

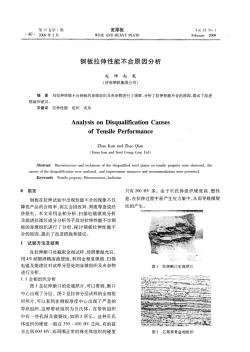
低合金中厚板拉伸性能不合格的斷口分析
格式:pdf
大小:439KB
頁數:2P
人氣 :56
 4.4
4.4
采用低倍檢測、掃描電鏡能譜儀和金相顯微鏡對低合金中厚板拉伸性能不合格的斷口進行觀察、檢測和分析,指出造成拉伸性能不合格的原因是鋼中的帶狀組織和較多非金屬夾雜物所致。



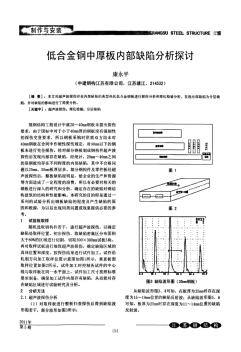
 低合金中厚板延伸率不合的原因分析
低合金中厚板延伸率不合的原因分析 低合金中厚板延伸率不合的原因分析
格式:pdf
大小:406KB
頁數:3P
針對安鋼低合金中厚板生產中出現的延伸合格率低的問題,采用低倍檢驗、金相分析、掃描電鏡檢驗等對延伸不合的低合金中厚板以及鑄坯的金相組織和斷口形貌進行研究,結果表明:引起低合金中厚板延伸不合的直接原因是鋼板內部存在的粒狀貝氏體硬相組織、條狀mns夾雜物和中間裂紋,而這種組織和mns夾雜物的產生是由于鑄坯的成分偏析所致。
低合金中厚板探傷不合原因分析及對策 低合金中厚板探傷不合原因分析及對策
格式:pdf
大小:738KB
頁數:3P
通過低倍、金相及掃描電鏡等手段,對引起低合金中厚板探傷不合的原因進行分析,闡明了鑄坯內部中心偏析、夾雜物及微裂紋是導致鋼板探傷不合的內在原因,在生產中采取相應措施,可有效提高鋼板探傷合格率。
編輯推薦下載
低合金中厚板探傷缺陷原因及分析 低合金中厚板探傷缺陷原因及分析
格式:pdf
大小:1.2MB
頁數:4P
4.7
針對低合金中厚板超聲波探傷合格率低的問題,采用低倍、金相、掃描電鏡檢驗和斷口形貌分析對探傷不合格的中厚板進行研究,得出結論:引起超聲波探傷不合格的主要原因是鋼中的氫含量偏高和板坯中心偏析嚴重,條狀mns夾雜物集聚氫導致氫致裂紋,板材中心部位因偏析產生的少量馬氏體、貝氏體組織導致軋后應力集中,在冷卻速度較快的條件下產生微裂紋,最終造成探傷缺陷。通過計算得知mns夾雜物前端的氫陷阱中氫的濃度遠高于陷阱中氫的最大飽和濃度,過剩的氫造成裂紋。采用鑄坯及板材軋后緩冷等措施,使板材探傷合格率大幅度提高。
低合金中厚板拉伸性能不合格斷口分析熱門文檔
低合金中厚鋼板延伸率不合格原因分析與控制 低合金中厚鋼板延伸率不合格原因分析與控制
格式:pdf
大小:445KB
頁數:3P
4.6
對低合金鋼板延伸率不合格的連鑄板坯和拉力試樣進行低倍檢測和顯微組織分析,結果表明,鑄坯的內部質量存在中心偏析、裂紋和夾雜物以及板材中的帶狀組織是造成板材力學性能不合格的主要原因。指出通過相關煉鋼和軋鋼工藝控制,可以提高板材的性能和合格率。
LD10鋁合金鍛件拉伸性能分析 LD10鋁合金鍛件拉伸性能分析
格式:pdf
大小:646KB
頁數:4P
4.6
通過室溫拉伸試驗、拉伸斷口形貌觀察、能譜成分分析、顯微組織觀察及化學成分檢測,對ld10鋁合金鍛件橫向塑性偏低及不均勻的原因進行分析。結果表明,熱處理工藝改變后鍛件的橫向塑性性能并沒有得到明顯改善。密集分布的大塊狀脆性相是鍛件橫向塑性偏低的主要原因。脆性相的尺寸大小和分布主要受鍛造變形程度和變形均勻性的影響。應改進工藝使鍛件均勻變形,以提高鍛件的橫向塑性性能。
LD2合金中溫釬焊接頭組織與拉伸性能 LD2合金中溫釬焊接頭組織與拉伸性能
格式:pdf
大小:1.3MB
頁數:5P
4.8
采用制備的一種新型中溫鋁基釬料箔(熔點513~529℃),在530~550℃對ld2鋁合金進行真空釬焊試驗。測試釬焊接頭的室溫抗拉性能,采用掃描電鏡(sem)及能譜儀(des)對釬焊接頭組織和斷口形貌進行觀察分析。試驗結果表明,制備的釬料可用于ld2鋁合金的真空釬焊,在優化工藝規范下可獲得致密的接頭,焊后經熱處理,釬焊接頭平均室溫抗拉強度可達300mpa,斷口是以典型韌窩為特征的塑性斷口。
 A357鑄造鋁合金拉伸性能研究
A357鑄造鋁合金拉伸性能研究 A357鑄造鋁合金拉伸性能研究
格式:pdf
大小:816KB
頁數:3P
4.6
研究了a357鑄造鋁合金經t5/t6熱處理后在室溫條件下的拉伸性能。實驗結果表明:在室溫條件下,a357-t5鑄造鋁合金的力學性能略好于a357-t6鑄造鋁合金。a357鑄造鋁合金的力學性能明顯優于a356鑄造鋁合金。拉伸斷口分布鑄造缺陷、韌窩及二次裂紋。
低合金中厚板拉伸性能不合格斷口分析精華文檔
Q345B鋼中厚板延伸率不合格的原因分析與改進 Q345B鋼中厚板延伸率不合格的原因分析與改進
格式:pdf
大小:434KB
頁數:3P
4.3
針對q345b鋼延伸率不合格的問題,分析了該鋼種同澆次鑄坯變形前的低倍組織、斷口夾雜物、金相組織、裂紋形貌及其能譜,認為造成q345b鋼中厚板拉伸性能不合格的原因是鋼中存在mns夾雜。通過分析夾雜物的產生原因,提出了改進措施,大幅度減少了中厚板拉伸性能不合格的狀況,提高了板材的產品質量。
A357鑄造鋁合金拉伸性能研究
格式:pdf
大小:430KB
頁數:3P
4.7
文章編號:10071385(2010)01000503 a357鑄造鋁合金拉伸性能研究 解傳浩陳振中 (沈陽航空工業學院航空宇航工程學院,遼寧沈陽110136) 摘要:研究了a357鑄造鋁合金經t5/t6熱處理后在室溫條件下的拉伸性能。實驗結果表明: 在室溫條件下,a357-t5鑄造鋁合金的力學性能略好于a357-t6鑄造鋁合金。a357鑄造鋁合 金的力學性能明顯優于a356鑄造鋁合金。拉伸斷口分布鑄造缺陷、韌窩及二次裂紋。 關鍵詞:a357鑄造鋁合金;拉伸;力學性能;斷口 中圖分類號:v257文獻標識碼:a 鋁硅系鑄造鋁合金鑄造流動性好、氣密性好、 收縮率小和熱裂傾向小等特點,經過變質和熱處 理后,具有良好的力學性能、物理性能、耐腐蝕性 能和較好的機械加工性能,在汽車和航空工業
淬火鋁合金厚板預拉伸變形區域仿真與分析 淬火鋁合金厚板預拉伸變形區域仿真與分析
格式:pdf
大小:389KB
頁數:5P
4.7
鋁合金預拉伸厚板變形區域分為夾持區、過渡區和均勻區三個部分。在模擬厚板預拉伸變形過程基礎上,分析了各變形區域變形機理和應力分布規律。夾持區變形不充分,導致殘余應力不足60%,且內部應力分布復雜。過渡區殘余應力沿拉伸方向分布不均勻,對不同尺寸板厚在不同拉伸工藝下的過渡區進行分析說明,過渡區范圍與板厚度有關,其范圍約為板厚的60%~70%。最后分析了均勻區應力演變規律,探討了不同拉伸量和拉伸速度對不同尺寸厚板拉伸效果的影響,認為拉伸量2.0%~2.5%可滿足較好的工藝要求。
C919鋁合金顯微組織與拉伸斷口分析 C919鋁合金顯微組織與拉伸斷口分析
格式:pdf
大小:494KB
頁數:3P
4.4
對c919鋁合金進行了金相電鏡試驗,對在不同溫度擠壓變形后的組織進行觀察,分析了它們的分布特征、形貌及影響,用掃描電鏡觀察了鋁合金的拉伸斷口形貌。這表明,其斷裂是以韌性斷裂為主的韌脆混合斷裂,研究了其斷裂過程及機理。
低合金中厚板拉伸性能不合格斷口分析最新文檔
Q345GJCZ35特厚鋼板Z向性能不合格原因分析 Q345GJCZ35特厚鋼板Z向性能不合格原因分析
格式:pdf
大小:667KB
頁數:5P
4.3
采用金相檢驗、掃描電鏡及能譜分析等手段對120mm厚q345gjcz35特厚板z向性能不合格原因進行了分析,結果表明:特厚板q345gjcz35z向性能不合格主要是由于鋼錠中偏析處較多塊狀nb(ti)c聚集、存在著nb(ti)c裂紋源,偏析處存在貝氏體等硬相組織。通過優化成分設計、加強精煉過程控制、改進模鑄澆注工藝、制定合理軋制和熱處理工藝等相關措施,取得了良好的效果,z向性能合格率達到96%以上。
鋁合金中厚板技術調研報告
格式:pdf
大小:155KB
頁數:17P
4.6
一、鋁合金厚板的分類 1、按照厚度分類 按照美國aa標準,厚度小于0.15mm為鋁箔,厚度0.15mm~6.35mm 為薄板,厚度大于6.35的為厚板。綜合各方面的情況,可將鋁合金 板按厚度分為特薄板(0.2~0.5)、薄板(0.5~35~80mm)、特厚板(>80~200mm)、極厚板(>200~ 1000mm)。 2、根據合金元素的含量和加工工藝的特點分類 根據合金元素的含量和加工工藝的特點分類,鋁合金可分為變形 鋁合金和鑄造鋁合金兩類,但軋制厚板占85%以上。 3、根據材料的狀態分類 根據材料的狀態可分為不可熱處理和可熱處理的,前者約占40% 弱,而后者約占60%強。 二、厚板的生產方法 厚板的生產方法分為兩種,即鑄錠熱軋法和鑄造法。凡是厚度大 于200mm的極厚板都是鑄造的,因為
節約型低合金系列中厚板工藝優化 節約型低合金系列中厚板工藝優化
格式:pdf
大小:482KB
頁數:3P
4.8
在現有q345b級鋼板成分基礎上,不添加v,適當調整c、mn含量,通過優化控軋控冷工藝,生產出質量優異的低合金鋼板。不僅為q345b到q345d的產品升級奠定基礎,而且批量生產噸鋼成本可節約30元,實現了降成本不降質量的目標。
 高強度船用鋼板AH36力學性能不合格原因分析
高強度船用鋼板AH36力學性能不合格原因分析 高強度船用鋼板AH36力學性能不合格原因分析
格式:pdf
大小:161KB
頁數:3P
4.8
某船級社在對一批ah36船用鋼板進行驗收時發現,厚度為15mm鋼板的抗拉強度和延伸率不符合該船級社的技術要求,通過對材料化學成分、力學性能和金相組織的檢驗,認為,材料存在帶狀組織是導致鋼板力學性能不合格的主要原因。
超細晶Inconel 718合金激光對接板的高溫拉伸性能 超細晶Inconel 718合金激光對接板的高溫拉伸性能
格式:pdf
大小:2.7MB
頁數:10P
4.5
為使inconel718合金的筒形多層夾芯結構順利成形,研究該合金激光對接板的高溫塑性。結果表明,拉伸方向對激光對接板的伸長率有很大影響。橫向拉伸時,在溫度為950°c和應變率為3.1×10-4s-1的條件下,最大伸長率為458.56%,此時m值為0.352,焊縫未變形。縱向拉伸時,在溫度為965°c和應變速率為6.2×10-4s-1的條件下,最大延長率為178.96%,此時m值為0.261,焊縫隨母材同時變形,焊縫的微觀組織為樹枝晶,晶間析出了nb含量較高的laves相。縱向拉伸時,由于動態再結晶的緣故,焊縫中出現了由樹枝晶和等軸晶組成的混合組織。高溫變形后,焊縫中的大量laves相轉化為δ相,但焊縫中仍有小部分殘余的laves相存在。多層夾芯筒結構成形的結果表明,激光對焊板的高溫塑性能滿足其筒形夾芯結構的要求。

混凝土強度“真”不合格與“假”不合格原因分析
格式:pdf
大小:44KB
頁數:4P
4.5
混凝土強度“真”不合格與“假”不合格原因分析 一、混凝土強度“真”不合格原因分析 1、原材料質量差 (1)水泥質量不良 ①水泥實際強度 水泥實際強度不可能很穩定,質量控制得好的生產企業波動小,但質量控制較差的生 產企業其28d實際強度波動很大,偶爾會出現相差10mpa以上的情況,直接影響混 凝土強度穩定性,甚至造成強度不足。 ②水泥安定性不合格 水泥熟料中游離cao和mgo含量過多或摻入的石膏含量過多造成。cao、mgo經 過高溫煅燒后均呈現“過燒”狀態,水化十分緩慢,嚴重時能使水泥石開裂。當石膏 含量過多時,在水泥已經硬化后,它還會與固體的水泥鋁酸鈣反應生成高硫型水化硫 鋁酸鈣,體積約增大1.5倍,引起水泥石開裂。有些安定性不合格的水泥所配制的混 凝土表面雖無明顯裂縫,但強度極度低下。 (2)骨料質量不良 ①當石子強度低于混凝土配制強度時,導致混凝土強度不足。
超細晶Inconel 718合金激光對接板的高溫拉伸性能(英文) 超細晶Inconel 718合金激光對接板的高溫拉伸性能(英文)
格式:pdf
大小:2.7MB
頁數:10P
4.5
為使inconel718合金的筒形多層夾芯結構順利成形,研究該合金激光對接板的高溫塑性。結果表明,拉伸方向對激光對接板的伸長率有很大影響。橫向拉伸時,在溫度為950°c和應變率為3.1×10-4s-1的條件下,最大伸長率為458.56%,此時m值為0.352,焊縫未變形。縱向拉伸時,在溫度為965°c和應變速率為6.2×10-4s-1的條件下,最大延長率為178.96%,此時m值為0.261,焊縫隨母材同時變形,焊縫的微觀組織為樹枝晶,晶間析出了nb含量較高的laves相。縱向拉伸時,由于動態再結晶的緣故,焊縫中出現了由樹枝晶和等軸晶組成的混合組織。高溫變形后,焊縫中的大量laves相轉化為δ相,但焊縫中仍有小部分殘余的laves相存在。多層夾芯筒結構成形的結果表明,激光對焊板的高溫塑性能滿足其筒形夾芯結構的要求。
船用鋼板拉伸斷口分離現象分析 船用鋼板拉伸斷口分離現象分析
格式:pdf
大小:625KB
頁數:3P
4.3
分別對船用鋼板沒有分離、輕微分離、嚴重分離的拉伸斷口試樣進行了全面分析。研究表明,船板分離現象的產生有其內在原因,也有外來因素的影響。
7種鋁合金型材“國抽”不合格 7種鋁合金型材“國抽”不合格
格式:pdf
大小:292KB
頁數:1P
4.6
國家質檢總局日前發布了2010年第三批產品質量國家監督抽查公告,公布了11個省、直轄市120家企業生產的120種鋁合金建筑型材產品監督抽查結果,有7種產品不符合相關標準的要求,不合格項目涉及壁厚偏差、封孔質量、化學成分(fe鐵、si硅)等。
低合金中厚板拉伸性能不合格斷口分析相關
文輯推薦
知識推薦
百科推薦


職位:總工程師
擅長專業:土建 安裝 裝飾 市政 園林


