

提高多工位M16螺栓冷鐓模具壽命的研究
格式:pdf
大小:354KB
頁數(shù):3P
人氣 :63
 4.5
4.5
針對(duì)多工位M16冷鐓模具在實(shí)際生產(chǎn)過程中存在壽命低,制造成本高等問題,通過對(duì)模具結(jié)構(gòu)、材料及熱處理工藝優(yōu)化設(shè)計(jì),使得模具壽命提高9~12倍,增產(chǎn)40%,節(jié)約模具用工具鋼2kg/萬件,取得了良好的經(jīng)濟(jì)和社會(huì)效益。



 提高M(jìn)12螺帽冷鐓模具耐磨性的研究
提高M(jìn)12螺帽冷鐓模具耐磨性的研究 提高M(jìn)12螺帽冷鐓模具耐磨性的研究
格式:pdf
大小:482KB
頁數(shù):3P
cr12mov鋼制造的m12螺帽冷鐓模經(jīng)超低溫改性處理后,其顯微組織發(fā)生了轉(zhuǎn)變:鋼組織中的殘留奧氏體向馬氏體轉(zhuǎn)變,析出大量高彌散的碳化物微粒,強(qiáng)化了模具性能,尤其是耐磨性能顯著增加,從而提高了冷鐓模具的使用壽命
M16高強(qiáng)度螺栓剪切力技術(shù)書
格式:pdf
大小:24KB
頁數(shù):1P
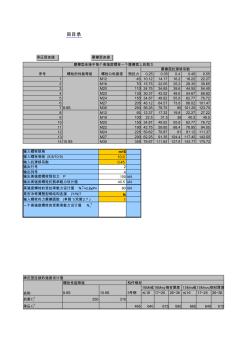
0.250.350.40.450.55 1m124510.1214.1716.218.2222.27 2m167015.7522.0525.228.3539.65 3m2011024.7534.6539.644.5554.45 4m2213530.3742.5248.654.6766.82 5m2415534.8748.8255.862.7776.72 6m2720546.1264.5773.888.02101.47 7m3025056.2578.7590101.25123.75 8m125512.3717.3219.822.2727.22 9m1610022.531.53640.549.5 10m2015534.8748.8255.862.77
編輯推薦下載
加工制造過程對(duì)鋁擠壓模具壽命的影響 加工制造過程對(duì)鋁擠壓模具壽命的影響
格式:pdf
大小:211KB
頁數(shù):2P
4.6
分析了加工制造中各工序?qū)︿X擠壓模具壽命的影響,提出了預(yù)防模具早期失效的措施。
冷鐓模具和冷鐓鋼及模具材料
格式:pdf
大小:133KB
頁數(shù):14P
4.3
冷作模具鋼的性能(2008/12/2619:20) crl2 性能:高碳、高鉻類型萊氏體鋼,具有較好的淬透性和良好的耐磨性。由于鋼中碳質(zhì)量分?jǐn)?shù) 最高可達(dá)2.30%,從而鋼變得硬而脆,所以沖南韌性較差,幾乎不能承受較大的沖擊荷載, 易脆裂,而且易形成不均勻的共晶碳化物。 用途:用于制造受沖擊荷載較小,且要求高耐磨性的冷沖模和沖頭,剪切硬且薄的金屬的冷 切剪刃、鉆套、量規(guī)、拉絲模、壓印模、搓絲板、拉延模和螺絲滾模等。 生產(chǎn)品種:熱軋材、冷拉材、鍛材、熱軋鋼板、冷拉鋼絲。 crl2mo1v1 性能:高碳、高鉻類型萊氏體鋼,無特殊要求時(shí)鉆不作為必加元素。由于鉬和釩的含量比 crl2mov高,故鋼的組織和晶粒度進(jìn)一步細(xì)化,提高了鋼的淬透性、強(qiáng)度和韌性,使鋼的 綜合性能更好。 用途:用于制造要求高耐磨性的大型復(fù)雜冷作模具,如冷切剪刀、切邊模、拉絲模、搓絲板、 螺紋滾模、滾邊模和要
多工位M16螺栓冷鐓模具壽命的研究熱門文檔
冷鐓模具和冷鐓鋼及模具材料 (2)
格式:pdf
大小:137KB
頁數(shù):14P
4.6
冷作模具鋼的性能(2008/12/2619:20) crl2 性能:高碳、高鉻類型萊氏體鋼,具有較好的淬透性和良好的耐磨性。由于鋼中碳質(zhì)量分?jǐn)?shù) 最高可達(dá)2.30%,從而鋼變得硬而脆,所以沖南韌性較差,幾乎不能承受較大的沖擊荷載, 易脆裂,而且易形成不均勻的共晶碳化物。 用途:用于制造受沖擊荷載較小,且要求高耐磨性的冷沖模和沖頭,剪切硬且薄的金屬的冷 切剪刃、鉆套、量規(guī)、拉絲模、壓印模、搓絲板、拉延模和螺絲滾模等。 生產(chǎn)品種:熱軋材、冷拉材、鍛材、熱軋鋼板、冷拉鋼絲。 crl2mo1v1 性能:高碳、高鉻類型萊氏體鋼,無特殊要求時(shí)鉆不作為必加元素。由于鉬和釩的含量比 crl2mov高,故鋼的組織和晶粒度進(jìn)一步細(xì)化,提高了鋼的淬透性、強(qiáng)度和韌性,使鋼的 綜合性能更好。 用途:用于制造要求高耐磨性的大型復(fù)雜冷作模具,如冷切剪刀、切邊模、拉絲模、搓絲板、 螺紋滾模、滾
預(yù)埋螺栓模具安裝法 預(yù)埋螺栓模具安裝法
格式:pdf
大小:255KB
頁數(shù):2P
4.6
我單位在某大型工業(yè)廠房施工中采用模具法安裝預(yù)埋螺栓,取得了良好的效果。現(xiàn)將具體作法介紹如下。一、模具制作模具制作見圖1、2、3。1.統(tǒng)計(jì)各種直徑螺栓的分類數(shù)量,以確定模具控位板的制備量。2.取6mm厚鋼板加工成100mm×100mm或150mm×150mm的方塊板,在板
接線端子多工位級(jí)進(jìn)模具設(shè)計(jì) 接線端子多工位級(jí)進(jìn)模具設(shè)計(jì)
格式:pdf
大小:327KB
頁數(shù):4P
4.4
介紹接線端子沖壓工藝及多工位級(jí)進(jìn)模具設(shè)計(jì),重點(diǎn)闡述了工步設(shè)計(jì)、排樣圖設(shè)計(jì)、模具結(jié)構(gòu)。
B8螺栓B8M螺栓與304316材質(zhì)不同
格式:pdf
大小:48KB
頁數(shù):5P
4.7
本文檔如對(duì)你有幫助,請(qǐng)幫忙下載支持! 閥門行業(yè)中b8、b8m與304、316 鑒于目前公司在開發(fā)閥門行業(yè),總公司對(duì)閥門行業(yè)所使用的緊固件進(jìn)行調(diào)查分析。 ▲有關(guān)閥門的簡(jiǎn)單介紹: 1、定義:閥門是用以控制流體流量、壓力和流向的裝置。 2、閥門組成:閥門通常由閥體、閥蓋、閥座、啟閉件、驅(qū)動(dòng)機(jī)構(gòu)、密封件和緊固件等組成。 簡(jiǎn)單構(gòu)造(以截止閥為例)如下圖: 1—把手 2—閥桿 3—緊固件 4—閥瓣 5—閥蓋 6—墊片 7—閥體 3、閥門材料:閥體及配件的使用材料是以殼體材料為基礎(chǔ)的,可劃分為:普通碳素鋼系列、鍛鋼、 鑄鋼(wcb);不銹鋼系列(304316);cr-mo(v)高溫鋼系列;低溫鋼系列(lcb、lcc)和抗 硫系列。我司的著眼點(diǎn)就是不銹鋼系列中的緊固件,主要包括螺栓、雙頭螺栓和螺母。 緊固件在閥門上直接承受壓力,對(duì)防止介質(zhì)外流起至關(guān)重要作用,因此選用的材料

M螺栓計(jì)算
格式:pdf
大小:14KB
頁數(shù):1P
4.5
經(jīng)計(jì)算在8級(jí)風(fēng)力下單位屏所受的風(fēng)壓為: ws=×=m2 預(yù)埋螺栓應(yīng)力計(jì)算 (1)柱腳連接處水平方向的風(fēng)荷載產(chǎn)生的彎矩值計(jì)算 ms=1/2wsh2l 預(yù)埋螺栓拉應(yīng)力計(jì)算 f=ms/c/2其中:h為隔音屏障高度; l為隔音屏障一單元長度; c為受拉區(qū)的螺栓力臂長度。 計(jì)算結(jié)果 ms=×××=?m f=2=n 1)、抗剪驗(yàn)算:查規(guī)范可知,級(jí)承壓型高強(qiáng)螺栓抗剪承載力設(shè)計(jì)強(qiáng)度bcf=140mpa, 螺栓承壓連接板為厚鋼板,鋼材為q235鋼,承壓強(qiáng)度設(shè)計(jì)值a305fbcmp,則單個(gè)螺 栓承載力設(shè)計(jì)值取下列三式中最小值: knan35.49140*5.352f*bve b v knn524.90053*14*2.21f*t*dbc b c; 83.7163.204*3.0*9.0*3.1*u*9.0*3.1bvpn 1.30.91.
多工位M16螺栓冷鐓模具壽命的研究精華文檔
高強(qiáng)度螺栓冷擠鐓成形工藝及模具設(shè)計(jì) 高強(qiáng)度螺栓冷擠鐓成形工藝及模具設(shè)計(jì)
格式:pdf
大小:1.4MB
頁數(shù):3P
4.6
改進(jìn)了40cr高強(qiáng)度螺栓的冷擠鐓工藝,擬制了冷擠鐓工藝前的毛坯處理工藝。針對(duì)生產(chǎn)中出現(xiàn)的倒角質(zhì)量差的問題,提出了改進(jìn)后的螺栓冷擠鐓模具結(jié)構(gòu)。
模具法安裝地腳螺栓施工工法 模具法安裝地腳螺栓施工工法
格式:pdf
大小:1.2MB
頁數(shù):3P
4.7
對(duì)于鍋爐鋼架地腳螺栓以及其他設(shè)備基礎(chǔ)地腳螺栓安裝,采用模具法安裝地腳螺栓的施工工法可以提高效率,節(jié)約成本,為施工單位創(chuàng)造更好的經(jīng)濟(jì)效益。
六角凸緣面螺栓冷切擠工藝及模具設(shè)計(jì) 六角凸緣面螺栓冷切擠工藝及模具設(shè)計(jì)
格式:pdf
大小:229KB
頁數(shù):3P
4.4
著重研究了六角凸緣螺栓冷切擠工藝及其與熱墩工藝的比較,并介紹了在多工位冷墩機(jī)上的模具設(shè)計(jì)方案。
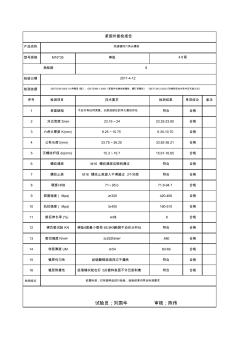
M16x354.8級(jí)六角頭螺栓
格式:pdf
大小:22KB
頁數(shù):1P
4.7
產(chǎn)品名稱 型號(hào)規(guī)格m16*35等級(jí) 檢驗(yàn)日期 檢測(cè)依據(jù) 序號(hào)檢測(cè)項(xiàng)目技術(shù)要求檢測(cè)結(jié)果單項(xiàng)結(jié)論備注 1表面缺陷不應(yīng)許有任何深度、長度或部位的淬火裂紋存在符合合格 2對(duì)邊寬度smm23.16~2423.25-23.90合格 3六角頭厚度k(mm)9.25~10.759.30-10.70合格 4公稱長度i(mm)33.75~36.2533.82-36.21合格 5無螺紋桿徑ds(mm)15.3~16.715.61-16.65合格 6螺紋通規(guī)m16螺紋通規(guī)應(yīng)順利通過符合合格 7螺紋止規(guī)m16螺紋止規(guī)旋入不得超過2個(gè)牙距符合合格 8硬度hrb71~95.071.8-94.7合格 9屈服強(qiáng)度(mpa)≥320420-460合格 10抗拉強(qiáng)度(mpa)≥400180-510合格 11斷后

M24螺栓計(jì)算(20200928162349)
格式:pdf
大小:19KB
頁數(shù):1P
4.3
1 經(jīng)計(jì)算在8級(jí)風(fēng)力下單位屏所受的風(fēng)壓為: ws=1.4×0.91=1.274kn/m2 預(yù)埋螺栓應(yīng)力計(jì)算 (1)柱腳連接處水平方向的風(fēng)荷載產(chǎn)生的彎矩值計(jì)算 ms=1/2wsh2l 預(yù)埋螺栓拉應(yīng)力計(jì)算 f=ms/c/2其中:h為隔音屏障高度; l為隔音屏障一單元長度; c為受拉區(qū)的螺栓力臂長度。 計(jì)算結(jié)果 ms=0.5×1.274×3.62×2.5=20.639kn?m f=20.639/0.6/2=17.199kn 1)、抗剪驗(yàn)算:查規(guī)范可知,6.8級(jí)承壓型高強(qiáng)螺栓抗剪承載力設(shè)計(jì)強(qiáng)度bcf=140mpa, 螺1.4cm厚鋼板,鋼材為q235鋼,承壓強(qiáng)度設(shè)計(jì)值a305fbcmp,則 單個(gè)螺栓承載力設(shè)計(jì)值取下列三式中最小值: knan35.49140*5.352f*bve b v knn524.90053*14*2.21f*
多工位M16螺栓冷鐓模具壽命的研究最新文檔
影響電工用銅母線拉伸模具壽命的因素 影響電工用銅母線拉伸模具壽命的因素
格式:pdf
大小:120KB
頁數(shù):3P
4.6
本文討論了模具結(jié)構(gòu)設(shè)計(jì)對(duì)電工用銅母線拉伸模具的重要性,同時(shí)介紹了幾種表面處理方法對(duì)該模具壽命的影響.并從上述兩個(gè)方面對(duì)拉拔模具壽命的提高提出了新的思考。
風(fēng)電葉片在后打孔模具上實(shí)現(xiàn)預(yù)埋螺栓套成型的工裝結(jié)構(gòu)研究 風(fēng)電葉片在后打孔模具上實(shí)現(xiàn)預(yù)埋螺栓套成型的工裝結(jié)構(gòu)研究
格式:pdf
大小:305KB
頁數(shù):4P
4.4
主要闡述了風(fēng)力發(fā)電機(jī)葉片在后打孔模具上實(shí)現(xiàn)預(yù)埋螺栓套成型工藝的工裝結(jié)構(gòu)形式可行性研究。通過項(xiàng)目的研究與實(shí)施,創(chuàng)新完成后打孔模具制作預(yù)埋葉片的定位工裝實(shí)現(xiàn)方案,解決了預(yù)埋定位工裝在后打孔模具上連接及螺栓套后定位精度的技術(shù)難題,保證了預(yù)埋工藝葉片在后打孔模具上的新開發(fā)試制,從而實(shí)現(xiàn)了現(xiàn)有后打孔模具資源閑置與重新制作預(yù)埋模具增加生產(chǎn)成本的矛盾的有效整合。
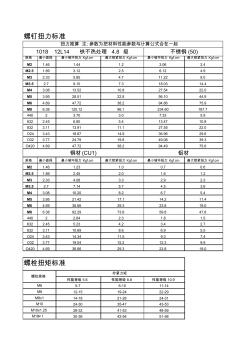
2016螺釘螺栓扭力標(biāo)準(zhǔn)
格式:pdf
大小:37KB
頁數(shù):2P
4.5
規(guī)格最小直徑最小破壞扭力kgf.cm最大鎖緊扭力kgf.cm最小破壞扭力kgf.cm最大鎖緊扭力kgf.cm m21.461.441.23.062.4 m2.51.893.122.56.124.9 m32.335.854.711.229.0 m3.52.79.107.318.0314.4 m43.0813.5210.827.5422.0 m53.9528.5122.856.1044.9 m64.6947.7238.294.8675.9 m86.38120.1296.1234.60187.7 44023.703.07.335.9 6322.456.805.413.4710.8 8323.1113.9111.127.5522.0 o243.4318.6714.9

LD鋼冷鐓模具熱處理工藝改進(jìn)
格式:pdf
大小:1.7MB
頁數(shù):5P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
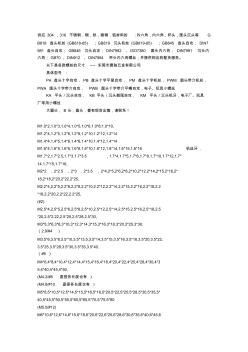
M8螺栓
格式:pdf
大小:861KB
頁數(shù):5P
4.5
供應(yīng)304,316不銹鋼,銅,鐵,碳鋼,鋁材料的:外六角,內(nèi)六角,杯頭,圓頭沉頭等g b818盤頭機(jī)絲(gb818-85);gb819沉頭機(jī)絲(gb819-85);gb845盤頭自攻;din7 981盤頭自攻;gb846沉頭自攻;din7982、iso7380圓頭內(nèi)六角;din7991沉頭內(nèi) 六角;gb70、din912、din7984杯頭內(nèi)六角螺絲;并提供相應(yīng)的配貨服務(wù)。 以下是各款螺絲的尺寸----東莞市德馳五金有限公司 具體型號(hào): pa盤頭十字自攻,pb盤頭十字平尾自攻,pm盤頭十字機(jī)絲,pwm圓頭帶介機(jī)絲, pwa圓頭十字帶介自攻,pwb圓頭十字帶介平嘴自攻,電子、玩具小螺絲 ka平頭/沉頭自攻,kb平頭/沉頭割尾自攻,km平頭/沉頭機(jī)牙,電子廠、玩具 廠常用小螺絲 大扁頭,b頭,圓頭,都
提高多工位M16螺栓冷鐓模具壽命的研究 提高多工位M16螺栓冷鐓模具壽命的研究
格式:pdf
大小:219KB
頁數(shù):未知
4.7
針對(duì)多工位m16冷鐓模具生產(chǎn)實(shí)際過程中存在壽命低,制造成本高等問題,通過對(duì)模具結(jié)構(gòu)、材料及熱處理工藝進(jìn)行優(yōu)化設(shè)計(jì),使模具壽命提高(9—12)倍,增產(chǎn)40%,節(jié)約模具用工具鋼2kg/萬件。
膨脹螺栓冷墩工藝及模具初探 膨脹螺栓冷墩工藝及模具初探
格式:pdf
大小:102KB
頁數(shù):4P
4.5
本文介紹了用于出口的膨脹螺栓的冷鐓模式,以及在實(shí)際生產(chǎn)中出現(xiàn)的問題及其解決的方法。本文所探討的膨脹螺栓如圖1所示(以m12×100為例)。此零件材料是q235。與國內(nèi)市場(chǎng)銷售的同類產(chǎn)品相比,有如下特點(diǎn):錐頭端表直徑較大、高度較高,總長較長,且表面質(zhì)量要求高。
針對(duì)單軸電槍擰緊多螺栓工位扭矩衰減的控制 針對(duì)單軸電槍擰緊多螺栓工位扭矩衰減的控制
格式:pdf
大小:109KB
頁數(shù):3P
4.8
針對(duì)單軸電槍擰緊同一工件多顆螺栓工位出現(xiàn)的扭矩衰減問題現(xiàn)狀,結(jié)合連接件特性,從擰緊順序,擰緊步驟,電槍轉(zhuǎn)速方面對(duì)擰緊工藝進(jìn)一步優(yōu)化,并結(jié)合實(shí)際進(jìn)行分析說明。
螺旋道釘多工位冷鐓成形工藝優(yōu)化及數(shù)值模擬 螺旋道釘多工位冷鐓成形工藝優(yōu)化及數(shù)值模擬
格式:pdf
大小:410KB
頁數(shù):未知
4.4
螺旋道釘多工位冷鐓成形工藝存在多種可選擇的方案,為得到最佳的工藝方案,采用工藝優(yōu)化數(shù)學(xué)模型與deform-3d模擬相結(jié)合的方法。討論了各工藝方案的載荷行程曲線和模擬得出的重要參數(shù)變化規(guī)律,并將參數(shù)代入工藝優(yōu)化數(shù)學(xué)模型進(jìn)行計(jì)算。結(jié)果表明:采用冷鐓工藝第1種方案時(shí),預(yù)鐓、粗鐓、精鐓工位的變形程度分配合理;最大的損傷和應(yīng)變值隨工位變形程度的增加而增大,并在成形六角頭部時(shí)值最大。經(jīng)計(jì)算得出最佳工藝方案,采用優(yōu)化后的方案生產(chǎn)的螺旋道釘整體組裝疲勞試驗(yàn)達(dá)300萬次。
多工位M16螺栓冷鐓模具壽命的研究相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:暖通空調(diào)工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


