 短路電流(isc)5.65a 開路電壓(voc)

編輯推薦下載

太陽能電池組件的封裝 (2)
格式:pdf
大小:419KB
頁數:15P
4.5
太陽能電池組件的封裝 太陽能電池組件的封裝 (二)組件的封裝結構 (三)組件的封裝材料 1上蓋板2黏結劑3底板4邊框 (四)組件封裝的工藝流程 不同結構的組件有不同的封裝工藝。平 板式硅太陽能電池組件的封裝工藝流程,如圖 17所示。可將這一工藝流程概述為:組件的中 間是通過金屬導電帶焊接在一起的單體電池,電 池上卞兩側均為eva膜,最上面是低鐵鋼化白玻 璃,背面是pvf復合膜。將各層材料按順序疊好 后,放人真空層壓機內進行熱壓封裝。最上層的 玻璃為低鐵鋼化白玻璃,透光率高,而且經紫外 線長期照射也不會變色。eva膜中加有抗紫外劑 和固化劑,在熱壓處理過程中固化形成具有一定 彈性的保護層,并保證電池與鋼化玻璃緊密接 觸。pvf復合膜具有良好的耐光、防潮、防腐蝕 性能。經層壓封裝后,再于四周加上密封條,裝 上經過陽極氧化的鋁合金邊框以及接線盒,即成 為成品組件。最后,要對

太陽能電池組件的封裝
格式:pdf
大小:419KB
頁數:15P
4.7
太陽能電池組件的封裝 太陽能電池組件的封裝 (二)組件的封裝結構 (三)組件的封裝材料 1上蓋板2黏結劑3底板4邊框 (四)組件封裝的工藝流程 不同結構的組件有不同的封裝工藝。平 板式硅太陽能電池組件的封裝工藝流程,如圖 17所示。可將這一工藝流程概述為:組件的中 間是通過金屬導電帶焊接在一起的單體電池,電 池上卞兩側均為eva膜,最上面是低鐵鋼化白玻 璃,背面是pvf復合膜。將各層材料按順序疊好 后,放人真空層壓機內進行熱壓封裝。最上層的 玻璃為低鐵鋼化白玻璃,透光率高,而且經紫外 線長期照射也不會變色。eva膜中加有抗紫外劑 和固化劑,在熱壓處理過程中固化形成具有一定 彈性的保護層,并保證電池與鋼化玻璃緊密接 觸。pvf復合膜具有良好的耐光、防潮、防腐蝕 性能。經層壓封裝后,再于四周加上密封條,裝 上經過陽極氧化的鋁合金邊框以及接線盒,即成 為成品組件。最后,要對
單晶硅、HIT太陽能電池組件的對比分析熱門文檔

太陽能電池組件的封裝(精華)
格式:pdf
大小:1.6MB
頁數:10P
4.6
太陽能電池組件的封裝(精華) 導讀:單件電池片由于輸出功率太小,難以滿足常規用電需求,因此需要將其封裝為組 件以提高其輸出功率。封裝是太陽能電池生產中的關鍵步驟,沒有良好的封裝工藝,再好的 電池也生產不出好的組件。電池的封裝不僅可以使電池的壽命得到保證,而且還增強了電池 的抗擊強度。產品的高質量和高壽命是贏得客戶滿意的關鍵,所以組件的封裝質量非常重 要。 具有外部封裝及內部連接、能單獨提供直流電輸出的最小不可分割的太陽能電池組合裝 置,叫太陽能電池組件,即多個單體太陽能電池互聯封裝后成為組件。太陽能電池組件是太 陽能發電系統中的核心部分,也是太陽能發電系統中最重要的部分。 1.防止太陽能電池破損。晶體硅太陽能電池易破損的原因:晶體硅呈脆性;硅太陽能電 池面積大;硅太陽能電池厚度小。 2.防止太陽能電池被腐蝕失效。太陽能電池的自然抗性差:太陽電池長期暴露在空氣中 會出現效率的衰減;太陽電池對
太陽能電池組件生產工藝
格式:pdf
大小:27KB
頁數:5P
4.7
太陽能電池組件生產工藝 組件線又叫封裝線,封裝是太陽能電池生產中的關鍵步驟,沒有良好的封裝工藝, 多好的電池也生產不出好的組件板。電池的封裝不僅可以使電池的壽命得到保 證,而且還增強了電池的抗擊強度。產品的高質量和高壽命是贏得可客戶滿意的 關鍵,所以組件板的封裝質量非常重要。 工藝流程如下: 1、電池檢測——2、正面焊接—檢驗—3、背面串接—檢驗—4、敷設(玻璃清洗、 材料切割、玻璃預處理、敷設)——5、層壓——6、去毛邊(去邊、清洗)——7、 裝邊框(涂膠、裝角鍵、沖孔、裝框、擦洗余膠)——8、焊接接線盒——9、高 壓測試——10、組件測試—外觀檢驗—11、包裝入庫; 工藝簡介: 在這里只簡單的介紹一下工藝的作用,給大家一個感性的認識,具體內容后面再 詳細介紹: 1、電池測試:由于電池片制作條件的隨機性,生產出來的電池性能不盡相同, 所以為了有效的將性能一致或相近

單晶硅、HIT太陽能電池組件的對比分析精華文檔
太陽能電池組件封裝工藝
格式:pdf
大小:21KB
頁數:8P
4.6
太陽能電池組件封裝工藝 太陽能電池組件的制造過程中主要有以下一些步驟:激光劃片—光焊 (將電池片焊接成串)—手工焊(焊接匯流條)—層疊(玻璃—eva—電池 —eva—tpt)—中測—層壓—固化—裝邊框、接線盒—終測。1、激光劃片: 太陽能電池每片工作電壓0.4-0.5v左右(開路電壓約0.6v),將一片 切成兩片后,每片電壓不變;太陽電池的功率與電池板的面積成正比(同樣轉化率 下)。根據組件所需電壓、功率,可以計算出所需電池片的面積及電池片片數, 由于單體電池(未切割前)尺寸一定(有幾種標準),面積通常不能滿足組件需要, 因此,在焊接前,一般有激光劃片這套工序,切割前,應設計好切割路線,畫好 草圖,要盡量利用切割剩余的電池片,提高電池片的利用率。切片時的具體要求: 1.1、切片時,切痕深度一般要控制在電池片厚度的1/2—2/3,這主 要通
太陽能電池組件特性表.
格式:pdf
大小:175KB
頁數:6P
4.6
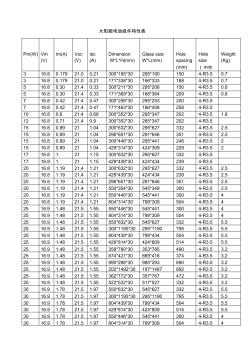
太陽能電池組件特性表 pm(w)vm (v) im(a)voc (v) isc (a) dimension w*l*h(mm) glasssize w*l(mm) hole spacing (mm) hole size (mm) weight (kg) 316.80.17921.00.21300*195*30295*1901504-r3.50.7 316.80.17921.00.21171*338*30166*3331884-r3.50.7 516.80.3021.40.33300*211*30295*2061504-r3.50.8 516.80.3021.40.33171*369*30166*3642094-r3.50.8 716.80.4221.40.4730

單晶硅、HIT太陽能電池組件的對比分析最新文檔
太陽能電池組件檢驗標準
格式:pdf
大小:90KB
頁數:4P
4.4
標準組件出貨檢驗指導書 版本2.01 版次第6次修改 頁碼第1頁共4頁 文件號bjhb-jl-012 1 太陽能電池組件檢驗標準 1.目的: 為保證出廠太陽能電池組件合格率達到100%,滿足用戶的使用 要求,特制定本標準。 2.引用標準: gb/t9535-1998國家標準(等同于iec61215)。 3.范圍: 適用于公司所有組件的出廠檢驗。 4.職責: 品控部是本標準的制定和負責執行的部門,生產部負責配合品控 部組件的檢驗。 5.檢驗標準: 5.1組件外觀檢驗標準: 5.1.1外表面清潔干凈。 5.1.2無破碎、裂紋、針孔的單體電池。 5.1.3電池片崩邊:崩邊沿電池片厚度方向,深度不大于電池片厚度 的二分之一,面積不大于2㎜2的崩邊,每片電池片不多于兩處。 5.1.4電池片缺角:每片電池片,
太陽能電池組件設計 (2)
格式:pdf
大小:281KB
頁數:22P
4.4
太陽能電池組件設計 ★太陽電池組件的測試: 一、外觀檢查 1.檢驗方法:目測 2.檢驗環境:室內,照度不低予1000lx 3.檢驗程序:對每一個組件仔細檢查下列情況: 1)開裂、彎曲、不規則或損傷的外表面; 2)破碎的單體電池 3)有裂紋的單體電池 4)互聯線或接頭有毛病; 5)電池互相接觸或與邊框相接觸; 6)密封材料失效; 7)在組件的邊框和電池之間形成連續通道的氣泡或脫層; 8)塑料材料表面有沾污物; 9)引線端失效帶電部件外露; 10)可能影響組件性能的其他任何情況。 4.技術要求:有下列之一者判為不合格,其他判合格 1)破碎、開裂、彎曲、不規整或損傷的外表面; 2)外表面的彎曲和錯位,包括上表面,背表面,邊框和接線盒,導致組件不能正常安裝 和/或工作。 3)某個電池的一條裂紋,其延伸可能導致組件減少該電池面積10%以上; 4)在組件的邊緣和任何一
太陽能電池組件設計
格式:pdf
大小:281KB
頁數:22P
4.7
太陽能電池組件設計 ★太陽電池組件的測試: 一、外觀檢查 1.檢驗方法:目測 2.檢驗環境:室內,照度不低予1000lx 3.檢驗程序:對每一個組件仔細檢查下列情況: 1)開裂、彎曲、不規則或損傷的外表面; 2)破碎的單體電池 3)有裂紋的單體電池 4)互聯線或接頭有毛病; 5)電池互相接觸或與邊框相接觸; 6)密封材料失效; 7)在組件的邊框和電池之間形成連續通道的氣泡或脫層; 8)塑料材料表面有沾污物; 9)引線端失效帶電部件外露; 10)可能影響組件性能的其他任何情況。 4.技術要求:有下列之一者判為不合格,其他判合格 1)破碎、開裂、彎曲、不規整或損傷的外表面; 2)外表面的彎曲和錯位,包括上表面,背表面,邊框和接線盒,導致組件不能正常安裝 和/或工作。 3)某個電池的一條裂紋,其延伸可能導致組件減少該電池面積10%以上; 4)在組件的邊緣和任何一
簡述硅太陽能電池組件的分類
格式:pdf
大小:3.3MB
頁數:4P
4.6
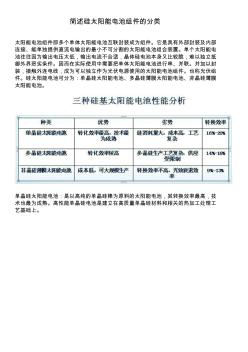
簡述硅太陽能電池組件的分類 太陽能電池組件即多個單體太陽能電池互聯封裝成為組件。它是具有外部封裝及內部 連接、能單獨提供直流電輸出的最小不可分割的太陽能電池組合裝置。單個太陽能電 池往往因為輸出電壓太低,輸出電流不合適,晶體硅電池本身又比較脆,難以獨立抵 御外界惡劣條件。因而在實際使用中需要把單體太陽能電池進行串、并聯。并加以封 裝,接觸外連電線,成為可以獨立作為光伏電源使用的太陽能電池組件。也稱光伏組 件。硅太陽能電池可分為:單晶硅太陽能電池、多晶硅薄膜太陽能電池、非晶硅薄膜 太陽能電池。 單晶硅太陽能電池:是以高純的單晶硅棒為原料的太陽能電池,其轉換效率最高,技 術也最為成熟。高性能單晶硅電池是建立在高質量單晶硅材料和相關的熱加工處理工 藝基礎上。 非晶硅薄膜太陽能電池:所采用的硅為a-si。其基本結構不是pn結而是pin結。摻硼形 成p區,摻磷形成n區,i為非雜質或輕摻雜的

 單晶硅、HIT太陽能電池組件的對比分析
單晶硅、HIT太陽能電池組件的對比分析 單晶硅、HIT太陽能電池組件的對比分析
格式:pdf
大小:294KB
頁數:未知
4.7
介紹了單晶硅、hit太陽能電池組件的特點,采用pvsyst軟件對兩種太陽能電池組件并網光伏發電系統的年發電量進行模擬,分析比較了兩種組件的比功率發電量和損失系數。結果表明,hit太陽能電池組件的比功率發電量大于單晶硅的比功率發電量,hit太陽能電池組件的各項損失系數小于單晶硅的各項損失系數。
非、單晶硅太陽能電池組件比功率發電量比較 非、單晶硅太陽能電池組件比功率發電量比較
格式:pdf
大小:516KB
頁數:4P
4.8
為測試非晶硅和單晶硅太陽能電池組件的實際發電能力,設計了由電子模擬負載和直流安時計組成的發電量測量裝置,對兩種太陽能電池組件的發電量進行實驗測試比較.提出比功率發電量這一物理量,直觀表達太陽能電池組件的發電性能.實驗表明,在晴天直射強光和陰雨天弱散射光環境下,非晶硅太陽能電池板的比功率發電量均大于單晶硅.

單晶硅、HIT太陽能電池組件的對比分析相關
文輯推薦
知識推薦
百科推薦


職位:高級項目管理工程師
擅長專業:土建 安裝 裝飾 市政 園林


